1
(21)4460782/27
(22)26.05.88
(46) 28.02.91. Бюл. № 8
(71)Всесоюзный научно-исследовательский институт метизной промышленности
(72)Г.Е.Филиппов, И.Л. Попов и Т.Н. Еременко
(53)677.71.058(088.8)
(56)Патент СНА № 3606774, кл.68-22, опублик. 21.09.71.
Букштейн М.А. Производство и использование стальных канатов. М.: Машиностроение, 1973, с. 168-174.
(54)СПОСОБ СМАЗКИ КАНАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к метизному производству и может быть исполь- зоьано при изготовлении канатов (К).
Целью изобретения является повышение качества смазки К при его изготовлении. К подается в секцию 2, заполненную расплавленной смазкой, где, огибая барабан 10 за 40-60 с, он нагревается до 80-100°С, пропитываясь при этом смазкой. Затем через ролик 13 К подается в секцию 3, охлаждаемую посредством рубашки 7. Здесь К, огибая барабан 10 за те же 40-60 с, охлаждается до 40-50°С с одновременным нанесением на него консервационного слоя смазки, толщина которого регулируется обтиром 18. Далее К приводным шкивом 14 тягового механизма подается на приемный механизм. 2 с.п. Далее К приводным шкивом 14 тягового механизма подается на приемный механизм. 2 с.п. ф-лы, 2 ил.
g
(Л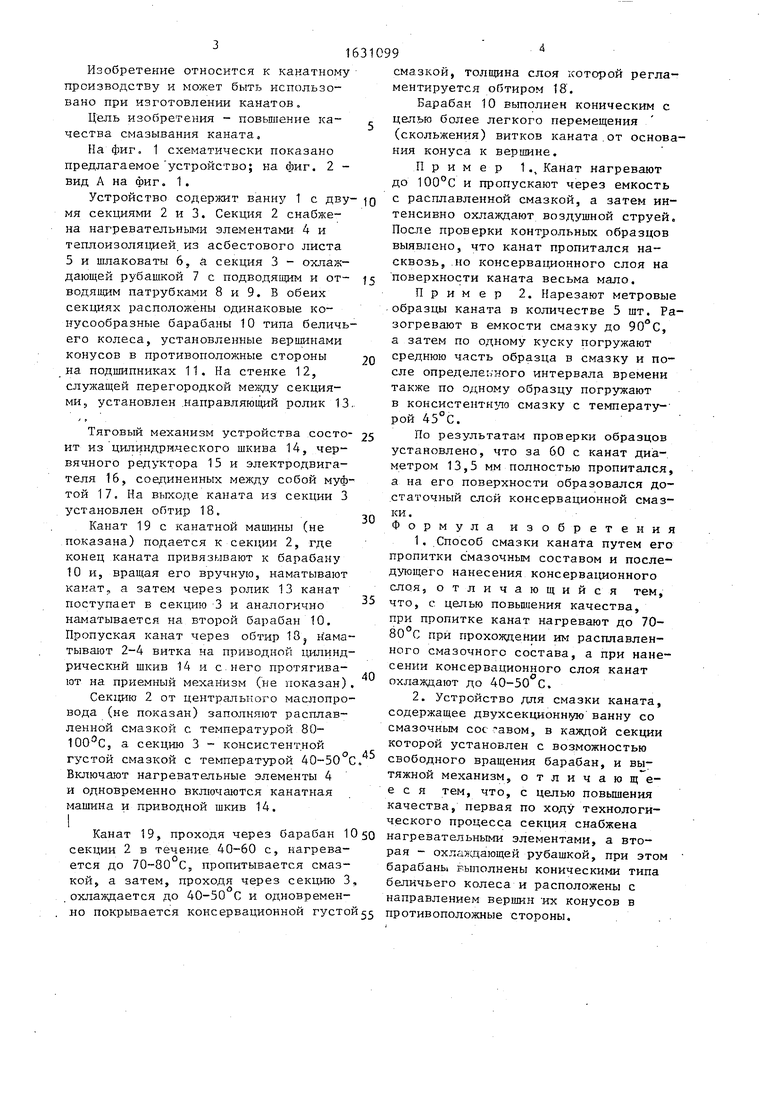
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки и смазки каната | 1990 |
|
SU1765270A1 |
| ПРИМЕНЕНИЕ КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КАЛЬЦИЕВОГО КОМПЛЕКСА И КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КОМПЛЕКСА СУЛЬФОНАТА КАЛЬЦИЯ ДЛЯ СМАЗКИ ПРОВОЛОЧНЫХ КАНАТОВ | 2017 |
|
RU2753614C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| Устройство для смазки каната к канатовьющей машине | 1980 |
|
SU931870A1 |
| КАНАТ СТАЛЬНОЙ С МЕТАЛЛОРГАНИЧЕСКИМ СЕРДЕЧНИКОМ | 2020 |
|
RU2731238C1 |
| КОНСИСТЕНТНАЯ СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2126817C1 |
| СПОСОБ ПРОПИТКИ СТАЛЬНОГО КАНАТА | 1999 |
|
RU2173364C2 |
| Устройство для смазки каната | 1987 |
|
SU1440991A1 |
| СПОСОБ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ И СОСТАВ ДЛЯ НЕГО | 2002 |
|
RU2230141C1 |
| КОНСЕРВАЦИОННЫЙ СОСТАВ | 1992 |
|
RU2041251C1 |

о
GO
со со
12
Фиг 1
Изобретение относится к канатному производству и может быть использовано при изготовлении канатов.
Цель изобретения - повышение качества смазывания каната.
На фиг. 1 схематически показано предлагаемое устройство; на фиг. 2 - вид А на фиг. 1.
Устройство содержит ванну 1 с двумя секциями 2 и 3. Секция 2 снабжена нагревательными элементами 4 и теплоизоляцией из асбестового листа 5 и шлаковаты 6, а секция 3 - охлаждающей рубашкой 7 с подводящим и отводящим патрубками 8 и 9. В обеих секциях расположены одинаковые конусообразные барабаны 10 типа беличьего колеса, установленные вершинами конусов в противоположные стороны на подшипниках 11. На стенке 12, служащей перегородкой между секциями, установлен направляющий ролик 13.
Тяговый механизм устройства состоит из цилиндрического шкива 14, червячного редуктора 15 и электродвигателя 16, соединенных между собой муфтой 17. На выходе каната из секции 3 установлен обтир 18,
Канат 19 с канатной машины (не показана) подается к секции 2, где конец каната привязывают к барабану 10 и, вращая его вручную, наматывают канат, а затем через ролик 13 канат поступает в секцию 3 и аналогично наматывается на второй барабан 10. Пропуская канат через обтир 13} наматывают 2-4 витка на приводной цилиндрический шкив 14 и с него протягивают на приемный механизм (не показан),
Секцию 2 от центрального маслопровода (не показан) заполняют расплавленной смазкой с температурой 80- 100°С, а секцию 3 - консистентной
20
25
30
смазкой, толщина слоя которой регламентируется обтиром 18.
Барабан 10 выполнен коническим с целью более легкого перемещения (скольжения) витков каната от основания конуса к вершине.
Пример 1., Канат нагревают до ЮО°С и пропускают через емкость Q с расплавленной смазкой, а затем интенсивно охлаждают воздушной струей. После проверки контрольных образцов выявлено, что канат пропитался насквозь, но консервационного слоя на I ; поверхности каната весьма мало.
Пример 2. Нарезают метровые образцы каната в количестве 5 шт. Разогревают в емкости смазку до 90°С, а затем по одному куску погружают среднюю часть образца в смазку и после определенного интервала времени также по одному образцу погружают в консистентную смазку с температурой 45°С.
По результатам проверки образцов установлено, что за 60 с канат диаметром 13,5 мм полностью пропитался, а на его поверхности образовался достаточный слой консервационной смазки. Формула изобретения
35 что, с целью повышения качества,
при пропитке канат нагревают до 70- 80 С при прохождении им расплавленного смазочного состава, а при нанесении консервационного слоя канат
4® охлаждают до 40-50°С.
секции
которой установлен с возможностью свободного вращения барабан, и вытяжной механизм, отличаю е с я тем, что, с целью повышения качества, первая по ходу технологического процесса секция снабжена
Канат 19, проходя через барабан 10 50 нагревательными элементами, а вторая - охлаждающей рубашкой, при этом барабаны гыполнены коническими типа беличьего колеса и расположены с
густой смазкой с температурой 40-50 С. Включают нагревательные элементы 4 я одновременно включаются канатная машина и приводной шкив 14.
2 в течение 40-60 с, нагревается до 70-80°С5 пропитывается смазкой, а затем, проходя через секцию 3, охлаждается до 40-50 С и одновременно покрывается консервационной густой55
направлением вершин их конусов в противоположные стороны.
0
5
0
смазкой, толщина слоя которой регламентируется обтиром 18.
Барабан 10 выполнен коническим с целью более легкого перемещения (скольжения) витков каната от основания конуса к вершине.
Пример 1., Канат нагревают до ЮО°С и пропускают через емкость с расплавленной смазкой, а затем интенсивно охлаждают воздушной струей. После проверки контрольных образцов выявлено, что канат пропитался насквозь, но консервационного слоя на ; поверхности каната весьма мало.
Пример 2. Нарезают метровые образцы каната в количестве 5 шт. Разогревают в емкости смазку до 90°С, а затем по одному куску погружают среднюю часть образца в смазку и после определенного интервала времени также по одному образцу погружают в консистентную смазку с температурой 45°С.
По результатам проверки образцов установлено, что за 60 с канат диаметром 13,5 мм полностью пропитался, а на его поверхности образовался достаточный слой консервационной смазки. Формула изобретения
5 что, с целью повышения качества,
при пропитке канат нагревают до 70- 80 С при прохождении им расплавленного смазочного состава, а при нанесении консервационного слоя канат
® охлаждают до 40-50°С.
направлением вершин их конусов в противоположные стороны.
Составитель И. Хоптяная Редактор С. Лисина Техред Л.Сердюкова Корректор С. Черни
Заказ 525
Тираж 232
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
.. II Ш .-- -1L1-M--- - - - - - - -I... - -- «
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
19
Риг. 2
Подписное
