Изобретение относится к области техники, а именно к обработке металлов давлением, и может быть использовано для изготовления поковок на прессах или молотах ковкой, например для изделий типа крупногабаритных колец подшипников.
Известен способ изготовления полых поковок, позволяющий получить полое сферическое тело из слитка, заключающийся в обкатке прошитой заготовки бойком сферической формы, который имеет соответствующий вырез (см. пат. Украины №37022 А, кл. B22J 1/04, опубл. 2001).
Недостатком известного способа является невозможность изготовления раскаткой на цилиндрической оправке пустотелой поковки со сферической формой по внутренней поверхности.
Наиболее близким аналогом, выбранным в качестве прототипа, является способ изготовления полых поковок, преимущественно с выпуклой наружной и вогнутой внутренней поверхностями, заключающийся в изготовлении полого полуфабриката с кольцевым выступом (выступами) на наружной поверхности и последующей его раскатке с помощью профильной оправки и бойка, после чего заготовку калибруют фигурным бойком со сферическим вырезом на профильной оправке (см. авт. св. СССР №1204309 А, кл. B21J 5/06, опубл. 15.01.1986).
Недостатком известного способа является появление зажимов по наружной поверхности в местах перехода, первоначально выполненных, уступов и выступов.
Общими существенными признаками известного способа и того, что заявляется, является раскатка полой заготовки до сферической формы по ее наружному и внутреннему диаметру бойком со сферическим вырезом на профильной оправке до поковочных размеров.
В основу изобретения поставлена задача исключения появления зажимов по наружной поверхности за счет формирования наружной сферической поверхности при изготовлении исходной заготовки перед раскаткой вместо формирования уступов.
Поставленная задача решается за счет того, что полую цилиндрическую заготовку обкатывают на цилиндрической оправке до сферической формы, далее заготовку раскатывают бойком со сферическим вырезом на оправке бочкообразной формы с заменой оправки с меньшей бочкой на большую, при этом замену оправок проводят до обеспечения заданных размеров внутренней сферической полости поковки.
Технический результат: предложенный способ изготовления полых сферических поковок повышает качество и расширяет номенклатуру изготавливаемых полых деталей с различными формами поперечного сечения, например с внешней и внутренней сферами или с внутренней сферой и внешней цилиндрической поверхностью, а также расширяет технологические возможности получения поковок, близких по форме и размерами к готовым деталям, что приводит к уменьшению расхода металла и трудоемкости механообработки.
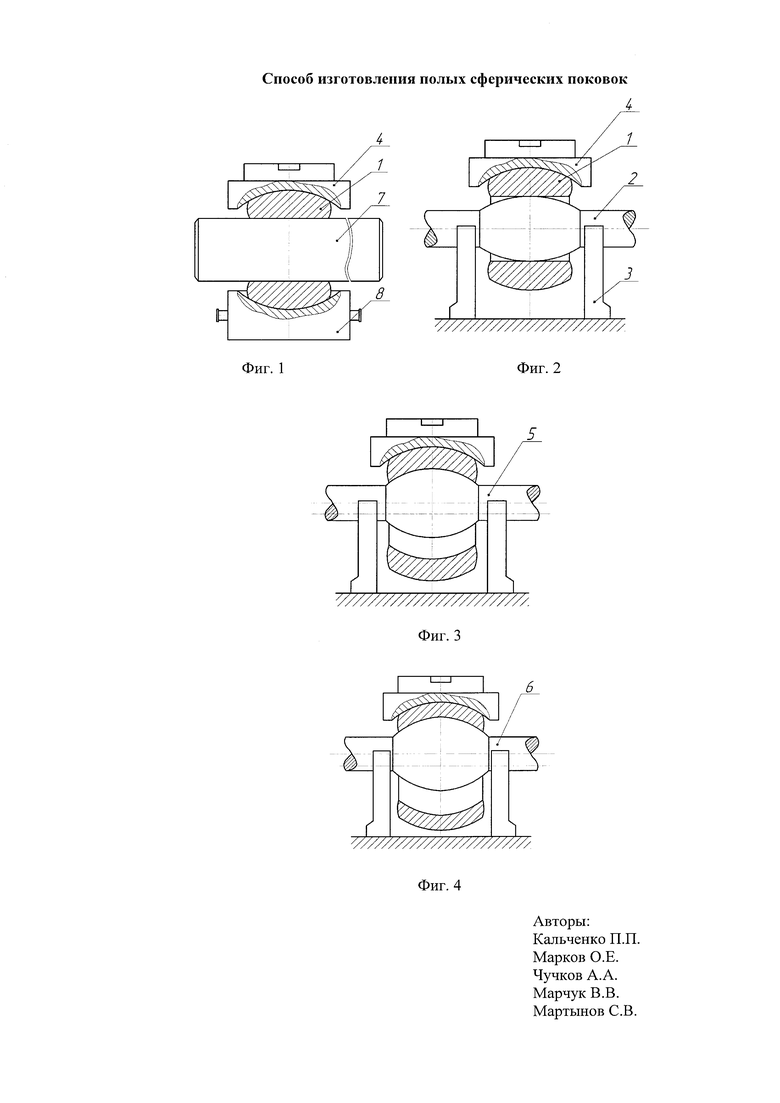
Сущность изобретения поясняется чертежами, на которых изображено:
- фиг. 1 - положение полой заготовки, обкатанной до сферической формы по наружному диаметру с цилиндрической внутренней поверхностью;
- фиг. 2 - исходное положение полой заготовки перед раскаткой на оправке с бочкообразной формой и верхним бойком со сферическим вырезом;
- фиг. 3 - положение заготовки перед раскаткой на оправке второго типоразмера после предварительной раскатки;
- фиг. 4 - положение заготовки перед раскаткой на оправке третьего типоразмера после второй предварительной раскатки.
Способ осуществляют следующим образом.
В исходную полую заготовку 1, предварительно обкатанную по наружной поверхности до сферической формы на цилиндрической оправке 7 с помощью сферической плиты 8 и бойка со сферическим вырезом 4 (фиг. 1), заводят бочкообразную оправку 2 (фиг. 2). После этого заготовку с оправкой размещают на раскаточные стойки 3 и раскатывают с величиной обжатия 30…50 мм до размера отверстия заготовки, превышающего диаметр оправки второго типоразмера.
После первой раскатки проводят замену оправки 2 на оправку 5 с большей величиной бочки. После второй раскатки проводят замену оправки 5 на оправку 6 других типоразмеров (фиг. 3 и 4 соответственно) и раскатывают аналогичным образом. Раскатка сферических заготовок данным способом связано с частой заменой оправок. Эту замену целесообразно проводить с помощью ковочных манипуляторов.
Моделирование предложенного способа проводилось в лабораторных условиях при раскатке кольцевых заготовок из свинца С1 до получения поковки с внешней и внутренней сферическими поверхностями. В процессе раскатки заготовок установлено, что течение металла преобладает в радиальном и тангенциальном направлениях, в результате чего происходит постоянное формоизменение внутренней и внешней полости заготовки до образования внутренней и внешней сферических поверхностей согласно профилю рабочего инструмента.
Проведенный эксперимент подтверждает возможность получения поковки с геометрией, близкой к сферической форме по наружной и внутренней поверхности без зажимов и складок по наружной поверхности заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления полых конических поковок | 1988 |
|
SU1608006A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| Способ изготовления полых поковок | 1980 |
|
SU946763A1 |
| Устройство для раскатки кольцевых поковок | 1982 |
|
SU1021507A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых сферических поковок типа крупногабаритных колец подшипников. Получают исходную заготовку с наружной поверхностью сферической формы путем обкатки полой цилиндрической заготовки по наружной поверхности на цилиндрической оправке. Затем полученную заготовку раскатывают бойком со сферическим вырезом на оправке бочкообразной формы. При этом в процессе раскатки производят замену оправок с увеличением размеров бочкообразной поверхности. В результате обеспечивается возможность получения поковок с различной формой поперечного сечения, близких по форме и размерам к готовым деталям. 4 ил.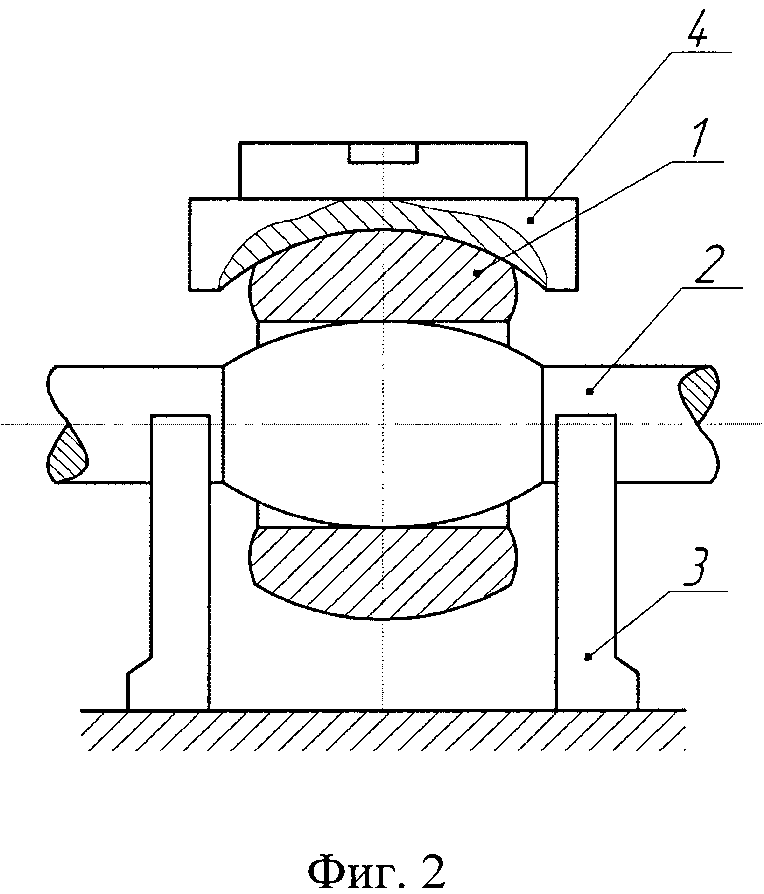
Способ изготовления полых сферических поковок, включающий раскатку исходной заготовки бойком на оправке, отличающийся тем, что исходную заготовку получают с наружной поверхностью сферической формы путем обкатки полой цилиндрической заготовки по наружной поверхности на цилиндрической оправке, при этом раскатку полученной заготовки осуществляют бойком со сферическим вырезом на оправке бочкообразной формы с заменой в процессе раскатки оправок с увеличением размеров бочкообразной поверхности до получения заданной формы внутренней сферической поверхности поковки.
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ИЗ полых слитков | 0 |
|
SU276710A1 |
| JP 2009028780 A, 12.02.2009 | |||
| JP 61279332 A, 10.12.1986. | |||

