Изобретение относится к машиностроению и может быть использовано в автомати- зирова ном оборудовании для лазерного сверления глухих отверстий больших диаметров со сплошной выборкой материала, в частности, в слоях диэлектриков печатных плат
Известен лазерный станок, выбранный в качестве прототипа, содержащий лазер, затвор, систему управления, оптическую систему с дефлектором и приводами дефлектора для отклонения луча по двум взаимно перпендикулярным осям, устройство управления дефлектором, координатный стол с приводами перемещения по двум осям.
Однако данные способ и станок характеризуются недостаточными технологическими возможностями в части сверления глухих отверстий больших диаметров со сплошной выборкой материала
Целью изобретения является расширение технологических возможностей в части обеспечения сверления глухих отверстий больших диаметров со сплошной выборкой материала
Указанная цель достигается тем, что согласно способу лазерного сверления отверстий, заключающемуся в подаче сфокусированного излучения на поверхность обрабатываемой заготовки и вращении лазерного луча таким образом, что пятно облучения на поверхности заготовки вращается по окружности относительно центра формируемого отверстия, в процессе сверления пятно облучения дополнительно перемещается по радиусу формируемого отверстия от центра до крайнего положения, при котором радиус отверстия равен заданному значению или от крайнего положения к центру отверстия.
сл С
vi сл о ю о о
Указанная цель достигается также тем, что станок лазерной обработки, содержащий лазер, затвор, систему управления, оптическую систему с дефлектором и приводами дефлектора для отклонения луча по двум взаимно перпендикулярным осям, устройство согласования амплитуд колебаний, сумматоры, входы которых связаны с приводами дефлектора, и координатный стол с приводами перемещения по двум осям, дополнительно снабжен вычислительным устройством, состоящим из блока расчета максимальных значений амплитуд узлов сканирования, блока расчета величин изменения амплитуд углов сканирования за период сканирования, блока расчета текущих значений углов сканирования, причем вход вычислительного устройства связан с системой управления, а выход - с входами сумматоров.
Способ реализуют следующим образом
Заготовку устанавливают на рабочем столе станка. Включаются режим автоматической обработки. Стол перемещает зато- товку в требуемую позицию. По команде Пуск на обрабатываемую заготовку подается сфокусированное излучение. При этом пятно излучения на поверхности заготовки вращается относительно центра формируе- мого отверстия. В начале процесса обработки пятно может находиться или в центре формируемого отверстия и затем, вращаясь постепенно перемещаться по радиусу к крайнему положению, при котором радиус отверстия равен заданному значению, или в крайнем положении и затем постепенно перемещаться к центру отверстия. Скорость перемещения пятна по радиусу выбирается из условия обеспечения требуемых пара- метров отверстия. Вращение пятна облучения с одновременным перемещением его по радиусу обеспечивает сверление глухого отверстия на требуемую глубину со сплошной выборкой материала.
Пример. Заготовку устанавливают на рабочем столе станка. Включают режим автоматической обработки. Стол перемещает заготовку в требуемую позицию. По команде системы управления (СУ) дефлектор уста- навливается в исходную позицию. Открывается затвор и из-лучение лазера поступает в заданную точку поверхности заготовки и одновременно дефлектор начинает перемещать пятно облучения по поверхно- сти заготовки по окружности с радиусом г. равным радиусу фокального пятна, После выполнения оборота на 360° затвор перекрывает излучение и дефлектор занимает следующую позицию. Затем затвор открывается и излучение вращается дефлектором по следующей траектории (окружности с радиусом R+h, где h - величина шага подачи).
Далее цикл повторяется, пока радиус отверстия не достигает заданной величины R.
В другом варианте способа сверления отверстия сначала излучение вращается так, что описывается окружность радиусом R, а каждый последующий этап сверления смещает пятно излучения на величину h к центру отверстия до тех пор, пока радиус вращения не становится равным величине г. При этом на каждом шаге меняется угловая скорость вращения путем изменения частоты сканирования дефлектора так, что линейная скорость V const. Практическая реализация способа осуществлялась при формировании СОа-лазеромтипа ИЛГН-802 глухих отверстий ф,1 мм в одностороннем фольгированном (медью) слое полиимида толщиной 90 мкм, Величина шага подачи была 200 мкм, при диаметре пятно облучения 250 мкм. Меньшее значение шага смещения относительно радиуса пятна обеспечивало повторное облучение зон, относительно которых линейная скорость перемещения пятна больше (т.е. более удаленных от центра вращения). Кроме того, медная подложка в некоторых пределах не допускала зависимости глубины отверстия от величины экспозиции. Линейная скорость перемещения центра пятна облучения составляла 7,5 м/мин. Время срабатывания затвора 2 мс (специальная разработка Новосибирского электротехнического института). Отверстие формировалось до слоя меди. Края отверстий имели наклон 70°. Материал из зоны отверстия частично испарялся и выдувался сжатым воздухом. Окончательная очистка отверстий выполнялась ультразвуковой установкой типа УЗУ-0,25 с дистиллированной водой. Мощность лазера составляла 30 Вт и в процессе обработки не изменялась. Облучение заготовки излучением данного лазера расфокусированным в пятногЯ ,2 мм не обеспечивало получение требуемых отверстий.
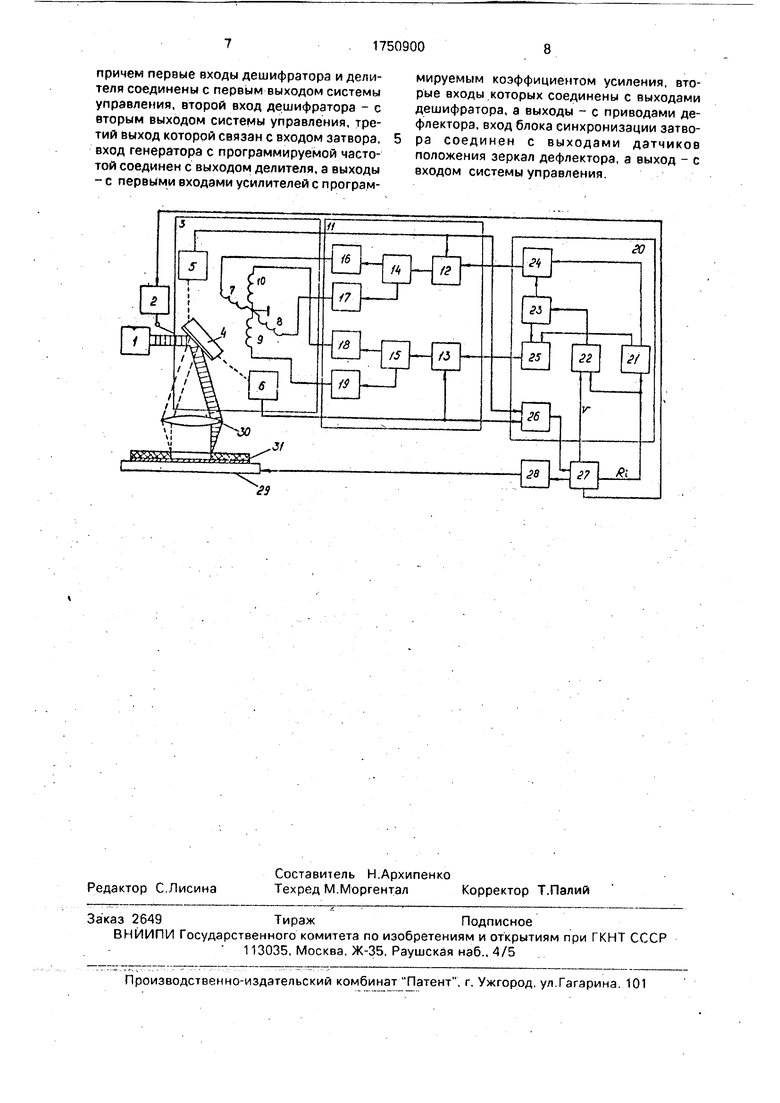
Станок содержит лазер 1; затвор 2; дефлектор 3; состоящий из поворотного зеркала 4 с датчиками 5 и б положения и. катушками 7-10 электромагнитов поворота зеркала 4; двухканэльный привод 11 дефлектора, состоящий из устройства 12 и 13 сравнения, регуляторов 14 и 15 и усилителей 16-19 тока, выходы которых соединены с катушками 7-10; вычислительное устройство 20, состоящее из дешифратора 21, делителя 22 генератора 23 с программируемой частотой, усилителей 24 и 25 с программируемым коэффициентом усиления, блока 26 синхронизации затвора; системы 27 управления станком; привода 28, управляющего рабочим столом 29; фокусирующей линзы 30. На рабочем столе 29 устанавлива- ется обрабатываемая заготовка 31. - Станок работает следующим образом. Система 27 управления через привод 28 выводит рабочий стол 29 с уложенной на нем заготовкой 31 в требуемую позицию. При этом затвор 2 перекрывает излучение лазера 1. Система 27 управления открывает затвор 2 и затем выдает на дешифратор 21 код соответствующий начальному (Но) усу обработки, а на делитель 22-значение линейной скорости V обработки. Одновременно на вход делителя 22 поступает код, соответствующий значению R0. С входа делителя на вход генератора 23 с программируемой частотой поступает код, соответствующий значению V/R0. С выхода генератора 23 на входы усилителей 24 и 25 с программируемым коэффициентом усиления получают сигналы, определяющие частоту сканирования зеркала 4 и сдвинутые на угол 90°. Сигнал с выхода дешифратора 21 устанавливает необходимый коэффициент усиления усилителей 24 и 25, чем определяется угол поворота зеркала 4. В результате с выхода вычислительного устройства 20 на вход привода 11 дефлектора по двум каналам поступают сигналы
slrbЈ t,
Ki
cos t,
где R) - радиус сверления на l-м шаге;
р .здесь Рмакс - максимальный радиус
сверления,
h - величина подачи (увеличения или уменьшения радиуса сверления на один шаг).
Данные сигналы подаются соответственно на входы устройства 12 и 13 сравне- кия, на которые также поступают сигналы с датчиков 5 и 6 положения. Сигналы рассогласования с выходов устройств 12 и 13 поступают соответственно на регуляторы 14 и 15, которые преобразуют их в соответству- ющие напряжения синусоидальной формы, которые через усилители 16-19 тока возбуждают катушки 7-10 электромагнитов и под их воздействием зеркало 4 одновременно совершает колебательные движения по ко- ординатам Х,У, что вызывает перемещение излучения по окружности. При этом с датчиков 5 и б подаются сигналы на устройства 12 и 13 сравнения и на блок 26 синхронизации
затвора 2. При определенном соотношении фаз датчиков 5 и 6 блока 26 выдает сигнал в систему 27 управления, которая дает команду йа закрытие затвора. Фазопос соотмоше ние сигналов датчиков 5 и 6, при котором блока 26 выдает сигнал в систему 27 управления, определяется таким, что закрытие затвора 2 происходит одновременно с прохождением пятна излучения по окружности на 360°. Затем система 27 дает следующий сигнал на открытие затвора 2 и выдает следующее значение RI в дешифратор 21. Цикл повторяется до тех пор, пока значение RI не достигает требуемого значения R - радиуса отверстия (если начальный радиус RO был равен радиусу г пятна излучения на поверхности заготовки) или радиуса пятна излучения (если начальный радиус был равен требуемому радиусу отверстия). В первом случае система 27 управления выдает значения R с положительными приращениями h, равными шагу реза, а во втором - с отрицательными. После окончания процесса формирования отверстия система 27 управления переводит стол 29 в другую позицию и цикл повторяется.
Формула изобретения 1.Способ лазерного сверления отверстий, заключающийся в том, что подают сфокусированное излучение на поверхность изделия и вращают лазерный луч по окружности относительно центра формируемого отверстия, отличающийся тем, что, с целью расширения технологических возможностей разбивают площадь отверстия на п концентрических окружностей, причем радиусы двух ближайших окружностей отличаются на величину шага, не более диаметра сфокусированного излучения, затем, начиная либо от центра, либо от внешнего радиуса отверстия последовательно перемещают лазерный луч по п концентрическим окружностям, сохраняя постоянной линейную скорость перемещения сфокусированного излучения на каждой из концентрических окружностей.
2. Устройство для лазерного сверления отверстий, содержащее лазер, затвор, систему управления, оптическую систему с дефлектором, содержащим зеркало и датчики положения, привод дефлектора для отклонения луча по двум взаимно перпендикулярным осям и координатный стол с приводами перемещения по двум осям, отличающ е е с я тем, что, оно снабжено вычислительным устройством, состоящим из дешифратора, делителя, генератора с программируемой частотой, двух усилителей с программируемым коэффициентом усиления и блока синхронизации затвора,
причем первые входы дешифратора и делителя соединены с первым выходом системы управления, второй вход дешифратора - с вторым выходом системы управления, третий выход которой связан с входом затвора, вход генератора с программируемой частотой соединен с выходом делителя, а выходы - с первыми входами усилителей с программируемым коэффициентом усиления, вторые входы которых соединены с выходами дешифратора, а выходы - с приводами дефлектора, вход блока синхронизации затвора соединен с выходами датчиков положения зеркал дефлектора, а выход - с входом системы управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОШИВКИ ОТВЕРСТИЙ В ДВИЖУЩЕЙСЯ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035279C1 |
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В СЛОЯХ ПЕЧАТНЫХ ПЛАТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1610704A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ | 1993 |
|
RU2086376C1 |
| Устройство для обработки материалов | 2024 |
|
RU2830129C1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| Способ двухкоординатного отклонения оптического излучения | 2024 |
|
RU2825981C1 |
| СИСТЕМА ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ЛОКАЦИИ | 2013 |
|
RU2528109C1 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ РЕЗКИ ПЛОСКИХ ЗАГОТОВОК | 1992 |
|
RU2032514C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1990 |
|
SU1743090A1 |
Использование: в автоматизированном оборудовании для лазерного сверления отверстий больших диаметров со сплошной выборкой материала, в частности в слоях диэлектриков печатных плат. Сущность изобретения: пятно излучения, вращаясь по окружности, одновременно дискретно перемещается по радиусу после каждого периода вращения на заданную величину подачи, а линейная скорость перемещения остается постоянной. Устройство состоит из лазера, системы управления, координатного стола, дефлектора, привода дефлектора. Дополнительно в станок введено вычислительное устройство, состоящее из дешифра- тора, делителя, генератора с программируемой частотой, двух усилителей с программируемым коэффициентом усиления и блока синхронизации затвора 2 с п ф-лы, 1 ил
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
