Изобретение относится к машиностроению, в частности к инструменту для отде- лочно-у прочняющей обработки отверстий резанием и поверхностным пластическим деформированием, и может быть использовано для обработки отверстий в детапях сложной формы, в тонкостенных с прерывистыми поверхностями, в том числе хрупких, вязких и мягких материалах
Цель июбретения - повышение качества обработки oiперстни в тонкостенных деталях сложной формы из хрупких, вязких и мягких материалов за счет уменьшения усилий деформирования.
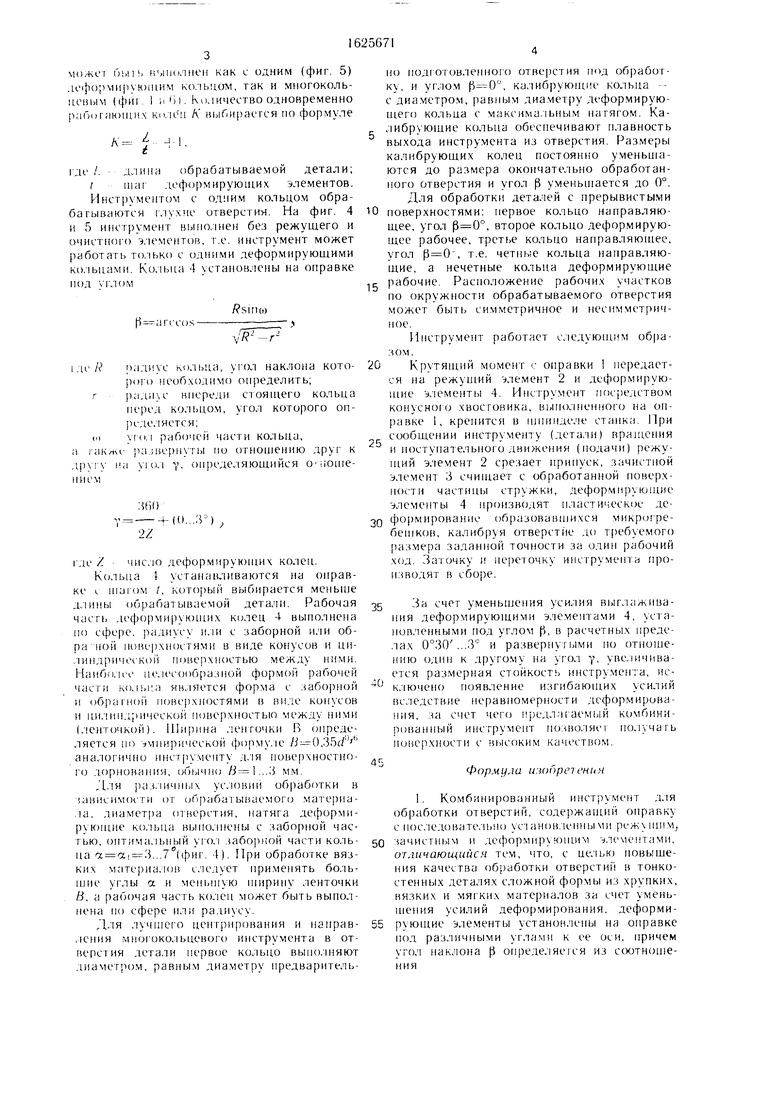
На фиг изображен комбинированный инструмент, на фиг 2 - сечение А-А на
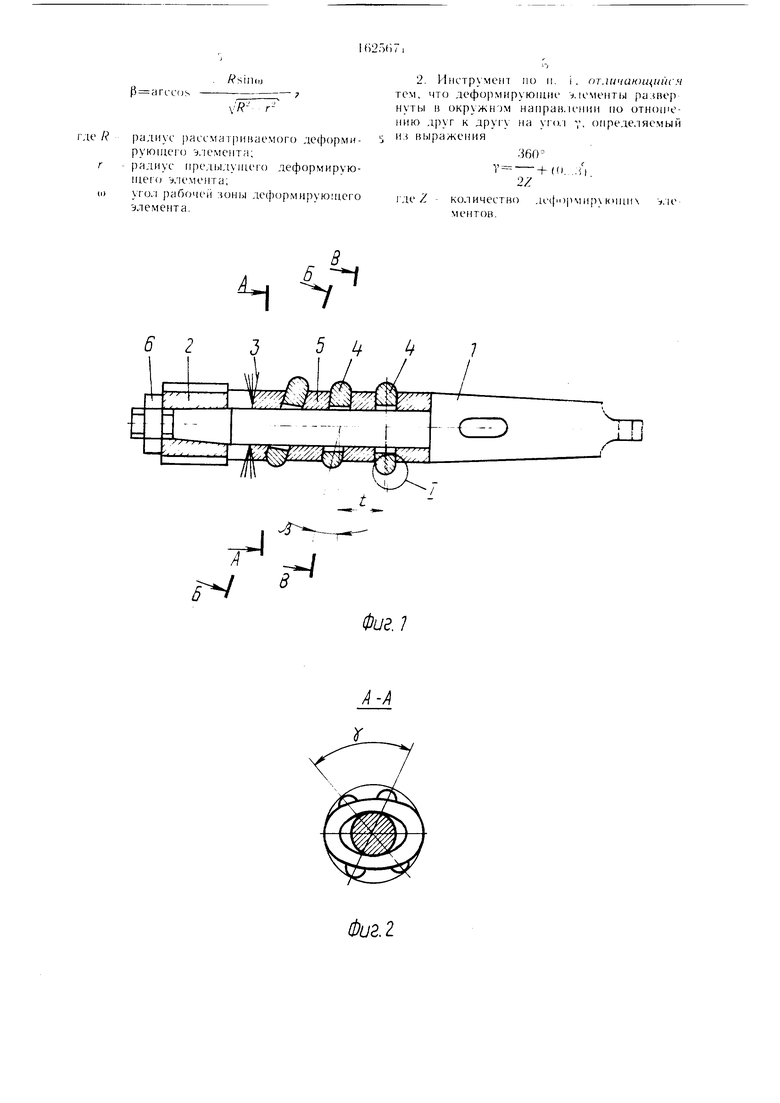
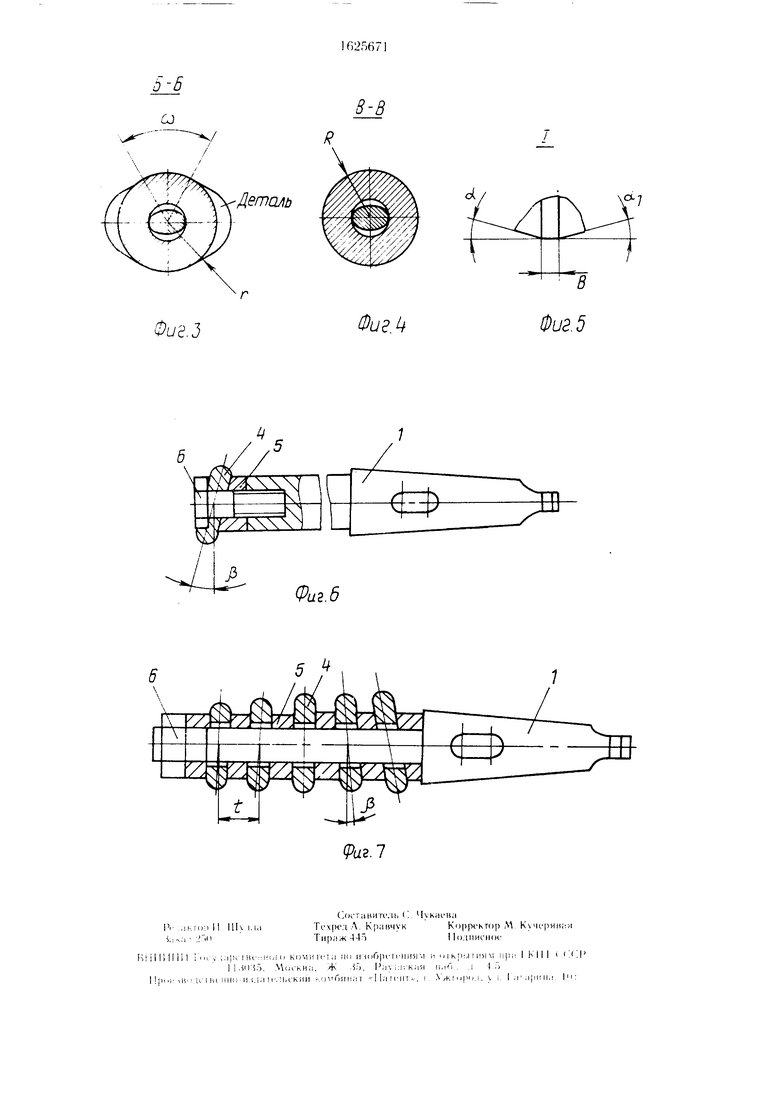
фиг. I, на фиг 3 - сечение Б - Б на фиг 1, на фиг 4 - сечение В-В на фиг 1, на фиг 5 - узел I на фиг. 1, на фиг 6 - инструмент с одним деформирующим колыпм. на фиг 7 - многокольцевой инструмент
Комбинированный инструмент содержит оправку 1 с последовательно установленными режущим 2, зачистным 3 и деформирующими 4 элементами (кольцами), втулками 5 между кольцами. Все установленное на оправке закрепляется гайкой 6
Деформирующие элементы 4 выполнены в виде твердосплавных колец, выполняющих выглаживание и колиброванне отверстий В основу материала колец можно марку твердого сплава ВК15М Инструмент
О Ю
сл
о
мо/нет бьи1. выполнен как с одним (фиг 5) деформирующим ногьцом, так и многокольцевым (фш 1 . М Количество одновременно работ ;iK)iiui м ieu А. выбирается по формуле
Ч I.
|де/ длина обрабатываемой детали, t таг формирующих элементов. Инструментом с одним кольцом обрабатываются глухие отверстия На фиг 4 и 5 инструмент выполнен без режущего и очистной) элементов, i e инструмент может работать с одними деформирующими ко|ьцами Кольца 4 установлены на оправке
ПОД 1ЛОМ
Р ам
)
i u1 к паипс кольца, угол наклона котоpoi о необходимо определить, г ради,с впереди стоящего кольца перед кольцом, мол которого оп- рсделяется,
el УИН рабочей части кольца, ,i ык/tu развернуты по отношению друг к ipyiy на уюл у. определяющийся О .юшеUiO
(О
i де /
число деформирующих колец Кольца 1 Устанавливаются на оправке i шитом /, который выбирается меньше „пины обрабатываемой детали Рабочая часть ичрормирующич колец 4 выполнена по сфере, радиусу или с заборной или обра ной поверхностями в виде конусов и ци- нгндричес кои поверхностью между ними Наибо.це целесообразной формой рабочей чае IK чольга является форУ1а с заборной и обратной поверхностями в ни ;е конусов и цилиндрической поверхностью между ними (ленточкой) Ширина лен точки В определяется по эмпирическом форму ie /i-0,);Ь аналогично инструмент) для поверхностно- о юрнования, обычно B- 3 мм
Л гя разшчных условии обработки в зависимости 01 обрабатываемого материа- ia, диаметра отверстия, натяга деформирующие кольца выполнены с заборной частью, оптимальный угол заборной части кольца a cci 3 7°|фиг ) При обработке вязких материалов следует применять большие углы а. и меньшую ширину ленточки и, а рабочая часть колец может быть выполнена по сфере или ра гнусу
Для лучшею центрирования и направ- тения мнот окольцевот о инструмента в отверстия детали первое кольцо выполняют итамегром, равным диаметру предваритель
но подготовленного отверстия под обработку, и утлом Р-0°, калибрующие кольца с диаметром, равным диаметру деформирующего кольца с максима гьным натягом Калибрующие кольца обеспечивают плавность выхода инструмента из отверстия Размеры калибрующих колец постоянно уменьшаются до размера окончательно обработанного отверстия и угол р уменьшается до 0°
Для обработки деталей с прерывистыми поверхностями, первое кольцо направляющее, угол (, второе кольцо деформирующее рабочее, третье кольцо направляющее. УГОЛ , те четные кольца направляющие, а нечетные кольца деформирующие рабочие Расположение рабочих участков по окружности обрабатываемого отверстия может быть симметричное и несимметричное
Инструмент работает следующим обра- шм.
Крутящий момент оправки 1 передается на режущий элемент 2 и деформирующие элементы 4 Инструмент посредством КОНУСНОГО хвостовика, выполненною на оправке 1, крепится в шпинделе станка При сообщении инструменту (детачи) вращения и поступательного движения (подачи) режущий элемент 2 срезает припуск, зачисткой элемент 3 счищает с обработанной поверх- НО( ти частицы стружки, деформирующие элементы 4 производят пластическое де Q формирование образовавшихся микротре- бешков, калибруя отверстие до требуемого размера заданной точности за отин рабочий ход Заточку и переточку инструмента про- и водят в сборе
0
5
5
5
0
5
Ja счет уменьшения усилия выглаживания деформирующими элементами 4, установленными под утлом р, в расчетных преде тах 0°30 Зг и развернутыми по отношению один к другому на угол у. увеличивается размерная стойкость инструмента, исключено появление изгибающих усилий вследствие неравномерности деформирова ния, за счет чего г редл и аемый комбинированный инструмент позволяет получать поверхности с высоким качеством
Формула и юбрет ения
1 Комбинированный инструмент для обработки отверстий, содержащий оправку с последовательно усганои генныуш режущим, зачисгным и деформирующим этементами. отличающийся тем, что, с целью повышения качества обработки отверстий в тонкостенных деталях сложной формы из хрупких, вязких и мягких материалов за счет уменьшения усилий деформирования, деформирующие элементы установлены на оправке под различными углами к ее оси, причем угол наклона р определяется из соотношения
P arccos
(U
рассматриваемого деформирующею }. ICMCHTH,
радиус предыдущею деформирующею элемента,
УГОЛ рабочей юны деформирующего элемента
2 Инструмент по и i, оиичающит. я тем, что деформир ющие элементы ра шер нуты в окру/кнш направлении но OTHOIJIO- нию к на 10,1 у- определяемый ш выражения
360п
,. (
(( i|
2/
i де Z количество деформир кчцнч ле ментов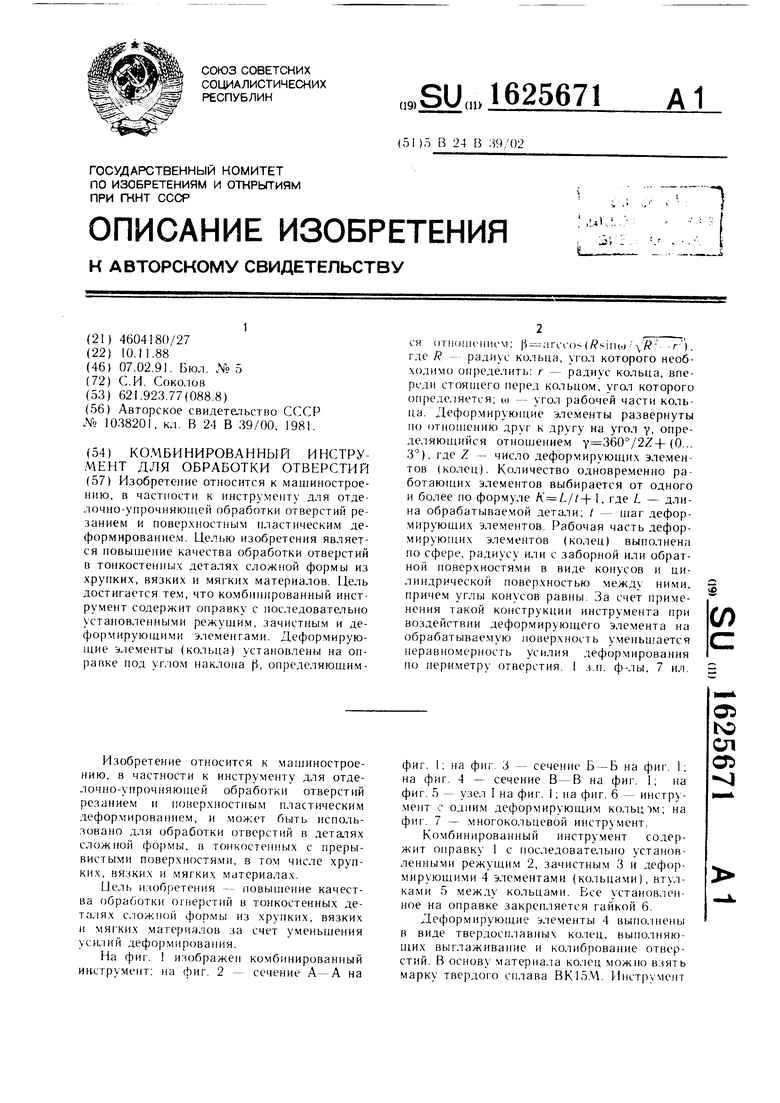
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2416476C1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| СПОСОБ ОХВАТЫВАЮЩЕЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2411098C1 |
| ДАВИЛЬНОЕ ОХВАТЫВАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2411099C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
Изобретение относится к машиностроению, в частности к инструменту для отде- лочно-упрочняющей обработки отверстий резанием и поверхностным пластическим деформированием. Целью изобретения является повышение качества обработки отверстий в тонкостенных деталях сложной формы из хрупких, вязких и мягких материалов Цель достигается тем, что комбинированный инструмент содержит оправку с последовательно установленными режущим, зачистным и деформирующими элементами Деформирующие элементы (кольца) установлены на оправке под углом наклона р, определяющимся опюшением: |-$ arcco4/ 4irui. г ), где R - радиус кольца, гол которого необходимо определить: л - радиус кольца, впереди стоящего перед кольцом, угол которого определяется, w - угол рабочей части кольца Деформирующие элементы развернуты по отношению друг к другу на угол у, определяющийся отношением Y 360°/2Z+(0 .. 3°). где Z - число деформирующих элементов (колец). Количество одновременно работающих элементов выбирается от одного и более по формуле A L//-f 1, где L - длина обрабатываемой детали, / - шаг деформирующих элементов Рабочая часть деформирующих элементов (колец) выполнена по сфере, радиусу или с заборной или обратной поверхностями в виде конусов и цилиндрической поверхностью между ними, причем утлы конусов равны За счет применения такой конструкции инструмента при воздействии деформирующего элемента на обрабатываемую поверхность уменьшается неравномерность усилия деформирования по периметру отверстия I п. ф-лы, 7 ил (Л
Н
В
7
6 2
5
П
Фиг. 1
Фиг. 2
Деталь
ОигЗ
Фиг 6
В-В
Фиг Ц
| Комбинированный инструмент для обработки отверстий | 1981 |
|
SU1038201A1 |
