Изобретение относится к машиностроению, в частности к настройке зубообраба- тывающих станков.
Цель изобретения - повышение точности обработки круговых зубьев конических колес
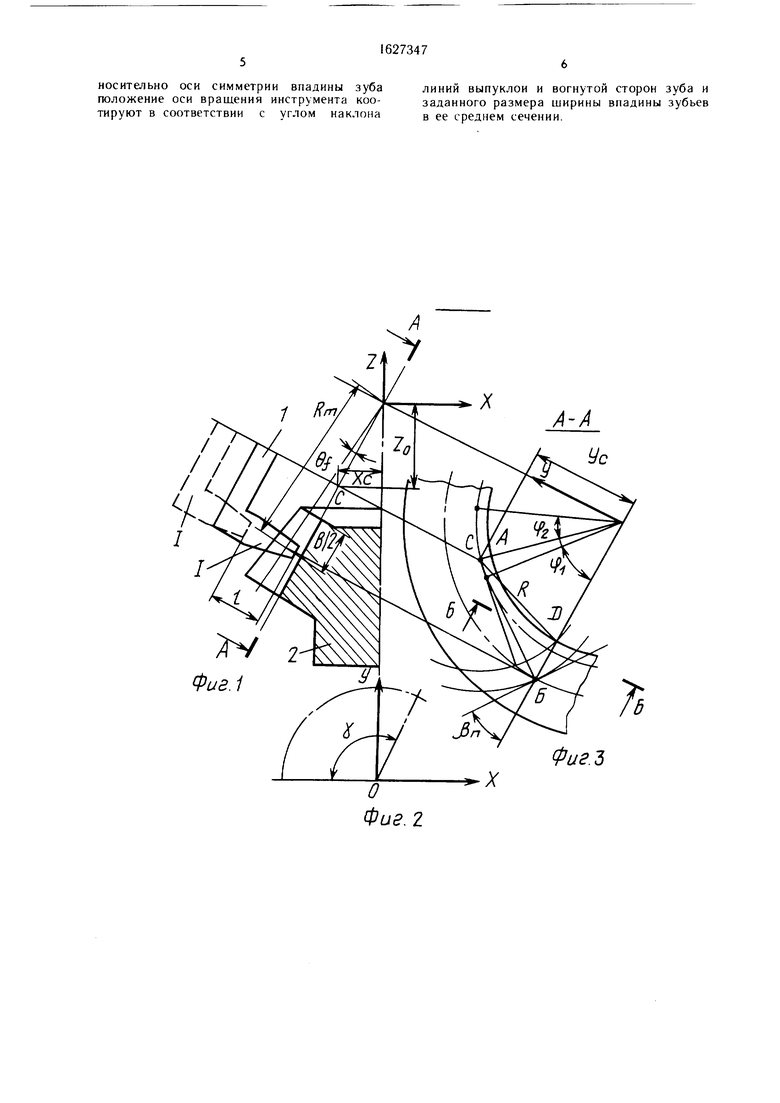
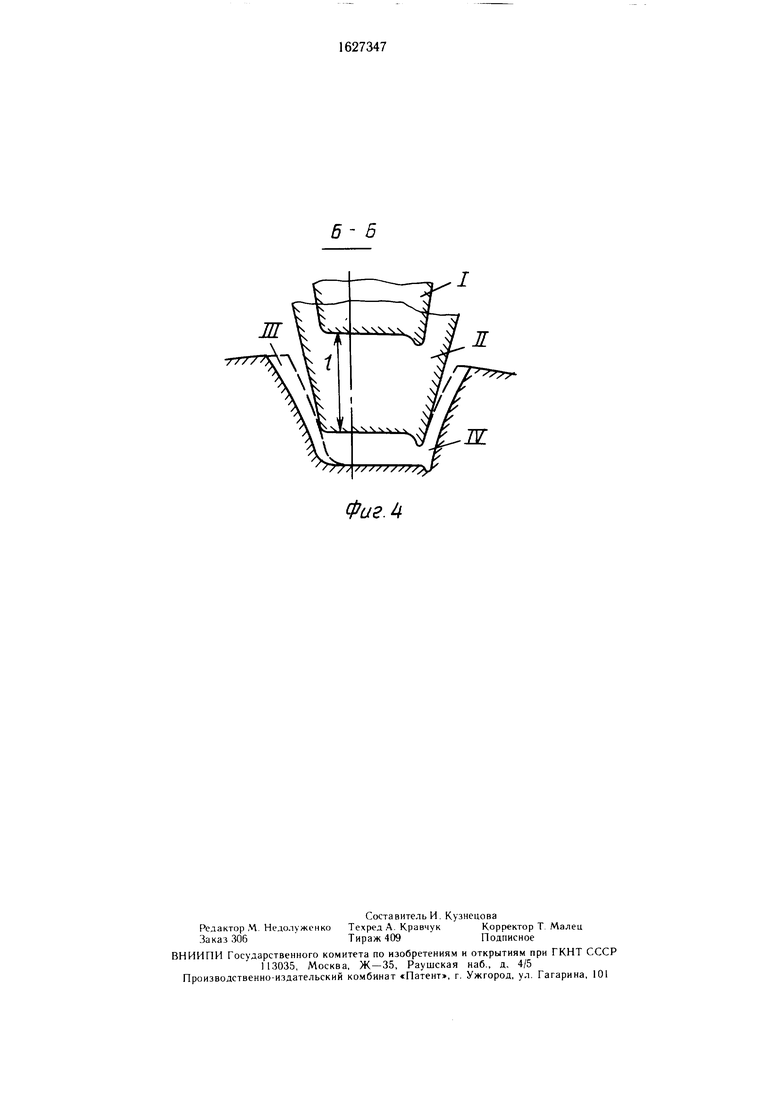
На фиг. I показано положение шлифовального круга 1 и обрабатываемого колеса в системе координат XYZ; на фиг. 2 -- проекция инструмента и колеса в системе координат AT; на рис. 3 - положение инструмента и колеса по сечению А-А на фиг. 1; на фиг. 4 - положение режущей части инструмента во впадине зубьев по сечению Б-Б на фиг. 3.
Настройка станка для чистовой обработки круговых зубьев шлифованием производится следующим образом.
Ось I- I инструмента 1 выводят в положение С в соответствии с углом наклона линии зубьев р„, при этом режущая часть
инструмента должна находиться над зубчатым венцом (положение I) и впадиной зубьев.
Инструмент вводят во впадину зубьев, не доводя до соприкосновения с поверхностью конуса впадин зубьев по линии, перпендикулярной к линии образующего конуса впадин (положение II).
Колесо поворачивают до соприкосновения левой поверхности зуба колеса с инструментом с фиксацией первой угловой координаты колеса (положение III).
Колесо поворачивают в обратную сторону до соприкосновения правой поверхности зуба колеса с инструментом, с фиксацией второй чгловой координаты колеса (положение IV).
По двум значениям угловой координаты колеса вычисляют среднее значение угловой координаты колеса, которая позволяет вывести впадину зубьев симметрично относительно инструмента.
О5
ю J
со
4 J
Инструмент выводится из впадины зубьев по линии, перпендикулярной образующей конуса впадин
Инструмент перемещают по линии окружности производящего колеса на угол фа начала обработки
Колесо поворачивают на угол v B соответствии с углом поворота производящего колеса
Инструмент перемещают на расчетную величину по линии, перпендикулярной плоскости производящего колеса до положения, необходимого для обработки зубьев колеса
Дальнейшая настройка связана с доворо- том колеса и изменением радиуса расположения оси инструмента для обработки стод рон зубьев впадины, которые выполняются известными способами
Пример Инструмент выводится в положение с угловой координатой в соответст вии с началом настройки, где
ц. t arccos(A2-L2-R2)/2AL,
A R2+Rtm-2RRmsm n,
,/cos&,
где R - номинальный радиус шлифоваль
ного круга,
Rrn - среднее делительное конусное расстояние, RI - внутреннее конусное расстояние,
Р„ - угол наклона кругового зуба,
в) - угол ножки зуба
Инструмент вводят во впадину зубьев на величину / перпендикулярно образующей конуса впадин
Колесо поворачивают вправо и влево до соприкосновения с инструментом боковых поверхностей зубьев впадины с фиксацией угловых координат поворота колеса YI и Y2. по которым вычисляют среднее значение Yr/,(Yi+Y2)/2 углового поворота колеса, позволяющее установить впадину зубьев симметрично инструмента
Инструмент выводят из впадины зубьев колеса на величину /
Инструмент перемещают на угол ф;, а колесо поворачивают на угол Y п° зависимости (+ у/ыпЈ
Инструмент перемещают перпендикулярно плоскости производящего колеса на величину для по1ной обработки колеса
Инструмент переставляют на радиус Ai для обработки сторон зубьев колеса
l,V/ -+flJ- / e-02-d2)fl/0. / B / mcosH,, B G±FSnm/2,
где D G±Flnm/2, (al±Ј±a)-cosal,
Snr средняя нормальная толщина зуба инстр мента.
1пт - средняя нормальная ширина впадин зубьев колеса,
а, - угол профиля зуба инструмента, Да - угловое отклонение оси инструмен- та плосковершинного производящего колеса от нормали к начальной конической поверхности, i, 2 - вогнутая и выпуклая сторона зуба
соответственно,
( + ). (-) - относятся к 1 и 2 соответственно
./go,/gAa/smft
где (-)-),( ) - относятся к 2 и 1 соответ- 15ственно
Колесо поворачивают на величину
ф,,
и ,,,ч
A,-p-P + C0(a ±Aa)-(КЛ. С|.
eo4odtsm cosAa g
5 -
Ял
5ШрУ
(1,2 ( + ), (-) - относятся к 1 и 2 соответственно
((н, С2.5птбР)(нф|, 0 (Ci Snm6A, С2 /«т6/э)бф2
Выполнив перемещение по представленным зависимостям, настройка станка для чистовой обработки завершена
Данный способ позволяет проводить качественно шлифование круговых зубьев, в том числе на универсальном оборудовании с ЧПУ, повысить долговечность работы губчатых пар, снизить шум работы передач
0
Формула изобретения
Способ настройки зубообрабатывающего станка для чистовой обработки зубьев, включающий подвод инструмента во впадину зубьев обрабатываемого колеса до касания по обеим сторонам впадины, получение информации о положении оси симметрии впадины относительно режущих кромок инструмента и последующий отвод инструмен0 та, отличающийся тем, что, с целью повышения точности обработки круговых зубьев конических колес, первоначальное положение инструмента задают по среднему диаметру обрабатываемого колеса с учетом угла наклона зуба в точке пересечения линии мало5 го торца колеса с линией образующего конуса впадин и линией среднего радиуса инструмента, после определения среднего положения режущих кромок инструмента относительно оси симметрии впадины зуба положение оси вращения инструмента коо- тируют в соответствии с углом наклона
линий выпуклой и вогнутой сторон зуба и заданного размера ширины впадины зубьев в ее среднем сечении.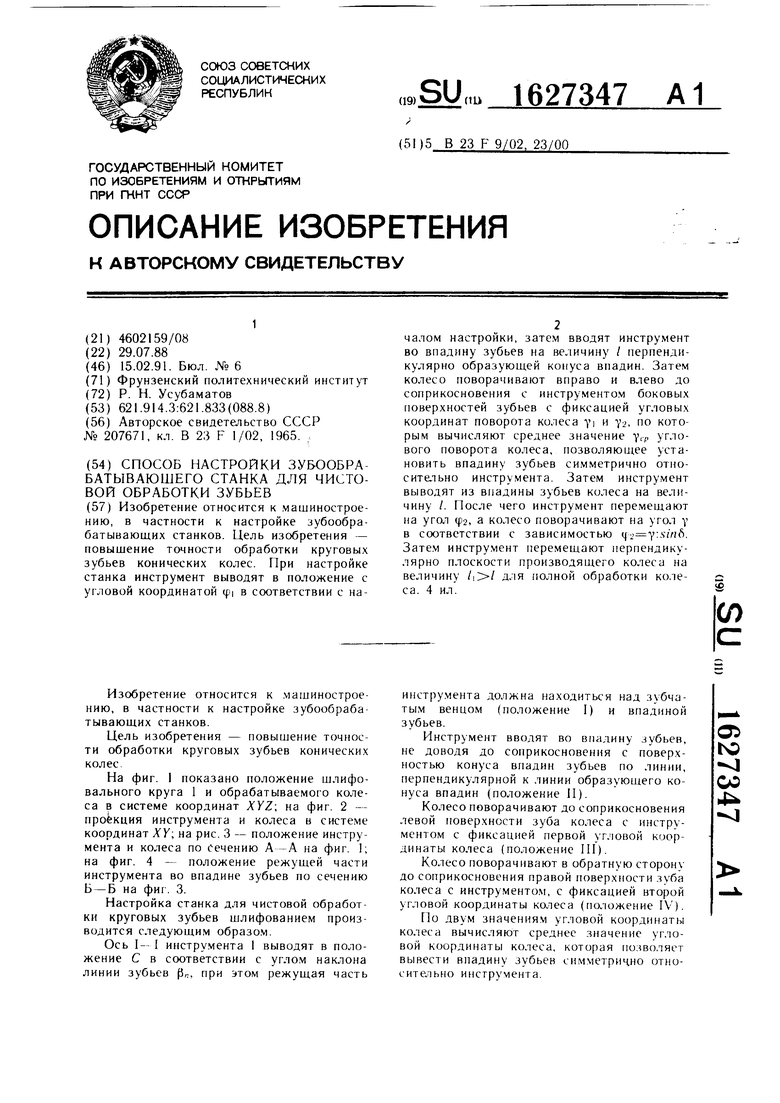
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ГИПОИДНОЙ ПЕРЕДАЧИ | 1996 |
|
RU2111094C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ нарезания криволинейных зубьев гипоидных пар | 1991 |
|
SU1814598A3 |
| СПОСОБ НАРЕЗАНИЯ КРУГОВЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1995 |
|
RU2106939C1 |
Изобретение относится к машиностроению, в частности к настройке зубообра- батывающих станков. Цель изобретения - повышение точности обработки круговых зубьев конических колес. При настройке станка инструмент выводят в положение с угловой координатой ф| в соответствии с началом настройки, затем вводят инструмент во впадину зубьев на величину / перпендикулярно образующей конуса впадин. Затем колесо поворачивают вправо и влево до соприкосновения с инструментом боковых поверхностей зубьев с фиксацией угловых координат поворота колеса yi и у2, по которым вычисляют среднее значение ylp углового поворота колеса, позволяющее установить впадину зубьев симметрично относительно инструмента. Затем инструмент выводят из впадины зубьев колеса на величину /. После чего инструмент перемещают на угол ф2, а колесо поворачивают на угол у в соответствии с зависимостью . Затем инструмент перемещают перпендикулярно плоскости производящего колеса на величину для полной обработки колеса. 4 ил. с (Л
Фиг.Ъ
6- Б
I
Ж
Фиг Л
| СПОСОБ НАЛАДКИ ЗУБОШЛИФОВАЛЬНЫХ СТАНКОВ | 0 |
|
SU207671A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
