Известна установка для сушки окрашенных труб, содержаш,ая многосекционную сушильную камеру с конвейером для транспортирования труб в процессе сушки, подаюший и приемный рольганги и нагревательное устройство. Однако эта установка не позволяет получать равномерной толщины покрытия но всей внутренней поверхности изделия.
В предлагаемой установке, с целью получения равномерной толщины покрытия но всей внутренней поверхности изделия, поперек рамы транспортера зоны сушки и непосредственно над его рабочей ветвью расположены неподвижные штырн, благодаря которым обусловливается принудительное вращение изделий вокруг собственной оси.
На фиг. 1 изобрал ена предлагаемая установка в разрезе.
Установка выполнена в виде двухзонной сушильной камеры, состоящей из зоны сушки 1 и зоны отверждения 2. Каждая зона снабжена автономными транспортерами ,
соединенными между собой на границе зон мостиком 5 для перекатывания металлоизделий, и индивидуальными электронагревателями 5 и 7.
Для принудительного вращения металлоизделий при их перемещении по туннелю зоны сущки 1 поперек рамы транспортера 5 этой зоны и непосредственно над его рабочей ветвью на некотором расстоянии друг от друга расположены неподвижные щтыри 8.
Транспортер 4 зоны отверждения установлен с некоторым углом подъема в сторону выходного проема сушильной камеры, скорость его меньше скорости транспортера зоны сушки, благодаря чему обеспечивается самопроизвольная укладка металлоизделий в несколько вертикальных рядов, а также сокращается длина зоны отверждения и, следовательно, длина всей сушилки.
Для поштучной эвакуации металлоизделий из туннеля сушилки н автоматической передачи нх на следующую операцию в створе с
двухсекционным транспортером сушилки за выходным проемом туннеля установлен ленточный транспортер 9 с наклонным лоткомсборннком 10 металлоизделий, соединенный с транспортером 4 зоны отверждения переходным мостиком // для перекатывания металлоизделий. Скорость транспортера 9 больше чем скорость транспортера 4.
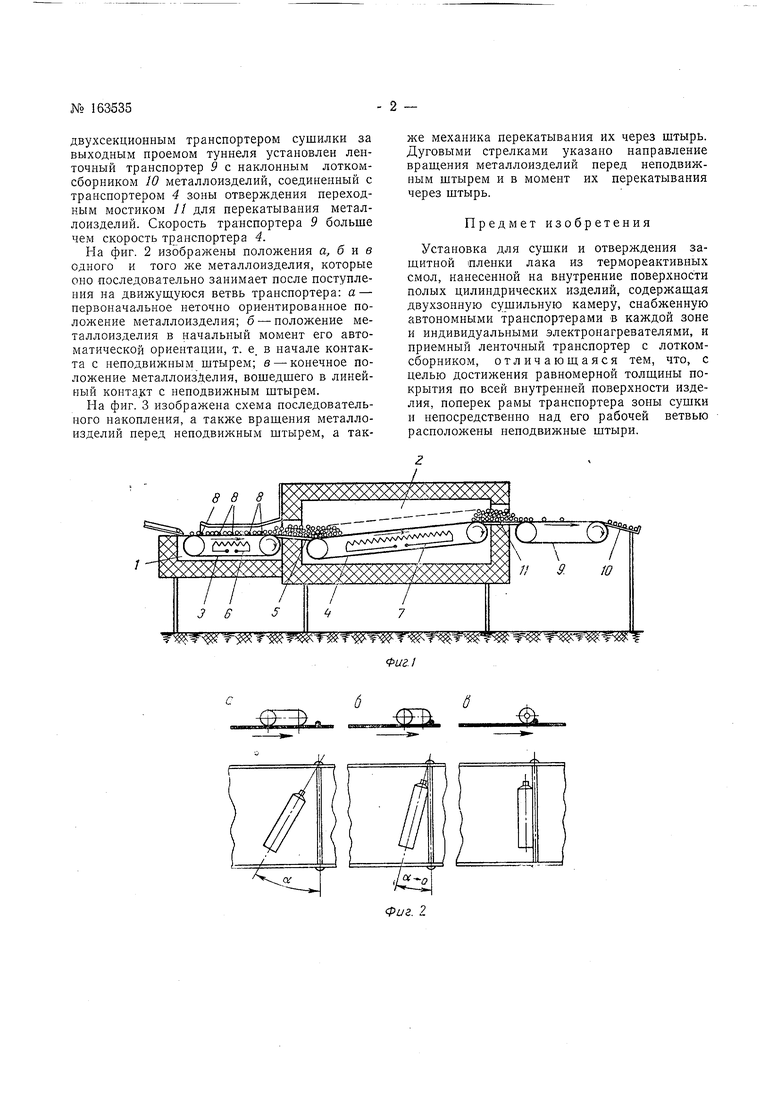
На фнг. 2 изображены положения а, б я в одного и того же металлоизделия, которые оно последовательно занимает после поступления на движушуюся ветвь транспортера: а - первоначальное неточно орнентированное положение металлоизделия; б - положение металлонзделия в начальный момент его автоматической ориентации, т. е. в начале контакта с неподвижным штырем; в - конечное положение металлоизделия, вошедшего в линейный конта.кт с неподвижным штырем.
На фиг. 3 изображена схема последовательного накопления, а также вращения металлоизделий перед неподвижным штырем, а также механика перекатывания их через штырь. Дуговыми стрелками указано направление врашения металлоизделий перед неподвижным штырем и в момент их перекатывания через штырь.
Предмет изобретения
Установка для сушки и отверждения зашитной пленки лака из термореактивных смол, нанесенной на внутренние поверхности полых цилиндрических изделий, содержащая двухзонную сушильную камеру, снабженную автономными транспортерами -в каждой зоне и индивидуальными электронагревателями, и приемный ленточный транспортер с лоткомсборником, отличающаяся тем, что, с целью достижения равномерной толщины покрытия цо всей внутренней поверхности изделия, поперек рамы транспортера зоны сушки и непосредственно над его рабочей ветвью расположены неподвижные штыри. Э
VI
,Г R ,5 ,Аf ,В ,Ь ,А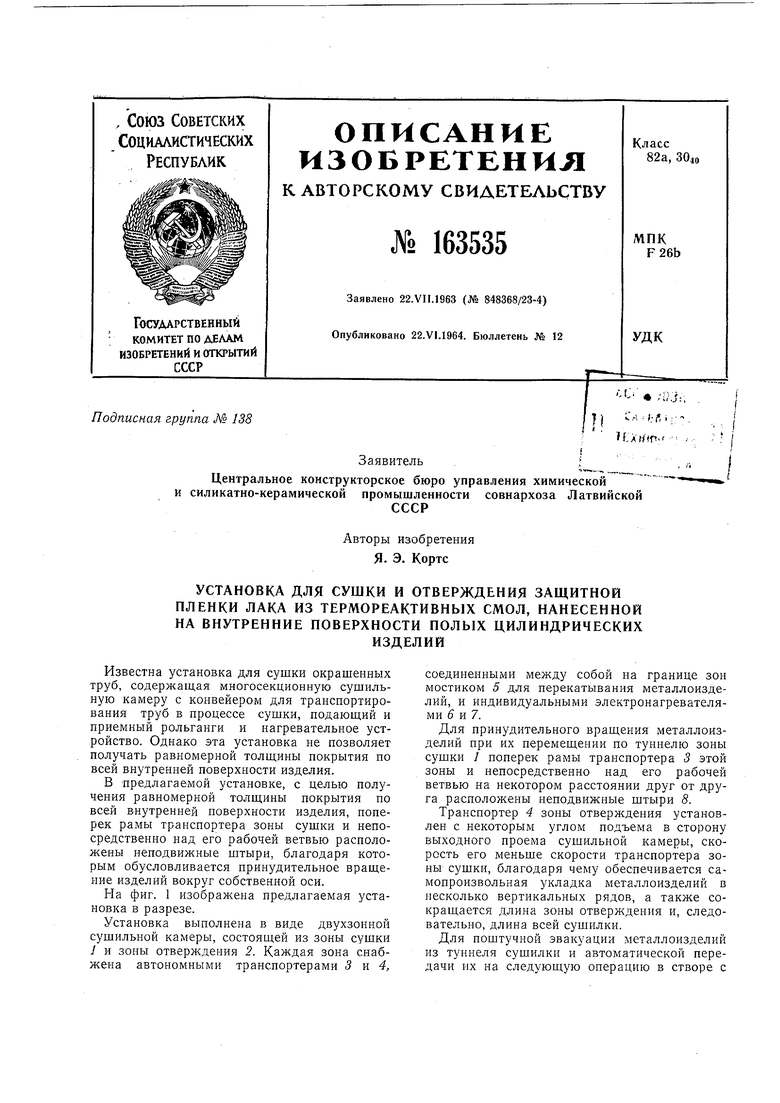
| название | год | авторы | номер документа |
|---|---|---|---|
| СУШИЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2007 |
|
RU2371651C2 |
| КОНВЕЙЕРНЫЙ СТАБИЛИЗАТОР КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2341083C2 |
| Установка для сушки льнотресты | 1980 |
|
SU901778A1 |
| УСТАНОВКА ДЛЯ СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1967 |
|
SU198242A1 |
| Способ конвективно-радиационной сушки лакокрасочных покрытий | 1988 |
|
SU1627792A1 |
| Сушилка пророщенного зерна | 2021 |
|
RU2757401C1 |
| Перегородка для ленточной сушилки | 1981 |
|
SU953398A1 |
| УСТАНОВКА СУШИЛЬНАЯ КОНВЕЙЕРНАЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2175427C1 |
| СУШИЛКА | 2002 |
|
RU2292522C2 |
| СУШИЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1995 |
|
RU2096704C1 |

