Фиг.г
Изобретение относится к машиностроению, преимущественно к ремонтно-восстано- вительным работам на толстостенных конструкциях с трещинами
Цель изобретения - упрощение и расширение технологических возможностей ремонта путем предупреждения развития несквозных трещин
На фиг 1 схематически показан фрагмент вертикального элемента с трещиной, на фиг 2 - деформация краев прорези
Способ осуществляют следующим образом
Трещину 1, образовавшуюся в массивной вертикальной заготовке 2, не удаляют, а со стороны ее раскрытия приваривают набор пластин 3, равный толщине этого места, для сохранения равномерности рас пределения силового потока Предварительно в пластинах выполняют прорезь 4, являющуюся продолжением трещины
Прорези в пластинах выполняют роль компенсатора напряжений, которые воз никают при приварке накладки к дефектной детали Каждая пластина имеет толщину не более 10 мм, поэтому перемещение краев прорези происходит беспре пятственно, значительно уменьшается запас упругой энергии, неизбежно возникающей при сварке В результате развитие трещины в процессе сварки в основном металле энергетически не обосновано
Соотношение между прорезью и длиной шва также выбирают из соображений пред отвращения дальнейшего роста трещины
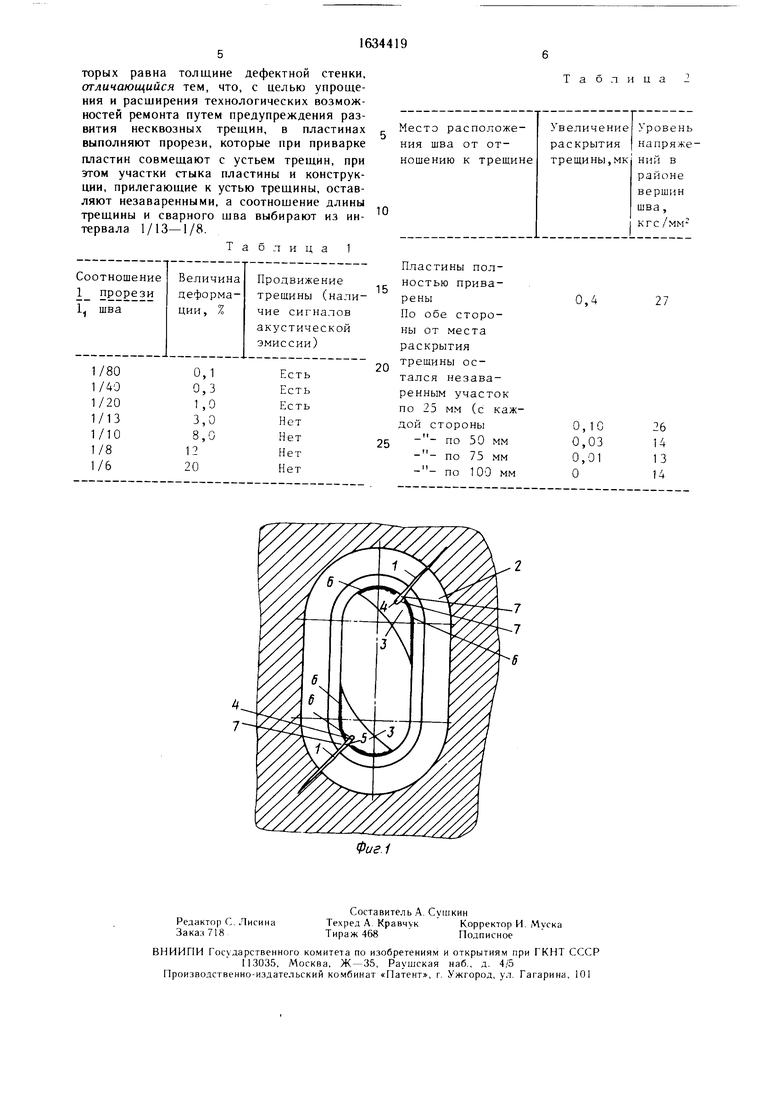
Соотношение между прорезью и длиной шва подтверждается данными табл 1
Таким образом, наиболее благоприятным соотношением 1/1 является 1/13-1/8, не вы зывающем дальнейший рост трещины (оп ределяемый по системам акустической эмис сии) При соотношении 1/6 начинает прояв ляться такая сильно выраженная деплана ция пластин, которая затрудняет их тщательную подюнку
Операция приварки накладки к участку конструкции, содержащему трещины, так же направлена на предупреждение развития остающейся трещины Проводят испы тания по выбору наиболее выгодного с этой точки зрения места приварки наклад ки
Результаты испытаний по выбору места приварки наладки отражены в табл 2
Из табл 2 следует, что для уменьшения вероятности развития трещины дальше в основной металл не следует выполнять шов возле места раскрытия трещины, так как это увеличивает уровень остаточных напряжений и способствует раскрытию трещины
Пример В процессе эксплуатации возни кают трещины 1 глубиной 49 мм во внут
ренних стенках базовых деталей пресса усилием 10 кН Восстановление работоспособности детали 2 производят следующим образом
Толщина стенки в месте излома 80 мм. Берут набор пластин 3, в состав которого входят восемь пластин толщиной 10 мм (10 мм) Суммарная толщина набора пластин равна толщине металла в месте разрушения
Предварительно в каждой пластине выполняют прорезь 4 длиной 50 мм торцовой фрезой (толщина 1 мм) Пластины складывают так, что прорези в них совпадают Полученную накладку 3 готовят к сварке
так, что прорезь в пластинах составляет продолжение трещины 5 в месте ее раскрытия Накладку приваривают двумя швами 6 Швы выполняют по обе стороны от места раскрытия трещины 5, оставляя незаваренными участки 7 длиной 60 мм Свар® ку выполняют электродами типа Э-50 А марки К 5А, диаметром 4 мм Режимы сварки A, tA 23-24B Сварку выполняют справа налево Общая длина швов 500 мм, так что соотношение длины тре5 тины и общей длины швов 1/10 в соот ветствии с предлагаемым интервалом
При сварке происходит деформация пластин, сечение которых ослаблено наличием прорези Поэтому края прорези беспрепятственно перемещают (Ai - зазор прорези
0 до сварки, Д2 - зазор прорези после сварки) Таким образом, запас упругой энергии, неизбежно возникающей при сварке, исчерпан и дальнейшего раскрытия трещины не происходит (размер Лз не изменяется) При эксплуатации восстановительной кон5 струкции развитие трещины в основном ме талле предупреждается следующим образом Наличие незаваренных участков ослабляет рабочее сечение, поэтому в сварных швах, соединяющих накладку с дефектным
0 местом конструкции, образование трещин облегчено Кроме того, под влиянием дефор маций металл в устье прорези претерпевает деформационное упрочнение После разрушения накладки, которое носит характер замедленного разрушения, накладку мож5 но удалить и произвести приварку другой накладки при сохранении неизменной дли ны трещины в основном металле
Способ позволяет выполнить ремонтно- восстановительные работы на массивных конструкциях без демонтажа, предварительного
0 подогрева и термообработки, обеспечивая работоспособность конструкции с оставшейся трещиной
Формула изобретения
5 Способ восстановления стальных толстостенных конструкций с трещинами, вклю чающий приварку накладки в виде отдельных стальных пластин, общая толщина которых равна толщине дефектной стенки, отличающийся тем, что, с целью упрощения и расширения технологических возможностей ремонта путем предупреждения развития несквозных трещин, в пластинах выполняют прорези, которые при приварке пластин совмещают с устьем трещин, при этом участки стыка пластины и конструкции, прилегающие к устью трещины, оставляют незаваренными, а соотношение длины трещины и сварного шва выбирают из интервала 1/13-1/8.
Таблица 1
Таблица
Место расположения шва от отношению к трещине
Увеличение раскрытия трещины,мк
Уровень напряжений в районе вершин шва,
К ГС/ММ2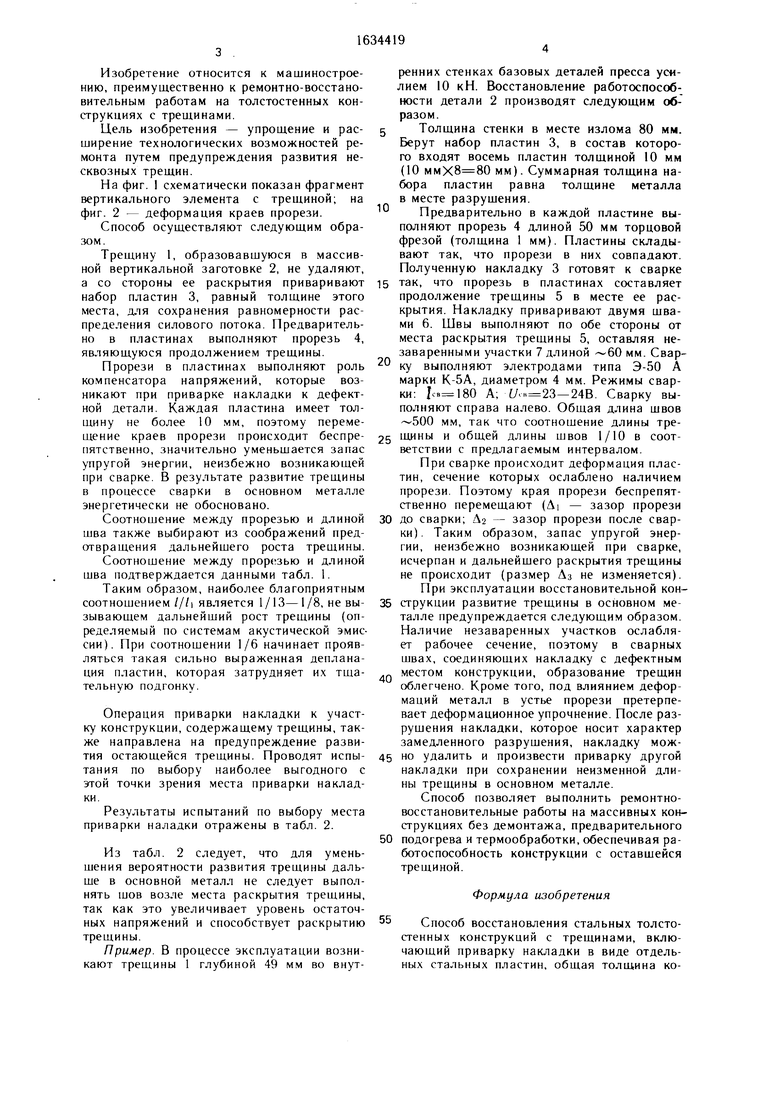
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления сварного шва приварки опорной обечайки к днищу вертикального цилиндрического аппарата | 1990 |
|
SU1738579A1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ С ДЕФЕКТОМ СМЕЩЕНИЯ СВАРЕННЫХ КРОМОК УСТАНОВКОЙ РЕМОНТНОЙ НАКЛАДКИ | 2011 |
|
RU2478863C2 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| ЭЛЕМЕНТ ДЛЯ РЕМОНТА БАЛКИ МЕТАЛЛОКОНСТРУКЦИЙ | 1992 |
|
RU2009825C1 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
Изобретение относится к машиностроению, преимущественно к ремонтно-восстано- вительным работам на толстостенных конструкциях с трещинами. Цель изобретения - упрощение и расширение технологических возможностей ремонта путем предупреждения развития несквозных трещин. В месте раскрытия трещины 1 на детали 2 приваривают накладку 3 в виде отдельных пластин с прорезями 4. Общая толщина пластин накладки равна толщине конструкции в дефектном месте. Прорези в пластинах при приварке совмещают с устьем трещины. Сварные швы выполняют по обе стороны трещины, оставляя участки 7, прилегающие к устью трещины, незаваренными. Соотношение длины трещины и общей длины сварных швов выбирают в интервале 1/3-1/8. Способ позволяет выполнить ремонт массивных конструкций без демонтажа, предварительного подогрева и термообработки, обеспечивая работоспособность конструкции с оставшейся трещиной. 2 ил., 2 табл. « (Л
0,1 0,3 1,0 3,0 8,0
12
20
Есть
Есть
Есть
Нет
Нет
Нет
Нет
Пластины полностью приварены0,4 27 По обе стороны от места раскрытия трещины остался незаваренным участок по 25 мм (с каждой стороны 0,10 26 по 50 мм 0,03 14 по 75 мм 0,01 1 3 по 100 мм 0 14
| Авторское свидетельство СССР № 1550749, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
