1. Область техники
Изобретение относится к области строительства и ремонта трубопроводов и может найти применение при ремонте трубопроводов, а также реконструкции сосудов высокого давления.
2. Уровень техники
Известны способы ремонта трубопровода на линейном участке путем удаления (вырезания) цилиндрического участка трубы в месте дефекта и установки вместо него нового участка трубы. При этом приходится прибегать к остановке транспорта продукта по данному участку, что сопряжено со значительными экономическими затратами.
Известен способ ремонта кольцевых сварных соединений установкой ремонтных конструкций - муфт различных конструкций (патенты РФ №2097646, 2155905), включающий операции очистки трубы от изоляции, нанесения быстротвердеющей мастики для заполнения дефектов с предварительным сбросом рабочего давления в трубопроводе. Недостатком применения данного способа является высокая металлоемкость конструкций, большая стоимость быстротвердеющих мастик. Также оценка напряженно-деформированного состояния участка трубопровода с дефектом смещение сваренных кромок, отремонтированного с применением метода установки муфт, показала, что применение данных конструкций не вызывает значительного снижения уровня максимальной интенсивности напряжений в месте действия изгибающего момента, возникающего при нагружении трубопровода с дефектом смещение кромок внутренним давлением.
Наиболее близким техническим решением является способ ремонта кольцевых стыковых соединений труб, полученных контактной стыковой сваркой оплавлением (АС СССР №1590273), заключающийся в наплавке на смещенную к оси трубопровода кромку углового шва. Недостатком данного способа является его применимость только к сварным соединениям, полученным контактной стыковой сваркой оплавлением и возникновение значительных остаточных сварочных напряжений при наложении ремонтного шва в зоне максимальной концентрации напряжений, вызванной действием изгибающего момента, возникающего при нагружении внутренним давлением трубопровода с дефектом смещение кромок.
3. Раскрытие изобретения
Техническая задача предлагаемого изобретения состоит в восстановлении конструктивной прочности трубопровода с дефектом смещение кромок кольцевого стыкового сварного соединения труб до уровня бездефектного трубопровода с возможностью выполнения ремонтных работ без опорожнения трубопровода от транспортируемого продукта.
Задача решается тем, что в способе ремонта металлических трубопроводов, имеющих дефект смещения сваренных кромок кольцевых сварных соединений, при ремонте кольцевых швов в месте максимального смещения кромок на сегмент трубы, смещенной к оси трубопровода, приваривается ремонтная накладка с толщиной не более максимальной из толщин кромок ремонтируемого сварного соединения с расстоянием не более 6 мм от неоплавленной границы накладки до линии сплавления данной кромки ремонтируемого кольцевого сварного соединения до ремонтных работ, шириной не менее 250 мм, покрывающая участок периметра трубы менее половины длины периметра ремонтируемого кольцевого шва со смещением, большим половины максимального в случае протяженности смещения кромок менее половины длины периметра ремонтируемого кольцевого шва, и покрывающая участок трубы по всему периметру в случае протяженности смещения кромок больше половины длины периметра ремонтируемого кольцевого сварного соединения.
В отличие от известного Способ ремонта металлических трубопроводов с дефектом смещение сваренных кромок установкой ремонтной накладки отличается тем, что:
а) только на смещенную к оси кромку приваривается ремонтная накладка, увеличивающая величину момента сопротивления сечения на участке трубы, деформирующегося под воздействием возникающего изгибающего момента при нагружении внутренним давлением трубопровода с дефектом смещение кромок;
б) ширина привариваемой ремонтной накладки - не менее 250 мм;
в) для ремонта дефекта длиной не более половины периметра кольцевого стыкового сварного соединения применяется открытая накладка (фиг.1), длина которой должна обеспечивать перекрытие дефекта смещение кромок до величины смещения, равного половине величины максимального смещения;
г) для ремонта дефекта длиной более половины периметра кольцевого стыкового сварного соединения применяется составная кольцевая накладка (фиг.2), охватывающая трубу по всему периметру;
д) ремонтная накладка по наружной поверхности по всему периметру имеет скос с углом 14-30° с притуплением, равным половине толщины накладки (фиг.3);
е) ремонтная накладка приваривается к поверхности трубы нахлесточным швом с катетом, равным половине толщины накладки.
5. Краткое описание чертежей
На фиг.1 представлена конструкция открытой накладки для ремонтов дефектов с протяженностью менее половины периметра кольцевого стыкового сварного соединения; на фиг.2 представлена составная кольцевая накладка для ремонта дефектов с протяженностью более половины периметра кольцевого стыкового сварного соединения; на фиг.3 представлено поперечное сечение накладки с указанием ее геометрических параметров, где 1 - стенка ремонтного участка газопровода, 2 - стенка накладки (полукольца), 3 - дефектное сварное соединение, Sн, Sт - соответственно толщины стенок накладки (полукольца), ремонтного участка газопровода.
6. Осуществление изобретения
Способ ремонта металлических трубопроводов с дефектом смещение сваренных кромок установкой ремонтной накладки осуществляют следующим образом.
При сниженном безопасном давлении в трубопроводе осуществляется его вскрытие, механическая очистка поверхности трубы от изоляционного покрытия и ржавчины. С целью уточнения параметров и границ дефектов, толщины стенки, выявления возможных недопустимых поверхностных и внутренних дефектов производят:
- визуальный, измерительный, ультразвуковой контроль основного металла на очищенной поверхности ремонтного участка газопровода;
- визуальный, измерительный, радиографический или ультразвуковой контроль продольного заводского шва (при наличии внутри зоны установки накладки продольного шва);
- радиографический или ультразвуковой контроль полного периметра кольцевого сварного шва.
При обнаружении в контролируемой зоне неремонтопригодных дефектов (за исключением смещения кромок) участок газопровода подлежит вырезке и замене «катушкой».
В случае, когда на поверхности трубы в месте установки накладки имеется продольный шов, усиление продольного шва удаляется механическим способом до величины 0+0,5 мм.
Ремонтная накладка устанавливается на участок, прилегающий к сварному соединению со стороны трубы, имеющей сваренную кромку со смещением внутрь. Ширина накладки должна быть не менее 250 мм вдоль оси трубопровода. Если участок с недопустимой величиной смещения не превышает половины длины периметра ремонтируемого кольцевого сварного соединения, применяется открытая накладка (фиг.1), длина которой должна обеспечивать перекрытие дефекта смещение кромок до величины смещения, равного половине величины максимального смещения. В случае протяженности участка более половины длины периметра кольцевого сварного соединения устанавливается составная кольцевая накладка (фиг.2), охватывающая трубу по всему периметру. Максимальное расстояние от линии сплавления кольцевого стыкового сварного шва до кромки накладки перед сваркой должно составлять не более 6 мм. Фиксация накладки на трубопроводе осуществляется с помощью обжимных устройств. Приварка накладки к стенке трубопровода и контроль качества сварных швов выполняются в соответствии требованиям действующих отраслевых нормативных документов.
Благодаря созданию условий симметричного нагружения путем установки накладки предложенный способ ремонта позволяет повысить прочность сварного соединения со смещением свариваемых кромок до уровня бездефектного трубопровода.
Способ ремонта металлических трубопроводов с дефектом смещение сваренных кромок установкой ремонтной накладки прошел успешное опробирование в условиях полигона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Муфта для ремонта трубопровода и способ ее установки на дефектный участок | 2016 |
|
RU2658170C1 |
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта трубопровода | 1985 |
|
SU1274898A1 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |


Изобретение относится к области строительства и ремонта трубопроводов и может быть использовано при ремонте и реконструкции трубопроводов, резервуаров, котлов и сосудов высокого давления. Способ ремонта металлических трубопроводов с дефектом смещение сваренных кромок установкой ремонтной накладки заключается в приварке на смещенную к оси трубопровода кромку ремонтной накладки. Установленная накладка увеличивает момент сопротивления сечения стенки трубы и создает условия симметричного нагружения в зоне дефектного сварного соединения. Это позволяет снизить величину концентрации напряжения и повысить прочность сварного соединения со смещением свариваемых кромок до уровня бездефектного трубопровода. Способ позволяет проводить ремонт дефектов смещение сваренных кромок без опорожнения трубопровода и без прекращения транспорта продукта при снижении внутреннего давления до безопасного уровня. 3 ил.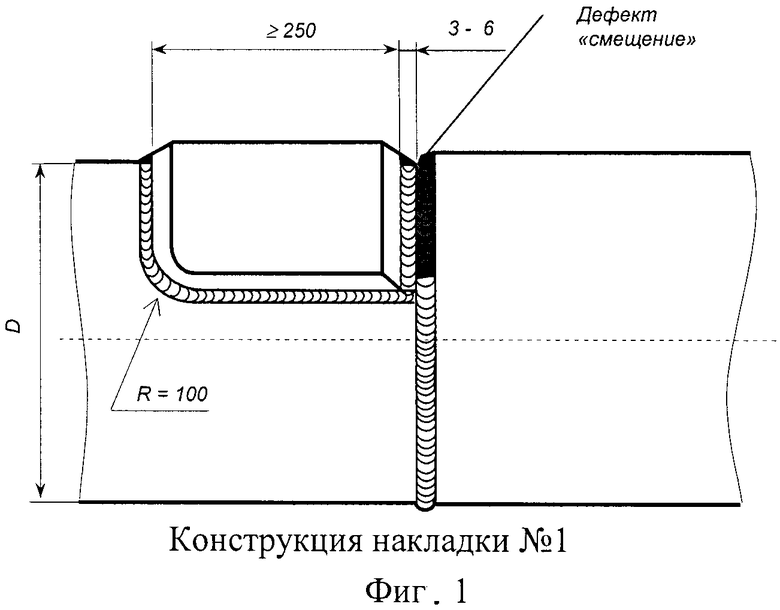
Способ ремонта металлических трубопроводов, имеющих дефект смещения сваренных кромок кольцевых сварных соединений, отличающийся тем, что при ремонте кольцевых швов в месте максимального смещения кромок на сегмент трубы, смещенной к оси трубопровода, приваривается ремонтная накладка с толщиной не более максимальной из толщин кромок ремонтируемого сварного соединения с расстоянием не более 6 мм от неоплавленной границы накладки до линии сплавления данной кромки ремонтируемого кольцевого сварного соединения до ремонтных работ шириной не менее 250 мм, покрывающая участок периметра трубы менее половины длины периметра ремонтируемого кольцевого шва со смещением большим половины максимального в случае протяженности смещения кромок менее половины длины периметра ремонтируемого кольцевого шва и покрывающая участок трубы по всему периметру в случае протяженности смещения кромок больше половины длины периметра ремонтируемого кольцевого сварного соединения.
| Способ контроля качества и ремонта стыков труб при контактной стыковой сварке оплавлением | 1988 |
|
SU1590273A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 1995 |
|
RU2111102C1 |
| Способ ремонта трубопровода | 1989 |
|
SU1680473A1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |

