. /
Изобретение относится к канатном производству и может быть использова но при изготовлении прядей и канатов
Целью изобретения является повьппе- ние качества смазывания каната за счет обеспечения более целенаправленной смазки.
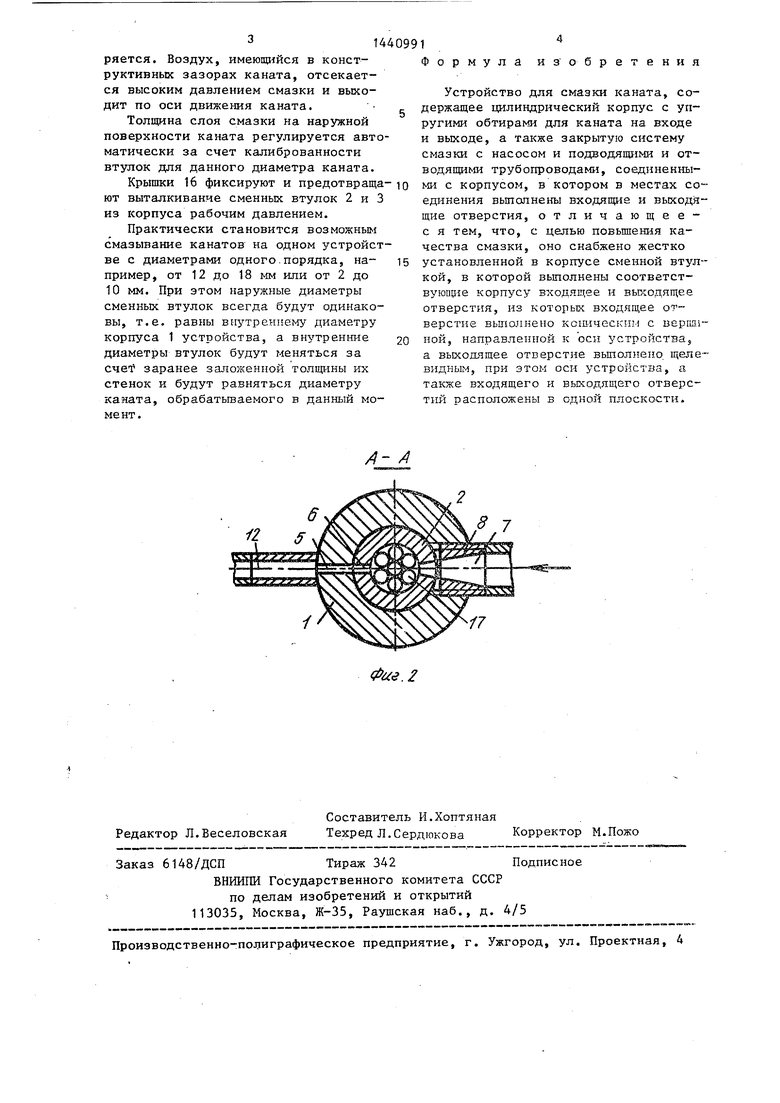
На фиг. 1 схематически изображено устройствоj на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит корпус 1 с установленной в нем сменной калиброванной втулкой 2, зафиксированной от
поворота относительно корпуса 1 по- средством сменных втулок 3 и торцо- вык шлиц 4.
Сменные втулки 2 и 3 имеют калиброванные отверстия диаметром, равньш диаметру смазываемого в данный мо- мент каната, а центральная втулка 2, кроме того, имеет щелевидную прорезь 5, расположеннуюв одной плоскости и совпадающую по размеру со щелью 6 корпуса 1.
С противоположной стороны от щеле- видной прорези 5 в центральной втулке 2 вьшолнено коническое отверстие 7 с вершиной к оси втулки, которое является продолжением конической на- садки 8, ввинченной в корпус 1. Коническая насадка 8 соединена через подводящий трубопровод 9 с насосом 10, связанным с резервуаром 11, заполненным смазкой.
Щель 6 в корпусе 1 состыкована с плоским коническим раструбом 12, ко- торьй соединен посредством трубопровода 13 с резервуаром 14. На концах корпуса 1 имеются упругие обтиры 15, закрепленные крышками 16.
Устройство работает следующим образом.
После заправки каната 17 в устройство включаются вытяжной механизм каната (не показан) и масляный насос 10 высокого давления. Густая неразогретая смазка насосом 10 из резервуара 14 под давлением подается .через трубопровод 9 в коническую насадку 8 и соединенное с ней коническое отверстие 7 центральной втулки 2. Смазка в конической насадке 8 за счет сужения и конусности последней приобретает дополнительные давление и скорость, при этом начинает саморасплавляться и переходит в состояние, близкое к жидкому.
S
0 5
О
о
д
5
0
Смазка, обладающая высокой скоростью после выхода из отверстия 7, встречает сопротивление каната. В связи с тем, что существуют конст- рзтсционные зазоры между прядями каната и проволоками прядей, смазка проходит через сечение каната, обволакивая каж,цую проволоку, а также металлический или органический сердечник каната. При прохождении смазки через канат последний становится как бы фильтром, пропускная способность которого неоднородна - по краям она выше, в середине -.. меньше.
В зоне подачи смазки, т.е. в очаге смазывания, давле1ше максимальное, . а по обе стороны от очага оно начинает падать и достигает атмосферного как и иа выходе из щелевидной прорези 5 центральной втулки 2. При этом текучесть смазки теряется и смазка опять переходит в состояние, близкое к колодному. Появляется возможность . заранее рассчитать расстояние между обтирами 15 в зависимости от давления смазки, расхода ее и диаметра каната, при котором давление смазки в обоих концах устройства, т.е. у входа каната в устройство и выхода из него, будет равно атмосферному. Это необходимо для того, чтобы предотвратить вытекание смазки в устройство в местах входа и выхода каната. Самозапиранию смазки в устройстве способствует также эффект застьшания расплавленной смазки от снижения давления ее к периферии от очага смазывания. При этом застьшшая густая смазка при атмосферном давлении закупоривает возможные зазоры.
Некоторое количество смазки при прохождении через сечение каната попадает через щелевидную прорезь 5 центральной втулки 2 6 корпуса 1 в плоский конический раструб 12 и через трубопровод 13 возвращается обратно в резервуар 14, а затем насосом 10 снова подается в.зону смазывания каната. Выполнение прорези 5, принимающей излишнюю смазку, щелевидной способствует сохранению минимального зазора между канатом и втулкой, что, в свою очередь, позволяет поддерживать требуемый перепад давления в очаге смазывания.
При нёпрерьшном движении каната в устройство попадают все новые участки каната, и процесс смазки повто-
314
ряется. Воздух, имеющийся в конструктивных зазорах каната, отсекается высоким давлением смазки и выходит по оси движения каната.
Толщина слоя смазки на наружной поверхности каната регулируется автоматически за счет калиброванности втулок для данного диаметра каната.
Крышки 16 фиксируют и предотвраща- ют выталкивание сменных втулок 2 и 3 из корпуса рабочим давлением.
Практически становится возможным смазывание канатов на одном устройстве с диаметрами одного.порядка, на- пример, от 12 до 18 мм или от 2 до 10 мм. При этом наружные диаметры сменных втулок всегда будут одинаковы, т.е. равны внутреннему диаметру корпуса 1 устройства, а внутренние диаметры втулок будут меняться за C4ef заранее заложенной толщины их стенок и будут равняться диаметру каната, обрабатьшаемого в данный момент.
1
Формула изобретения
Устройство для смазки каната, содержащее цилиндрический корпус с упругими обтирами для каната на входе и выходе, а также закрытую систему смазки с насосом и подводящими и отводящими трубопроводами, соединенными с корпусом, в котором в местах соединения вьпполне1Ш входящие и выходящие отверстия, отличающее- с я тем, что, с целью повьшення качества смазки, оно снабжено жестко установленной в корпусе сменной втулкой, в которой выполнены соответст- вуюицге корпусу входящее и вьрх:одящее отверстия, из которых входящее отверстие выпат1нено кс1шческм -) с вершиной, направленной к оси устройства, а выходящее отверстие вьшолнено. щеле- видным, при этом оси устройства, а также входящего и выходящего отверстий расположены в одной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки каната к канатовьющей машине | 1980 |
|
SU931870A1 |
| Устройство для смазки каната кКАНАТОВьющЕй МАшиНЕ | 1979 |
|
SU804741A1 |
| КАНАТНЫЙ АНКЕР | 1999 |
|
RU2178082C2 |
| Способ смазки каната и устройство для его осуществления | 1988 |
|
SU1631099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЖАТИЯ КАНАТОВ | 2008 |
|
RU2371533C1 |
| КАНАТНЫЙ АНКЕР | 2008 |
|
RU2373396C1 |
| КАНАТНЫЙ АНКЕР | 2016 |
|
RU2626478C1 |
| Устройство для очистки каната от смазки и загрязнений | 1981 |
|
SU969631A2 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОРЦИИ ЖИДКОСТИ | 2001 |
|
RU2282491C2 |
Изобретение относится к канатному производству и позволяет повысить качество смазывания каната за счет обеспечения более целенаправленной смазки. Смазка, подаваемая насосом 10 по трубопроводу 9, в коническом отверстии 7 приобретает дополнительные давление и скорость. За счет этого она саморасплавляется и при прохождении через канат 17 обволакивает каждьп элемент каната. Некоторое количество смазки, проходя через сечение каната, попадает в щелевндную прорезь 5 сменной втулки 2, где смазка из-за потери скорости и давления переходит в свете первоначальное состояние и возвращается в резервуар 14. 2 ил. (Л / 3 f /S Й7
iZ
/7-
.2
| Устройство для смазки канатов | 1979 |
|
SU800083A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
