Изобретение относится к обработке металлов давлением, в частности к ковке труб на радиально-ковочной машине.
Цель изобретения - повышение качества и снижение себестоимости изделий за счет увеличения укова заготовок и уменьшения номенклатуры диаметров оправок.
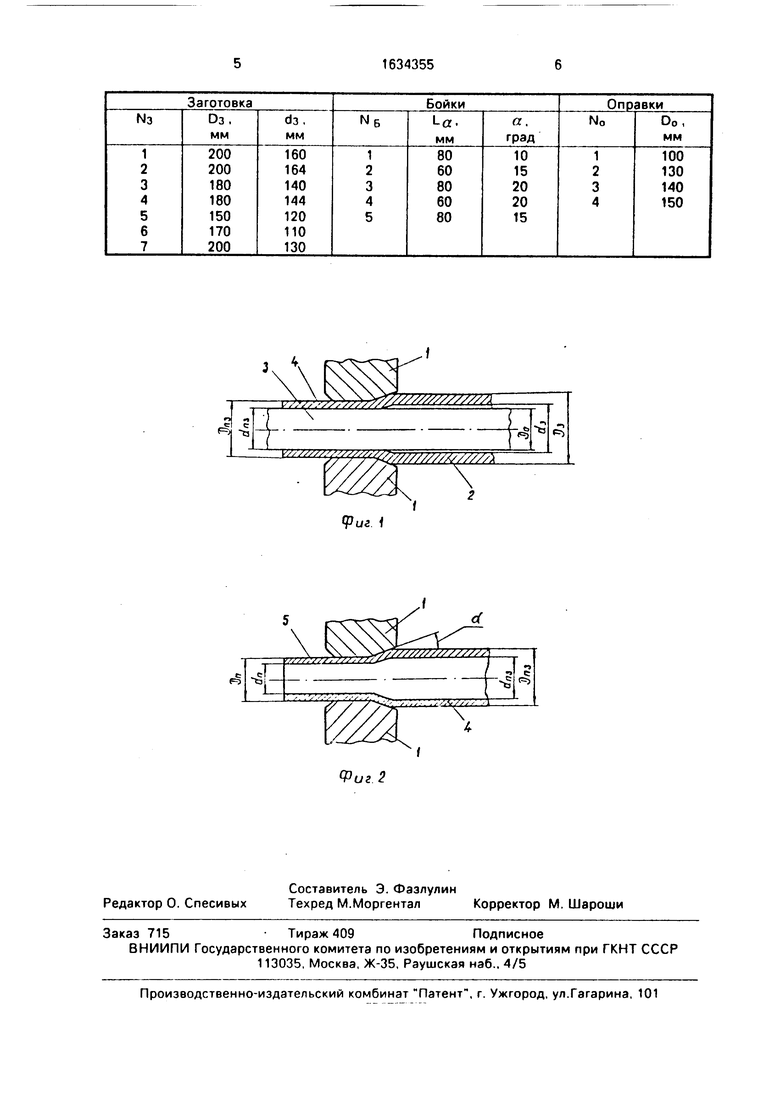
На фиг.1 показана схема предварительной ковки заготовок трубы на оправке; на фиг.2 - схема окончательной ковки трубы - ковка промежуточной заготовки без оправки.
Способ осуществляется следующим образом.
Радиально-ковочная машина (не показана) содержит бойки 1, имеющие заходный
конус с углом наклона образующей а и длиной заходного конуса La Под бойки подается заготовка 2, имеющая наружный О3 и внутренний d3 диаметры, на оправке 3 диаметром D0. На выходе получается промежуточная заготовка 4 с наружным Оп.з и внутренним dn.a диаметрами, которая снова подается на окончательную ковку под бойки 1 без оправки 3 и на выходе получается готовая поковка 5, имеющая наружный Dn и внутренний dn диаметры.
Ковка на первом этапе осуществляется на оправке, диаметр которой выбирают из номенклатурного ряда диаметров оправок в диапазоне
dn Do dnamax ,(1)
СЬ
к
со ел ел
где dns max (16A 4- (В - 0,03) A - 0,95B + 1,0665)Dn;
A B + 0,769 - (B2 + 2.688B + + 0,6302)1/2 /(-0,604);(2)
В - (Dn - dn)/(2Dn), где Do - диаметр оправки;
dn - внутренний диаметр поковки; Dn - наружный диаметр поковки; dn.s max - максимально допустимый внутренний диаметр промежуточной заготовки для последующей ковки без оправки.
Предварительная ковка на оправке, диаметр которой больше диаметра отверстия поковки, позволяет обеспечить требуемую величину укова и соответственно равномерную степень деформации материала по сечению поковки. Так как D0 dn, то это дает возможность при последующей ковке без оправки обеспечить любое необходимое значение dn. Использование дорогостоящих оправок из номенклатурного ряда, каждая из которых может служить для ковки нескольких типоразмеров труб, обеспечивает экономию материальных затрат на оснастку при единичном и мелкосерийном производстве. Кроме того, снижаются требования к выбору размеров заготовок, так как для заключительной стадии - ковки без оправки, размеры диаметров промежуточной заготовки формируются на предварительной стадии процесса - ковка на оправке. Это дает возможность уменьшить номенклатуру типоразмеров заготовок.
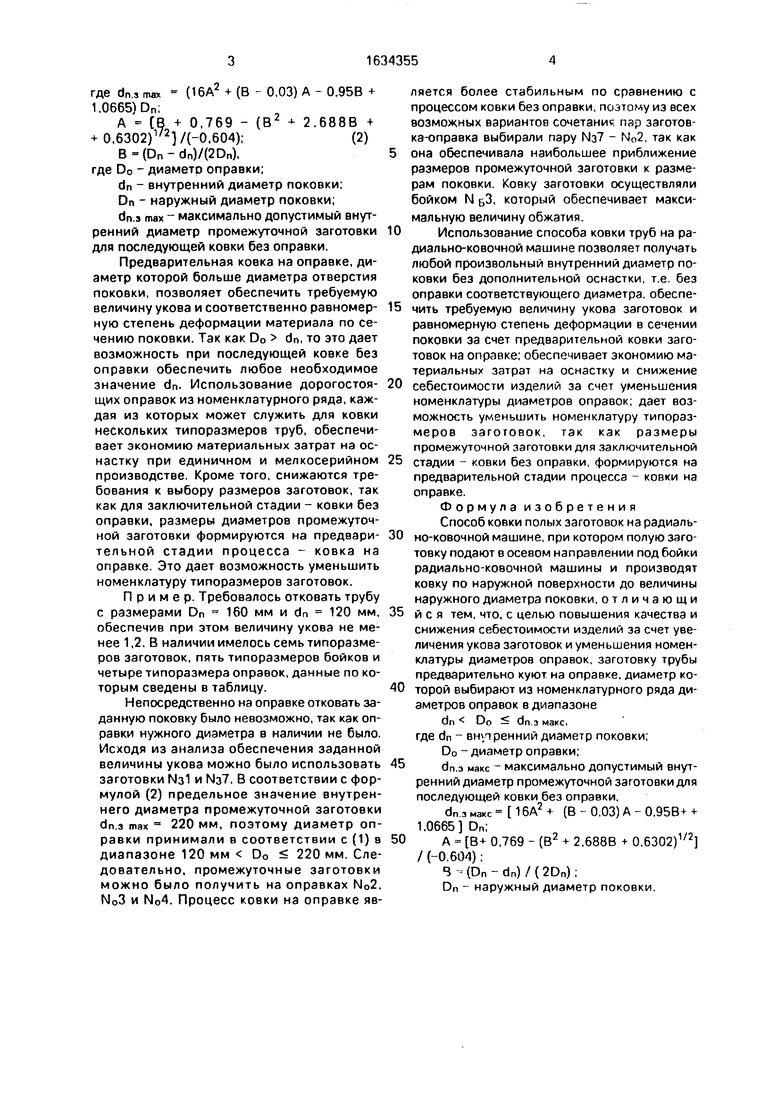
Пример. Требовалось отковать трубу с размерами Dn 160 мм и dn 120 мм, обеспечив при этом величину укова не менее 1,2, В наличии имелось семь типоразмеров заготовок, пять типоразмеров бойков и четыре типоразмера оправок, данные по которым сведены в таблицу.
Непосредственно на оправке отковать заданную поковку было невозможно, так как оправки нужного диаметра в наличии не было. Исходя из анализа обеспечения заданной величины укова можно было использовать заготовки Nal и Na7. В соответствии с формулой (2) предельное значение внутреннего диаметра промежуточной заготовки dn.3 max 220 мм, поэтому диаметр оправки принимали в соответствии с (1) в диапазоне 120 мм Do 220 мм. Следовательно, промежуточные заготовки можно было получить на оправках N02, N03 и N04. Процесс ковки на оправке является более стабильным по сравнению с процессом ковки без оправки, поэтому из всех возможных вариантов сочетание пар заготовка-оправка выбирали пару Мз7 - М02, так как
она обеспечивала наибольшее приближение размеров промежуточной заготовки к размерам поковки. Ковку заготовки осуществляли бойком N 3, который обеспечивает максимальную величину обжатия.
Использование способа ковки труб на радиально-ковочной машине позволяет получать любой произвольный внутренний диаметр поковки без дополнительной оснастки, т.е. без оправки соответствующего диаметра, обеспечить требуемую величину укова заготовок и равномерную степень деформации в сечении поковки за счет предварительной ковки заготовок на оправке; обеспечивает экономию материальных затрат на оснастку и снижение
себестоимости изделий за счет уменьшения номенклатуры диаметров оправок; дает возможность уменьшить номенклатуру типоразмеров заготовок, так как размеры промежуточной заготовки для заключительной
стадии - ковки без оправки, формируются на предварительной стадии процесса - ковки на оправке.
Формула изобретения
Способ ковки полых заготовок на радиально-ковочной машине, при котором полую заготовку подают в осевом направлении под бойки радиально-ковочной машины и производят ковку по наружной поверхности до величины наружного диаметра поковки, отличающи
и с я тем, что. с целью повышения качества и снижения себестоимости изделий за счет увеличения укова заготовок и уменьшения номенклатуры диаметров оправок, заготовку трубы предварительно куют на оправке, диаметр которой выбирают из номенклатурного ряда диаметров оправок в диапазоне
dn Do dn.s макс,
где dn внутренний диаметр поковки;
Do - диаметр оправки;
dn.s макс - максимально допустимый внутренний диаметр промежуточной заготовки для последующей ковки без оправки.
dn.s макс - 16А2 + (В-0,03)А-0,95В+ + 1,0665 Dn;
0А - В+ 0.769 - (В2 + 2,688В + 0,6302)1/2
/ (-0,604);
В -(Dn-dn)/(2Dn);
Dn - наружный диаметр поковки.
J
sl-5
1
{&///////////////Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
Изобретение относится к обработке металлов давлением, в частности к ковке труб на радиально-ковочной машине. Цель изобретения - повышение качества и снижение себестоимости изделий за счет увеличения укова заготовок и уменьшения номенклатуры диаметров оправок. Способ включает подачу полой заготовки под бойки радиально-ковочной машины и ковку по наружной поверхности до величины наружного диаметра поковки. Ковку производят на оправке, диаметр D0 которой выбирают из номенклатурного ряда диаметров оправок в диапазоне dn D0 dn.3 max, где dn - внутренний диаметр поковки; dn з max - максимально допустимый внутренний диаметр промежуточной заготовки. Деформирование заготовки заканчивают без оправки, что позволяет уменьшить номенклатуру диаметров оправок и исходных заготовок при повышении их качества. 2 ил., 1 табл. w Ё
(риг 1
| Суслов Л.М | |||
| О ковке на радиально-ковоч- ных машинах | |||
| - КШП, 1975, № 4, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
