Изобретение относится к области производства композиционных материалов и может быть использовано в метизной промышленности при производстве слоистых труб, прутков проволоки, профильных изделий с преимущественно стальной основой.
Известна линия для производства композиционной проволоки с толстым покрытием, содержащая разматыватели металлического сердечника с металлической ленты-покрытия, устройства полировки их контактных поверхностей, узел обрезки кромок ленты, агрегат сварки кромок, устройство обжатия заготовки роликами или ротационной ковкой и намоточный барабан /см. Заявка N 59-147788, Япония, МПК 6 В 23 К 20/00/.
Известна линия для производства биметаллических прутков, содержащая разматыватели для подачи металла основы и материала, покрытая в виде фольги, устройство подготовки соединяемых поверхностей в виде камеры ионного травления, устройство прокатки основы с покрытием в валках и намоточное устройство /см. Заявка N63-137591, Япония, МПК 6 В 23 К 20/04/.
Недостатками аналогов являются ограниченные технологические возможности линий и невысокое качество получаемых изделий.
Ближайшим аналогом к заявляемому объекту является технологическая линия для производства слоистых металлических изделий, содержащая расположенные по ходу технологического процесса разматыватели основы и плакирующего слоя, устройство очистки поверхности основы, узел активации ее поверхности, устройство очистки поверхности плакирующего слоя, узел формовки плакирующего слоя вокруг основы, установку сварки продольного шва плакирующего слоя, агрегат промежуточной смотки - размотки слоистой заготовки, установку для нагрева, деформирующее и намоточное устройства (см. патент RU N 2099166 C1, В 23 К 20/00, 20.12.97).
Недостатками ближайшего аналога являются ограниченные технологические возможности линии и нестабильная прочность соединения плакирующего слоя с основой, вследствие ограниченных возможностей установки нагрева и существенного различия реологических свойств основы и плакирующего слоя.
В основу изобретения положена задача разработать конструкцию линии для производства слоистых металлических изделий с расширенными технологическими возможностями, высокой производительностью и стабильной прочностью соединения основы с плакирующим слоем.
Поставленная задача решается тем, что известная линия для производства слоистых металлических изделий, включающая расположенные по ходу технологического процесса разматыватели основы и плакирующего слоя, устройства очистки поверхности и основы, узел активации плакирующего слоя вокруг основы, установку варки продольного шва плакирующего слоя, агрегат промежуточной смотки-размотки слоистой заготовки, деформирующее и намоточное устройства, снабжена установленными последовательно за установкой сварки продольного шва плакирующего слоя устройством деформации плакирующего слоя и транспортирующим механизмом, а в качестве установки для нагрева использована установка высокоскоростного нагрева. Узел активации поверхности основы выполнен в виде последовательно расположенных электролитно- плазменных ячеек, источников поляризованного импульсного тока и системы подачи электролита в ячейки, причем ячейки подключены к положительным выводам источников тока. Устройство деформации плакирующего слоя выполнено в виде душирующей головки, смазочной ванны и волоки. Транспортирующий механизм выполнен в виде двухшкивного блока, причем шкив, расположенный первым по ходу технологического процесса, является холостым, а второй - приводным. Агрегат промежуточной смотки-размотки слоистой заготовки выполнен в виде намоточного устройства, перегружателя и разматывателя и синхронизирован с транспортирующим механизмом. Установка высокоскоростного нагрева выполнена в виде электролитного плазмотрона, разделенного на секции нагрева с индивидуальными источниками питания, имеющими общую систему подачи электролита в секции, причем источники питания секций нагрева связаны между собой системой автоматического регулирования.
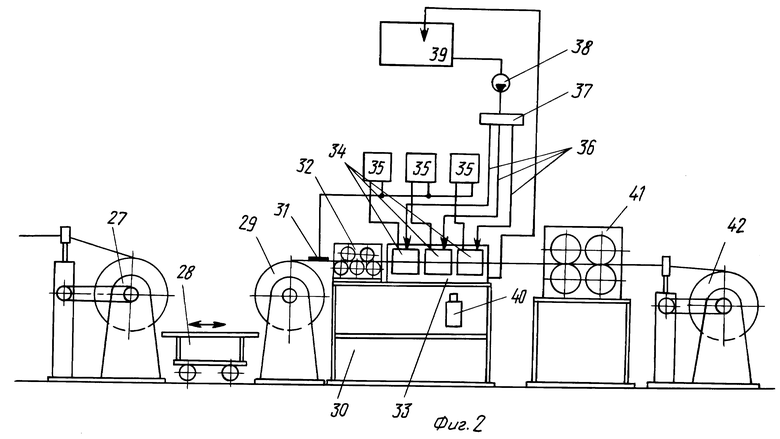
Сущность изобретения поясняется чертежами, где на фиг. 1 и фиг. 2 изображена линия для производства слоистых металлических изделий.
Линия содержит разматыватель 1 /фиг. 1/ основы из бунта 2 и разматыватель 3 плакирующего слоя 4 в виде ленты, непосредственно за которыми может быть установлено стыкосварочное устройство 5, содержащее ножницы поперечной резки ленты 6 и узел аргонодуговой сварки ленты 7. Далее в линии установлены устройства подготовки поверхности основы 2 и плакирующего слоя 4, конструктивно объединенные в один узел 8. Устройство подготовки поверхности основы 2 выполнено в виде двухсекционной установки электролитно-плазменной обработки, включающей контактный узел 9, рихтующее устройство 10 роликового типа, электролитные ячейки 11 для очистки поверхности основы 2, подключенные к источникам 12 постоянного тока, и электролитные ячейки 13 для активации поверхности основы 2, подключенные к источникам поляризованного импульсного тока 14, а также камеру промывки-сушки 15 и систему подачи электролита, содержащую магистрали 16, коллектор 17, насос 18 и бак для электролита 19. Устройство подготовки поверхности плакирующего слоя содержит вращающиеся щетки 29 с прижимными роликами и протир 21.
За узлом 6 установлены в одну технологическую линию блок формовки плакирующего слоя 4 в оболочку 22, сварочная установка, включающая опорно-сварочные ролики 23, охлаждаемые водой, и сварочную головку 24 со сварочной горелкой, причем сварочная головка 24 снабжена системой автоматической стабилизации длины сварочной дуги и системой слежения за положением кромок плакирующей ленты 4.
За сварочной головкой 24 установлены в линию устройство деформации плакирующего слоя 25, выполненное в виде охлаждающей душирующей головки, смазочной ванны и монолитной или роликовой волоки, транспортирующий механизм 26, включающий холостой и приводной барабаны, агрегат промежуточной смотки-размотки, выполненный в виде намоточного устройства 27 /фиг. 2/, перегружателя 28 и разматывателя 29.
За разматывателем 29 в одну технологическую с ним линию расположена установка высокоскоростного нагрева 30, содержащая контактное устройство 31, рихтующее устройство 32 роликового типа и секционированный электролитный плазмотрон, включающий корпус 33 с расположенными в нем электролитно-плазменными секциями нагрева 34, подключенными к источникам 35, магистрали подачи электролита 36, коллектор 37, насос 38, бак для электролита 39 и бесконтактную систему контроля температуры нагрева на основе пирометра 40, обеспечивающую автоматическую регулировку процесса нагрева совместно с источниками 35. Далее в линии установлен прокатный блок 41 с регулируемым приводом и системой охлаждения прокатных валков, а также намоточное устройство 42.
Заявляемый объект - линия работает следующим образом. Компоненты слоистого металлического изделия - основа 2 и плакирующий слой 4 в виде ленты одновременно подаются с разматывателей 1 и 3. Для обеспечения непрерывности процесса и повышения производительности линии используются стационарное стыкосварочное устройство 5 для стыковки аргонодуговой сваркой концов плакирующей ленты 4 и подвижная стыкосварочная машина /на фиг.1 не показана/ для стыковки концов основы 2, использующая принцип контактной сварки с расплавлением металла. Основа 2 рихтуется в устройстве 10, выполненном в виде двухплоскостной роликовой правилки, и подается в устройство подготовки поверхности, входящее в узел 8. Через ячейки 11 и 13 прокачивается электролит /водный раствор нейтральных солей/ с помощью системы подачи, включающей бак 19, насос 18, коллектор 17 и магистрали 16. На электроды ячеек 11 подается от источников 12 постоянный ток положительной полярности, а основа 2 через контактный узел 9 оказывается под отрицательным потенциалом. При этом у поверхности основы 2 развиваются процессы электролиза и кавитации электролита с возникновением при определенной напряженности электрического поля метастабильно плазменного слоя из микродуговых разрядов. За счет высокой температуры плазменного слоя, достигающей 5000-7000oC, активных ионов водорода и кавитационных процессов с поверхности основы 2 удаляются загрязнения по механизмам нестационарного испарения, восстановления оксидов водородом и кавитационного разрушения.
На электроды ячеек 13 подается от источников 14 импульсный ток положительной полярности, в связи с чем у поверхности очищенной от загрязнений основы 2 образуется нестабильный плазменный слой, процессы в котором приводят к появлению волн давления и локальных термических напряжений в поверхностных слоях металла основы 2, что вызывает появление слоев с активированной структурой, выражающейся в искажениях кристаллической решетки металла.
Затем основа 2 с очищенной и активированной поверхностью промывается водой под давлением для удаления остатков электролита и сушится сжатым воздухом при прохождении через камеру промывки - сушится сжатым воздухом при прохождении через камеру промывки-сушки 15.
Плакирующий слой в виде ленты 4 подается через вращающиеся металлические щетки 20, где происходит удаление поверхностного слоя с загрязнениями, регуляризация микрорельефа и активация поверхности. Толщина удаленного слоя и профиль микрорельефа поверхности задаются скоростью вращения щеток 20 и усилием их прижатия.
Основа 2 и плакирующий слой 4 с подготовленными поверхностями подаются в блок формовки 22, содержащий несколько пар формующих роликов. При последовательном прохождении плакирующей ленты 4 через ролики блока 22, происходит ее формование в трубную оболочку вокруг основы 2. Основа 2 при этом свободно перемещается внутри плакирующей оболочки. Продольный шов оболочки заваривается с помощью аргонодуговой горелки с неплавящимся вольфрамовым электродом, причем горелка установлена на сварочной головке с возможностью перемещения в вертикальной и горизонтальной плоскостях. Качество сварного шва обеспечивается системами: автоматической стабилизации длины сварочной дуги и слежения за продольным стыком кромок плакирующей ленты 4 при возможных нарушениях стабильности процесса формовки.
Полученная таким образом сплошная плакирующая оболочка подается в устройство деформации плакирующего слоя 4, где сварной шов охлаждается душирующей головкой, на поверхность наносится смазка в смазочной ванне и оболочка деформируется в волоке с уменьшением диаметра и сохранением толщины. В результате этой операции плакирующий слой 4 упрочняется, его реологические свойства приближаются к свойствам более прочной основы 2 и оболочка плотно осаживается на основу 4.
Сформированная слоистая заготовка поступает на приводной барабан транспортирующего механизма 26, огибает его и через холостой барабан подается на намоточное устройство 27 агрегата промежуточной смотки-размотки. Выполнение транспортирующего механизма 26 в виде двух барабанов, приводного и холостого, с многократным огибанием их слоистой заготовкой, позволяет стабилизировать скорость транспортирования заготовки и компонентов через узел подготовки поверхностей 8, формующий блок 22, сварочную установку и устройство деформации плакирующего слоя 25, что повышает качество слоистых изделий за счет стабильной подготовки поверхностей и качественной заварки шва. Кроме того, при транспортировке слоистой заготовки с помощью двухшкивного механизма значительно снижаются напряжения в плакирующей оболочке, что снижает вероятность ее разрывов.
Намоточное устройство 27 синхронизировано с транспортирующим механизмом 26 с помощью системы поддержания натяжения слоистой заготовки на катушке, что позволяет избегать рывков и нарушения стабильности процесса при заполнении катушки. Заполненная слоистой заготовкой катушка намоточного устройства 27 подается на перегружатель 28, при этом транспортирующий механизм 26 автоматически останавливается, а другие узлы и агрегаты переходят в заправочный режим. На намоточное устройство 27 загружается новая катушка и продолжается процесс получения слоистой заготовки.
Перегружатель 28 доставляет катушку, заполненную слоистой заготовкой, к размывателю 29, где при окончании предыдущей катушки со слоистой заготовкой, происходит ее загрузка на разматыватель с подстыковкой концов или складирование в его непосредственной близости. С разматывателя 29 слоистая заготовка подается в установку высокоскоростного нагрева 30, проходя последовательно контактное устройство 31, рихтующее устройство 32 и секции нагрева 34, расположенные в корпусе 33 электролитного плазмотрона, который они образуют. В качестве катода электролитного плазмотрона выступает нагреваемая слоистая заготовка, подключаемая через контактное устройство 31 к отрицательным выводам источников постоянного тока 35, а в качестве анода используются цилиндрические полые перфорированные электроды из токопроводящего материала.
При подаче электролита из бака 39 посредством насоса 38 через коллектор 37 с регулирующими вентилями и магистрали 36 и подаче на электроды напряжения от источников 35 при определенной напряженности электрического поля происходит формирование сплошной плазменной оболочки вокруг слоистой заготовки. Поскольку температура плазменного слоя достигает в этом случае 8000-9000oC, происходит интенсивный разогрев слоистой заготовки, а вскипающий электролит образует паровую оболочку вокруг плазменного слоя, препятствуя отводу тепла от слоя и слоистого изделия. Интенсивность нагрева слоистой заготовки задается параметрами электролита и источников питания. Соотношение интенсивностей нагрева по секциям обеспечивается системой автоматического регулирования, которой связаны источники питания 35 секций нагрева 34, а температура слоистой заготовки на выходе поддерживается путем изменения интенсивности нагрева в последней секции в зависимости от показаний пирометра 40. Расстояния между секциями нагрева 34 устанавливаются таким образом, чтобы на подходе к последующей секции выровнялась температура слоистой заготовки по сечению. Во избежание охлаждения плакирующего слоя, между секциями нагрева 34 организуется среда с низким коэффициентом теплопроводности.
Нагретая слоистая заготовка поступает в прокатный блок 41, где происходит совместная деформация компонентов с получением прочного соединения между ними и готовое слоистое изделие - катанка, труба или профиль сматывается в бунты намоточным устройством 42, либо разрезается на мерные изделия.
Пример конкретного выполнения комплексного устройства
На заявляемой линии для производства слоистых металлических изделий изготавливали биметаллическую катанку с основой из стальной проволоки с плакирующим слоем из медной ленты, используемую для дальнейшей переработки с получением сталемедной проволоки и канатов. Содержание меди в биметаллической заготовке составляет 22%.
Для этого стальную проволоку диаметром 7,0 мм подавали из бунта через рихтующее устройство в виде двухплоскостной роликовой правилки в установку электролитно-плазменной подготовки поверхности. В ячейки установки их бака подавали электролит - водный раствор кальцинированной соды, устанавливая его расход из условия заполнения полости электрода ячейки. На электроды ячеек устройства очистки поверхности подавалось напряжение от источника постоянного тока, а параметры процесса очистки задавали таким образом, чтобы в ячейках обеспечивался режим метастабильного плазменного слоя с плотностью тока 4,0 - 5,0 А/см2. На электроды ячеек устройства активации поверхности подавалось напряжение от источника импульсного тока величиной, обеспечивающей режим нестабильного плазменного слоя у поверхности с плотностью тока 8,0-10,0 А/см2. В результате такой подготовки поверхность проволоки на выходе из установки имела серебристый цвет без видимых следов окислов и технологических смазок.
Одновременно с проволокой подавали медную ленту толщиной 0,5 мм через вращающуюся со скоростью 1500 об/мин щетку из углеродистой проволоки. Усилие прижатия ленты выбирали из условия полной очистки поверхности от загрязнений и отсутствия вторичного оксидообразования.
Стальная проволока и медная лента с подготовленными поверхностями подавались в блок формовки, где лента путем постепенного подгиба кромок роликами формировалась в трубную оболочку вокруг проволоки. Медная оболочка, удерживаемая водоохлаждаемыми опорно-сварочными роликами, проваривалась сплошным швом с помощью автоматизированной сварочной аргоно-дуговой головки на базе комплекса АСГВ-4. Сплошная медная оболочка совместно с проволокой задавалась через душирующую головку, где происходило охлаждение сварочного шва, и смазочную ванну в монолитную волоку, где плотно осаживались на проволоку, подвергаясь деформации с обжатием 20%.
Полученная таким образом сталемедная заготовка транспортировалась посредством огибания барабанов-шкивов транспортирующего механизма со скоростью 12 м/мин и поступала на катушку намоточного устройства агрегата промежуточной смотки-размотки. При заполнении катушки сталемедной заготовкой скорость транспортирования автоматически снижалась до 2 м/мин с последующей плавной остановкой, к намоточному устройству подавался перегружатель, катушка перегружалась на его платформу, а на намоточное устройство загружалась пустая катушка. Перегружатель доставлял заполненную катушку к разматывателю агрегата промежуточной смотки-размотки для дальнейшего нагрева и деформации в прокатном блоке с получением сталемедной катанки.
Нагрев сталемедной заготовки осуществляли в проходном электролитном плазмотроне, разделенном на три секции нагрева. Плазменный нагрев сталемедной заготовки происходит при прокачивании через полость электродов секций водного раствора кальцинированной соды с подачей на них напряжения от источников постоянного тока величиной, обеспечивающей формирование стабильного плазменного слоя и интенсивной его теплоотдачи заготовке. Интенсивность нагрева в первой секции составляла 180 град/с, во второй - 120 град/с, в третьей - 90 град/с. Такие режимы нагрева совместно с выдержками заготовки между секциями в пароводяной среде в течение 2 с позволили равномерно прогревать сталемедную заготовку по сечению без оплавления медного слоя до температуры 830o± 20oC при скорости подачи 9 м/мин.
Нагретую сталемедную заготовку прокатывали в прокатном блоке, содержащем две пары профилированных валков, с общим обжатием 22-25% и получали сталемедную катанку с сечением, близким к кругу. Катанку сматывали в бунты с помощью намоточного устройства.
Дальнейшая переработка сталемедной катанки, полученной на заявляемой линии, показала высокую стабильность процесса волочения без обрывов и отслоений медного слоя при малой разнотолщинности оболочки. Испытания образцов сталемедной проволоки диаметром 4,0 мм, полученной по стандартному маршруту волочения, показали их полное соответствие ГОСТ 3822-79 на проволоку БСМ. Производительность линии составляет до 70 т/мес. сталемедной катанки при занимаемой площади 180 м2.
В связи с тем, что для получения сталемедной заготовки с равномерной структурой металла оболочки необходимо проводить сворку продольного шва со скоростью, при которой зона термического влияния /ЗТВ/ сварочной дуги минимальна, а металл в зоне сварки не подвергается перекристаллизации, при получении сталемедной заготовки скорость транспортирования устанавливалась 12 м/мин, как один из минимальных пределов, которые могут быть увеличены в 1,5 - 2 раза. В то же время, интенсивность нагрева слоистой заготовки в проходном агрегате, каковым является секционированный электролитный плазмотрон, ограничена возможностями агрегата по величине максимальных коэффициентов теплообмена /причем достаточно высоких, достигающих 4500 - 5000 Вт/м2 град./ и характером процессов теплопроводности в слоистом металле. Для обеспечения скоростного нагрева слоистой заготовки с поверхности при высокой концентрации тепла в тонком слое плазмы у поверхности медной оболочки и равномерного распределения температуры по сечению заготовки скорость ее подачи устанавливалась вблизи максимальных значений.
Таким образом, применение в заявляемой линии агрегата промежуточной смотки-размотки слоистой заготовки позволяет объединить в комплексной линии устройства, реализующие высокоэффективные технологические процессы с различными областями оптимальных скоростных параметров, при обеспечении высокой производительности и качества получаемых изделий. Кроме того, электролитно-плазменная активация стальной основы слоистых изделий позволяет в раде случаев получать качественные изделия непосредственно из сформированной слоистой заготовки. В частности из сталемедной заготовки, получаемой на стадии промежуточной смотки, после проведения процесса волочения до размеров 0,5-1,0 мм с применением промежуточного диффузионного отжига были получены сталемедные изделия, удовлетворяющие соответствующим стандартам.
Следовательно, использование заявляемой линии значительно расширяет технологические возможности поточного производства слоистых металлических изделий и способствует повышению их качественных показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2135364C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158641C1 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| АГРЕГАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ КАТАНКИ | 1997 |
|
RU2164452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1992 |
|
RU2008109C1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКИХ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2116890C1 |
Изобретение относится к метизной промышленности и может быть использовано при производстве слоистых труб, прутков проволоки и профильных изделий с преимущественно стальной основой. Линия содержит расположенные по ходу технологического процесса разматыватели, устройства очистки основы и плакирующего слоя, узел формовки плакирующего слоя вокруг основы, установку сварки продольного шва плакирующего слоя, устройство деформации плакирующего слоя, транспортирующий механизм, намоточные устройства, установку высокоскоростного нагрева. Узел активации поверхности основы выполнен в виде электролитно-плазменной установки. Использование линии расширяет технологические возможности поточного производства слоистых металлических изделий и способствует повышению их качества. 5 з.п. ф-лы, 2 ил.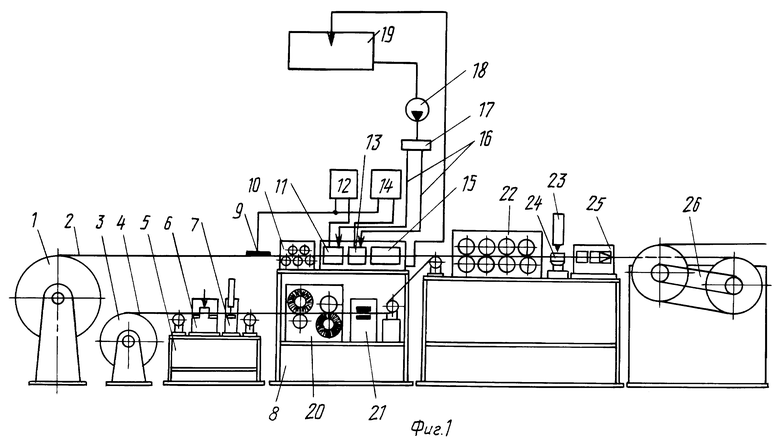
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| Способ изготовления стальной проволоки плакированной медью | 1975 |
|
SU587848A3 |
| RU 2056245 C1, 20.03.1996 | |||
| US 4423120, 27.12.1983 | |||
| ЗАРАПИН Ю.Л | |||
| и др | |||
| Производство композиционных материалов обработкой давлением | |||
| Справочник | |||
| - М.: Металлургия, 1991, с | |||
| Приспособление, обнаруживающее покушение открыть замок | 1910 |
|
SU332A1 |
