Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для ротационного выглаживания и иглофрезерования цилиндрических оболочек и давильной обработки.
Известен способ ротационной вытяжки и конструкция давильного ролика, сечение которого в плоскости, проходящей через ось вращения, расположенную параллельно образующей оправки, ограничено сопряженными плоским торцом переходным участком с радиусом 0,5…0,8 диаметра давильного ролика, рабочим участком, очерченным по радиусу с периферийной частью, выполненной в виде цилиндрической поверхности с образующей, параллельной оси ролика и плавно сопряженной с рабочей поверхностью в сечении наибольшего диаметра давильного ролика [1].
Однако известный способ и конструкция ролика с периферийной цилиндрической частью имеет существенный недостаток: выбранный угол в диапазоне 6…12°, несоблюдение которого приводит к сокращению производительности и срока службы инструмента из-за быстрого износа рабочей поверхности, ограниченной радиусом, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использование роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
Известен способ, реализуемый роликом для давильной обработки, сечение которого в плоскости, проходящей через ось вращения, ограничено сопряженными дугами окружностей разных радиусов, причем отношение радиусов окружностей выбирается в пределах 13-15 [2].
Недостатком известного способа и ролика является его малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность. Другим недостатком давильного ролика является сложность восстановления формы ролика в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение корректив в технологические режимы.
Известен способ, осуществляемый давильным роликом с двусторонним конусом, у которого углы φ и φ1 выбраны в пределах от 30 до 35°, а радиус сопряжения конических поверхностей принимают от 6 до 8 толщин листа, т.е. от 6 до 32 мм [3].
Известный способ осуществляемый давильным роликом, хорошо работает при ротационной вытяжке оболочек с выпукло-вогнутой поверхностью, однако не обеспечивает достижение шероховатости поверхности, исключающей необходимость доработки поверхности шлифованием.
Известен способ осуществляемый давильными роликами, характер протекания процесса обработки которыми зависит от радиуса скругления и ширины пояска [4]. Однако недостатком известных давильных роликов является сложность восстановления формы в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение корректив в технологические режимы. Кроме того, недостатком является их малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течения металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности.
Поставленная задача решается предлагаемым комбинированным способом ротационного выглаживания и иглофрезерования цилиндрических оболочек, включающим использование блока давильных инструментов и съемного игольчатого кольца, при этом обрабатываемой заготовке сообщают принудительное вращательное движение, блоку давильных инструментов - продольную подачу и нагружение силой в поперечном направлении с обеспечением его вращения от заготовки за счет сил трения, а съемному игольчатому кольцу - вращательное движение от привода принудительного независимого вращения, при этом используют блок давильных инструментов, состоящий из чернового и чистового давильных роликов, неподвижно посаженных на одну ось и разделенных между собой дистанционным кольцом, черновой ролик которого выполнен с конической поверхностью, имеющей сечение в плоскости, образующей заборный участок с углом φ3=10…15° и обжимной участок с углом φ2=5…8°, а чистовой ролик - с конической поверхностью, имеющей сечение в плоскости, проходящей через ось вращения, образующей проглаживающий участок с углом φ1=(0,15…0,3)φ2 и радиусом рабочей кромки R, причем наружный диаметр чернового ролика меньше диаметра чистового ролика на величину максимально допустимого внедрения инструмента при выглаживании, и съемное игольчатое кольцо, установленное на подшипниках на оси со стороны чистового ролика и выполненное в виде кольца, на наружной поверхности которого радиально закреплены пучки ворса из металлической проволоки, с наружным диаметром игольчатой поверхности DИ=DR+2i, где DR - максимальный наружный диаметр чистового ролика по поверхности, образованной радиусом R; i - натяг игольчатого кольца, необходимый для обработки.
Сущность предлагаемого комбинированного способа поясняется чертежами.
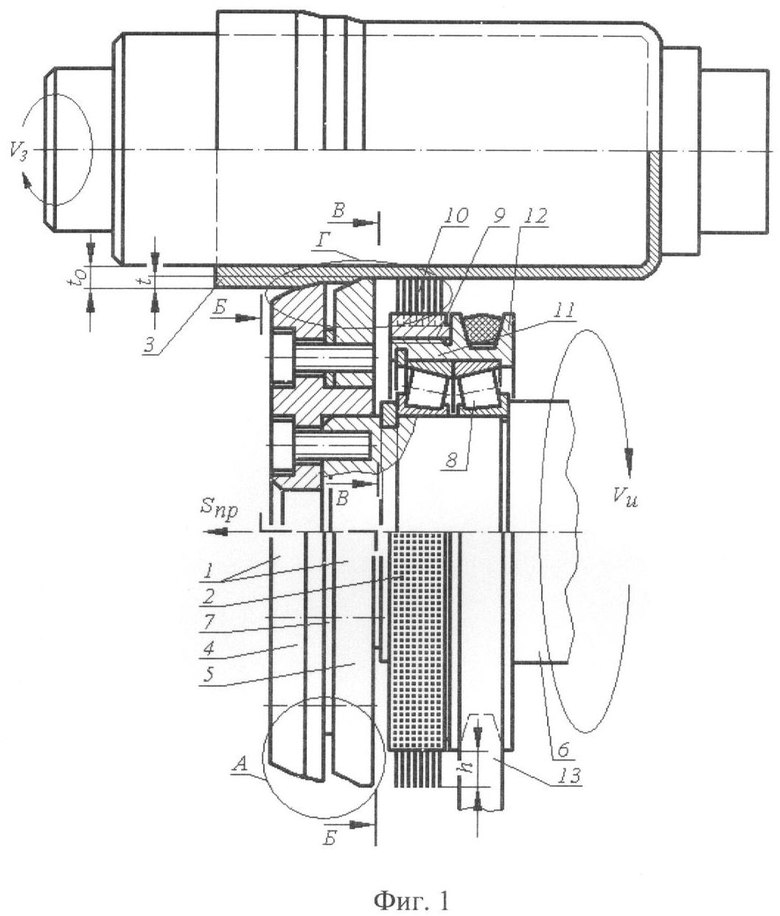
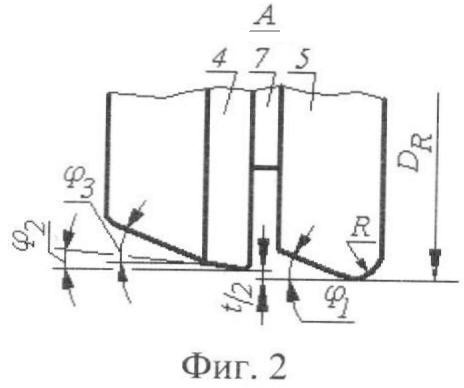
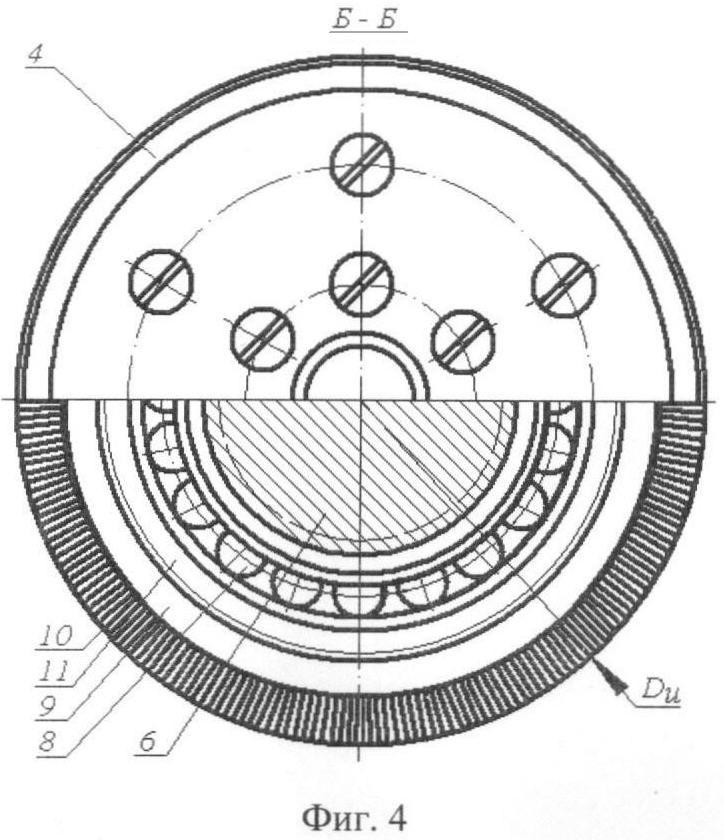
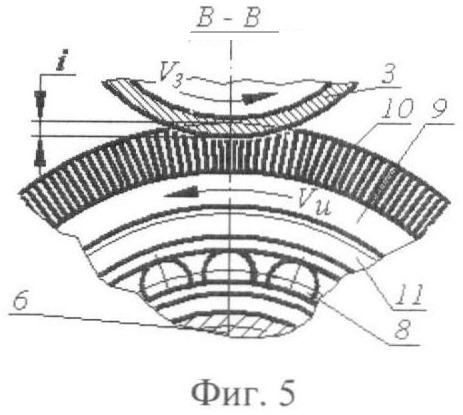
На фиг.1 показана схема ротационного выглаживания цилиндрической детали, установленной на оправке, частичный продольный разрез обрабатываемой заготовки и давильного устройства; на фиг.2 - элемент А на фиг.1; на фиг.3 - элемент Г на фиг.1, вариант установки пучков ворса из металлической проволоки, отличающийся минимальным расстоянием между чистовым роликом и игольчатым кольцом в продольном направлении; на фиг.4 - давильное устройство, ступенчатый поперечный разрез по Б-Б на фиг.1; на фиг.5 - схема работы игольчатого инструмента.
Предлагаемый способ служит для комбинированной обработки, включающей ротационное выглаживание и иглофрезерную обработку цилиндрических оболочек.
Ротационное выглаживание осуществляют давильным инструментальным блоком 1 с одновременным и последовательным упрочнением или иглофрезерованием иглофрезой 2 заготовок цилиндрических оболочек 3. Для чего заготовке 3, надетой на оправку, сообщают вращательное движение VЗ, а иглофрезе - 2 вращательное движение VИ, при этом давильный инструментальный блок 1 получает вращение от заготовки 3 за счет сил трения. Кроме того, устройству сообщают продольную SПР подачу и нагружают силой в поперечном направлении.
Устройство, реализующее предлагаемый комбинированный способ, состоит из давильного инструментального блока 1, собранного из чернового 4 и чистового 5 давильных роликов, неподвижно посаженных на одну ось 6 и разделенных между собой дистанционным кольцом 7 шириной 1…3 мм, при этом черновой ролик 6 выполнен с конической поверхностью, имеющей сечение в плоскости, проходящей через ось вращения, с углами φ3=10…15° и φ2=5…8°, а чистовой ролик 5 выполнен с конической поверхностью, имеющей сечение в плоскости, проходящей через ось вращения, под углом φ1=(0,15…0,3)φ2 и с радиусом R. Радиус рабочей кромки R принимают примерно равным толщине t0 деформируемой заготовки.
Наружный диаметр D4 чернового ролика 4 меньше диаметра DR чистового ролика 5 на величину максимально допустимого внедрения t инструмента при вытяжке. Таким образом, величину максимально допустимого внедрения t давильного инструмента черновой 4 и чистовой 5 ролики делят примерно пополам.
На свободно вращающейся оси 6 на подшипниках 8 со стороны чистового 5 ролика установлено съемное игольчатое кольцо 9, на наружной поверхности которого радиально закреплены пучки ворса 10 из металлической проволоки. Пучки ворса 10 закреплены на кольце 9 известными способами (не показаны), позволяющими переустанавливать и сохранять наружный диаметр игольчатой поверхности DИ постоянным. Так как игольчатый инструмент 9 изнашивается по наружному диаметру, то с целью восстановления пучки ворса радиально выдвигаются и шлифуются по наружному диаметру DИ. Наружный диаметр игольчатого кольца зависит от диаметра чистового ролика и натяга и равен DИ=DR+2i, где DR - максимальный наружный диаметр чистового ролика по поверхности, образованной радиусом R; i - натяг игольчатого кольца, необходимый для обработки.
Игольчатое кольцо 9 с целью быстрого демонтажа крепится на резьбе на втулке 11, последняя установлена на подшипниках 8 и имеет на своей наружной поверхности шкив 12 клиноременной передачи 13 принудительного независимого от давильных роликов вращения VИ. Привод вращения иглоинструмента на фиг.1 не показан.
Образующийся в результате выглаживания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки); исходной шероховатостью; формой и размерами исходной части и выглаживающего инструмента; глубиной внедрения инструмента в обрабатываемую поверхность; величиной подачи; пластическим течением металла, обусловливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок - приспособление - инструмент - заготовка, а также величиной натяга иглоинструмента. При выглаживании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве смазочного материала индустриального масла И-20А или сульфофрезола.
При выглаживании на обрабатываемой поверхности могут появляться продольная и поперечная волнистости из-за колебаний технологической системы. При больших скоростях обработки начинаются интенсивные вибрации, приводящие к резкому ухудшению обрабатываемой поверхности. Вынужденные колебания могут быть вызваны биением шпинделя станка, биением обрабатываемой заготовки, волнистостью и т.д. Автоколебания при выглаживании обусловлены явлениями, присущими самому процессу обработки. Максимальная скорость при алмазном выглаживании равна 400…600 м/мин и ограничивается теплостойкостью алмаза. При выглаживании оболочек роликами максимальную скорость выбирают в пределах 60…130 м/мин с учетом мощности станка и вибростойкости технологической системы.
Выглаживание заготовок цилиндрических оболочек по предлагаемому способу на станках имеет свои особенности, обусловленные формой поверхности заготовки и выглаживающим инструментом.
Выглаживание заготовок с прямолинейной образующей предлагаемым способом можно выполнять на токарных станках, имеющих привод продольной подачи, необходимую частоту вращения шпинделя и достаточную жесткость технологической системы. В этом случае общими требованиями к форме и геометрии выглаживающих роликов являются большая ширина (10…30 мм) прилегания роликов к обрабатываемой поверхности, минимальная шероховатость (Ra=0,32…0,080 мкм) закаленной и отполированной рабочей поверхности роликов и большая жесткость технологической системы. Однако с увеличением ширины поясков контакта роликов с заготовкой уменьшается давление выглаживания и увеличивается шероховатость; в результате для достижения требуемой шероховатости осуществляют обработку с большими усилиями, что не всегда возможно из-за недостаточной жесткости технологической системы. Предлагаемые ролики требуют тщательной установки относительно продольной оси заготовки. При условии правильной установки данные ролики могут работать при продольных подачах в пределах 3…10 мм/об, что делает процесс выглаживания очень производительным.
Продольную подачу при выглаживании определяют по формуле
SПР=(0,2…0,5)K,
где К - минимальная ширина контакта выглаживающих чернового и чистового роликов, которая выбирается из двух КЧЕР и КЧИС (см. фиг.3).
Выглаживание толстостенных заготовок связано с технологическими трудностями деформирования поверхностного слоя.
Металл заготовки, надетой на оправку, под действием радиальной составляющей усилия выглаживания первым по ходу продольной подачи черновым роликом стремится течь как по направлению продольной подачи, так и против направления подачи, т.е. в направлении наименьшего сопротивления. При такой схеме деформирования возможно расширение и вспучивание металла, что затрудняет выглаживание.
Во избежание этого явления при выглаживании толстостенных деталей предлагается вести обработку инструментальным блоком, состоящим из двух роликов, посаженных на одну ось, и вслед идущим иглоинструментом.
Такой тройной блок инструментов улучшает характер течения металла при выглаживании, дает возможность металлу расширяться и течь в направлении подачи.
Черновой давильный ролик 4 устанавливают относительно чистового давильного ролика 5 на расстоянии ширины дистанционного кольца 7 таким образом, чтобы деформируемая заготовка контактировала с рабочей поверхностью по образующей конуса с углом φ3, при этом φ3 служит углом входа металла в очаг деформации и принимается φ3=10…15°. Благодаря наличию угла φ3 уменьшается угол охвата и напряжения в очаге деформации и стабилизируется процесс ротационного выглаживания. Выбирая соотношения диаметров роликов 4 и 5 и расстояние между черновым и чистовым роликами, устанавливают оптимальный угол входа φ3, в результате чего создают благоприятные условия для формообразования.
Производительность ротационного выглаживания и качество поверхностей деталей в значительной мере зависят от формы и геометрических параметров давильных роликов.
Предлагаемый способ, осуществляемый давильным блоком из двух роликов в сочетании с иглоинструментом, можно считать универсальным, позволяющим деформировать трубчатые заготовки на различную длину в любом участке с предварительным внедрением в металл. Заборная часть чернового ролика имеет угол φ3, который способствует уменьшению наплыва, а также влияет на устойчивость процесса и распределение усилий между продольной и поперечной составляющими. Для блока роликов принимаем передний угол в плане φ3=10…15°.
Меньший угол принимают при обработке алюминия, меди и низкоуглеродистой стали, больший угол φ3 - при обработке высокопрочной стали и титана, так как с увеличением угла φ3 снижаются усилия деформирования. При φ3<10° возможность появления наплывов перед роликом увеличивается, что нежелательно. Поэтому эти ролики чаще применяют для обработки тонкостенных заготовок из прочных металлов, где вероятность образования наплывов перед роликом небольшая.
Характер протекания процесса ротационного выглаживания зависит от радиуса округления ролика R. С увеличением R при постоянном диаметре заготовки и ролика металлу становится труднее течь в осевом направлении, что повышает вероятность увеличения внутреннего диаметра выглаживемой заготовки, в результате чего облегчается снятие ее с оправки после обработки. Экспериментально установлено, что чем больше диаметры изделия и блока роликов, тем больше должен быть радиус R. Во всех случаях минимально допустимая величина R должна быть выбрана с учетом легкого снятия детали с оправки.
Профили блока роликов характеризуются наличием заходного (образованного φ3), обжимного (образованного φ2), проглаживающего (образованного φ1 и R) участков и иглоупрочняющего участка, препятствующего появлению наплывов после роликов, что весьма вероятно при обработке толстостенной заготовки.
Диаметры роликов принимают из конструктивных соображений. С увеличением диаметра ролика растут усилия деформирования и изгибаюшие моменты, действующие на суппорт станка. Необходимо стремиться для каждого станка применять ролики одного диаметра. Особенно это важно для станков с ЧПУ.
Иглоинструмент 9 может быть настроен как на черновую, так и на чистовую обработку.
Черновую обработку с удалением значительных припусков ведут более жестким иглоинструментом, имеющим повышенную плотность набивки ворса.
Чистовое иглофрезерование, упрочнение поверхностного слоя, а также другие легкие виды работ: очистка поверхностей металлов и других материалов, например, от коррозии, окалины, зачистка сварных швов и заусенцев, ведут иглоинструментом с минимальной жесткостью.
Комбинированную ротационную вытяжку с иглофрезерованием предлагаемым устройством ведут иглофрезой с минимальной жесткостью. В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,0 мм из стали 65Г. Используют иглоинструмент с соотношением h/I, где h - длина вылета ворса 9 над кольцом 10; I - наименьший радиус инерции поперечного сечения проволочных элементов, находящийся в пределах 50…100, а коэффициент Кп плотности проволочного ворса - в пределах 0,6…0,7 для чистовой обработки и 0,8…0,9 для черновой обработки; при этом натяг составлял i=0,7…1,0 мм для чистовой обработки и i=1,2…1,5 мм для черновой обработки.
Режимы работы игольчатого кольца: окружная скорость для черновой обработки 2…3 м/с, для чистовой - 4…5 м/с. Обработку ротационного выглаживания с иглофрезерованием ведут в режиме чистового иглофрезерования. В результате улучшается шероховатость на один класс, усилие прижатия иглоинструмента к обрабатываемой поверхности заготовки составляет 200…300 Н и 400…600 Н на 10 мм ширины рабочей поверхности иглоинструмента соответственно при чистовой и черновой обработке.
Для обработки предлагаемым способом необходимо соблюдать условие: р/σв=1,5…2,0, где р - давление при иглофрезеровании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Использование предлагаемого способа позволяет расширить технологические возможности ротационного выглаживания благодаря комбинации с иглофрезерованием, повысить качество и производительность обработки, улучшить условия деформирования и течение металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности.
Источники информации
1. Авторское свидетельство СССР №1620182, МКИ B21D 22/14.
2. Авторское свидетельство СССР №845980, МКИ 3 B21D 22/18.
3. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983, С.144-145, рис.9.2.
4. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983, С.147, рис.9.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409439C2 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| ИГЛОИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409438C2 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |

Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для ротационной вытяжки цилиндрических оболочек и давильной обработки. При этом обрабатываемой заготовке сообщают принудительное вращательное движение, блоку давильных инструментов - продольную подачу и нагружают силой в поперечном направлении с обеспечением его вращения от заготовки за счет сил трения, а съемному игольчатому кольцу - вращательное движение от привода принудительного независимого вращения. Используют блок давильных инструментов, состоящий из чернового и чистового давильных роликов, неподвижно посаженных на одну ось и разделенных между собой дистанционным кольцом, черновой ролик которого выполнен с конической поверхностью, имеющей сечение в плоскости, образующей заборный участок с определенным углом и обжимной участок с определенным углом, а чистовой ролик - с конической поверхностью, имеющей сечение в плоскости, проходящей через ось вращения, образующей проглаживающий участок с определенными углом и радиусом рабочей кромки. Причем наружный диаметр чернового ролика меньше диаметра чистового ролика на величину максимально допустимого внедрения инструмента при выглаживании. Используют съемное игольчатое кольцо, установленное на подшипниках на оси со стороны чистового ролика и выполненное в виде кольца, на наружной поверхности которого радиально закреплены пучки ворса из металлической проволоки, с определенным наружным диаметром игольчатой поверхности. Расширяются технологические возможности, улучшается качество. 5 ил.
Комбинированный способ ротационного выглаживания и иглофрезерования цилиндрических оболочек, включающий использование блока давильных инструментов и съемного игольчатого кольца, при этом обрабатываемой заготовке сообщают принудительное вращательное движение, блоку давильных инструментов - продольную подачу и нагружают силой в поперечном направлении с обеспечением его вращения от заготовки за счет сил трения, а съемному игольчатому кольцу - вращательное движение от привода принудительного независимого вращения, при этом используют блок давильных инструментов, состоящий из двух чернового и чистового давильных роликов, неподвижно посаженных на одну ось и разделенных между собой дистанционным кольцом, черновой ролик которого выполнен с конической поверхностью, имеющей сечение в плоскости, образующей заборный участок с углом φ3=10…15° и обжимной участок с углом φ2=5…8°, а чистовой ролик - с конической поверхностью, имеющей сечение в плоскости, проходящей через ось вращения, образующей проглаживающий участок с углом φ1=(0,15…0,3)φ2 и имеет радиус рабочей кромки R, причем наружный диаметр чернового ролика меньше диаметра чистового ролика на величину максимально допустимого внедрения инструмента при выглаживании, и съемное игольчатое кольцо, установленное на подшипниках на оси со стороны чистового ролика и выполненное в виде кольца, на наружной поверхности которого радиально закреплены пучки ворса из металлической проволоки, с наружным диаметром игольчатой поверхности DИ=DR+2i, где DR - максимальный наружный диаметр чистового ролика по поверхности, образованной радиусом R; i - натяг игольчатого кольца, необходимый для обработки.
| Ролик для давильной обработки | 1980 |
|
SU845980A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ОБОЛОЧЕК | 1992 |
|
RU2006322C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| US 4367576 A, 01.11.1983. | |||

