Изобретение относится к области пищевой промышленности, а именно к оборудованию для стабилизации коротких макаронных изделий после сушки, и может быть использовано в составе поточных линий для их производства.
Необходимость такого оборудования обусловлена тем, что в настоящее время при производстве коротких макаронных изделий в основном используют, как наиболее производительные, высокотемпературные режимы их сушки.
Применение таких режимов - вынужденная мера, поскольку за ограниченно короткий промежуток времени необходимо полностью высушить изделия. Это часто приводит к образованию трещин на поверхности высушиваемых изделий, особенно трубчатых (перья, рожки) и фигурных (ракушки и др.) с толщиной стенок 2 мм и более.
Объясняется это тем, что при таком форсировании сушки, с использованием воздуха с высокой сушильной способностью, перепад по влажности между наружными и внутренними слоями продукта достигает значительных величин вследствие того, что влага из внутренних слоев не успевает переместиться к наружным. При этом более сухие наружные слои стремятся сократить свою длину, а более влажные внутренние - препятствуют этому. В результате внутри изделий на границе слоев возникают т.н. внутренние напряжения сдвига.
Величина этих напряжений тем значительнее, чем интенсивнее удаляется влага с поверхности изделий, чем в большей степени отстает темп подвода влаги из внутренних слоев к наружным и чем больше градиент влажности.
Усадка изделий при жесткой сушке происходит неравномерно. И если при этом упомянутые выше напряжения превысят предельно допустимое, критическое значение, произойдет разрушение структуры изделий. На их поверхности появятся микротрещины.
Высушенные таким образом макаронные изделия очень непрочны, зачастую превращаются в лом или даже крошку.
Тем не менее, высокотемпературная сушка короткорезанных макаронных изделий пока остается самой распространенной, главным образом, из-за большой производительности используемого для этого оборудования при относительно небольших габаритных размерах, высокой надежности работы и сравнительно небольшой стоимости его.
На выходе из сушилки макаронные изделия имеют достаточно высокую температуру, приблизительно равную температуре сушильного воздуха (порядка 75÷80°С). Поэтому во избежание растрескивания макаронные изделия после высокотемпературной сушки целесообразно подвергать стабилизации и охлаждению без дальнейшего испарения из них влаги до температуры, приемлемой для их упаковки (порядка 22÷35°С).
Для этого следует принудительно прервать следующий обычно за высокотемпературной сушкой процесс охлаждения макаронных изделий и выдержать их в течение необходимого времени в воздушной среде с равновесной влажностью, характеризующейся сравнительно низкой, порядка 30÷35°С, температурой и повышенной примерно до 70÷75°С влажностью воздуха.
В процессе стабилизации макаронных изделий происходит выравнивание температурно-влажностных показателей по всему их объему (слоям) и снижение величины остаточных механических напряжений в них до приемлемого уровня, исключающего возможность ухудшения соответствующего качества продукта.
Для исключения в дальнейшем вероятности испарения из стабилизированных макаронных изделий влаги при последующем охлаждении их до необходимой температуры посредством обдува воздухом, последний должен иметь относительную влажность, близкую к равновесной.
Из отечественной и зарубежной специальной литературы и других общедоступных информационных источников известен ряд аналогов заявляемого технического решения, предназначенных для достижения рассматриваемой задачи (см., например, «Справочник по макаронному производству», М.Е.Чернов, Г.М.Медведев, В.П.Негруб. М., Легкая промышленность, 1984, стр.175-180, рис.58-61: учебник «Технология макаронного производства», Г.М.Медведев. М., Колос, 1998. УДК 664.691.694, ББК 36.83. М42, стр.169-171, рис.63, 64: Пат. RU №2109462, A23L 1/16, А21С 9/00, F26B 9/00, 27.04.98 и др.).
По принципу действия большинство из известных аналогов относятся к бункерным и конвейерным накопителям-стабилизаторам.
Кроме них на макаронных предприятиях эксплуатируется и достаточно большое количество виброохладителей различных конструкций, например полочных и шахтных, которые имеют значительно меньшую вместимость и используются, по существу, только для охлаждения продукта после его сушки. Делается это посредством интенсивной продувки слоя изделий воздухом помещения.
Большинство из приведенных в вышеупомянутых источниках известных аналогов достаточно сложны в исполнении и нетехнологичны, имеют большие габариты, нерациональную компоновку и металлоконструкцию, несовершенный привод и систему охлаждения продукта, а также обладают недостаточно высокой производительностью и надежностью работы, неудобны в обслуживании и ремонте и слишком дороги.
Конструкция практически всех из них построена на традиционной элементной базе и относительно устаревших технических решениях, не позволяющих достигнуть необходимого совершенства оборудования рассматриваемого класса, отвечающего современному уровню, а следовательно, и его конкурентоспособности на рынке.
Из числа известных аналогов заявляемого технического решения ближайшим (прототипом) может служить конвейерный накопитель-стабилизатор Б6-ЛОВ разработки Ростовского-на-Дону СКБ «Продмаш», описание и общий вид которого приведены на стр.176-178 и рис.59 вышеупомянутого «Справочника по макаронному производству».
Конструктивно он содержит теплоизолированный секционный корпус каркасно-панельного типа с рабочей камерой тоннельного исполнения, в которой размещены с ориентацией вдоль тоннеля два расположенных один над другим ленточных транспортера с электромеханическим приводом, располагаемый в начале тоннеля с его внешней стороны наклонный загрузочный транспортер, а в конце тоннеля - поперечно ориентированный транспортер для выгрузки изделий с индивидуальными приводами одинакового исполнения, каждый из которых включает в себя электродвигатель, червячный редуктор и клиноременную передачу, и охлаждающий агрегат.
В конструкции каждого из располагаемых в рабочей камере транспортеров использована бесконечная нейлоновая сетчатая лента, поперек которой по всей ее длине установлены специальные опорно-поддерживающие профили стержневого типа.
Привод этих транспортеров осуществляется от электродвигателя через планетарный редуктор, коробку скоростей и две цепные передачи, обеспечивающие независимое перемещение транспортерных лент каждого из конвейерных ярусов. Регулировка скорости движения лент транспортеров рабочей камеры осуществляется посредством переключения соответствующих зубчатых колес в коробке скоростей.
В зонах загрузки макаронных изделий над каждым из обоих транспортеров рабочей камеры установлены наклонные щитки, примыкающие верхним срезом к загрузочному транспортеру.
Под ведущим барабаном нижнего транспортера рабочей камеры установлена сужающаяся книзу разгрузочная воронка, нижний срез которой подведен к ленте транспортера для выгрузки изделий.
Под ведущим барабаном верхнего транспортера рабочей камеры расположен аналогичный упомянутым выше наклонный щиток, нижний срез которого подведен к входному раструбу воронки для выгрузки изделий.
В зоне загрузки макаронных изделий установлены специальные шиберы, направляющие пересыпаемые изделия на тот или другой ярус.
Охлаждающий агрегат известного накопителя-стабилизатора выполнен и виде соответствующей вентиляторной системы, включающей в себя два приводимых в действие от индивидуальных электродвигателей центробежных вентилятора, установленные в начале тоннеля, по одному на каждом ярусе, под соответствующими наклонными щитками, с примыканием к последним расширенной частью своих напорных патрубков. Обдув макаронных изделий осуществляется в момент пересыпки их с загрузочного транспортера на ленты транспортеров рабочей камеры, когда они скользят по наклонным плоскостям упомянутых щитков. При этом охлаждающий воздух пропускается прямо через толщу перемещающегося по щиткам продукта, а вентиляторы обеспечивают постоянный обмен воздуха.
Конвейерные накопители-стабилизаторы рассматриваемого типа достаточно давно эксплуатируются на макаронных предприятиях, являясь одной из компонент традиционных технологий (производственного процесса).
Однако и им присуще подавляющее большинство из вышеуказанных недостатков.
Помимо этого следует отметить, что ориентация наклонных щитков в известном накопителе-стабилизаторе нерациональна, поскольку не обеспечивает необходимого упорядочивания пересыпки продукта. При сходе с движущихся лент транспортеров макаронные изделия вследствие соответствующей инерции будут рассеиваться по ходу движения. И чем выше скорость движения лент, тем больше будет площадь рассеивания. Для исключения указанного эффекта достаточно соответствующим образом изменить пространственную ориентацию щитков.
Кроме того, установка стержневых опорно-поддерживающих профилей в соответствующие отверстия передней и задней стенок корпуса накопителя-стабилизатора достаточно затруднительна из-за относительно большого расстояния между ними. Пропущенные через отверстия одной стенки концы указанных штырей в располагаемые напротив них отверстия другой стенки из-за отсутствия соответствующих ловителей приходится вводить практически вслепую, методом тыка.
Вследствие рассмотренных особенностей исполнения и компоновки охлаждающего агрегата в прототипе для стабилизации высушенных макаронных изделий практически не используется достаточно высокая их собственная температура после сушки, когда еще влага в них находится в виде пара, а градиент температуры направлен от центра к поверхности и миграция влаги совпадает с направлением теплового потока остывающего продукта.
Указанная особенность обусловлена тем, что макаронные изделия в данном случае подвергаются интенсивному обдуву воздухом, с обеспечением постоянного обмена последнего, сразу же в момент пересыпки их с загрузочного транспортера на ленты транспортеров рабочей камеры.
В результате реализуется достаточно жесткий режим стабилизации, а по существу - охлаждения макаронных изделий до необходимой температуры после их сушки, со всеми вытекающими отсюда негативными последствиями.
Такой режим охлаждения может привести, при определенном стечении обстоятельств, к увеличению внутренних напряжений сдвига в структуре макаронных изделий.
Увеличение упомянутых напряжений при быстром охлаждении макаронных изделий обусловлено тем, что резкое снижение температуры их поверхностного слоя ведет к ускоренному испарению из него влаги. И хотя возникающий при этом градиент температуры направлен в ту же сторону, что и градиент влажности, влага не успевает подойти из внутренних слоев к поверхности вследствие низкой влагопроводности плотной структуры высушенных изделий.
По этой, а также по ряду других причин использование данного накопителя в поточных линиях производства коротких макаронных изделий, где реализуются высокотемпературные режимы их сушки, проблематично.
Задачей настоящего изобретения является устранение вышеупомянутых недостатков известных аналогов и прототипа заявляемого конвейерного стабилизатора коротких макаронных изделий, а именно улучшение его технико-эксплуатационных качеств, позволяющих достигнуть современного технического уровня и конкурентоспособности такого рода оборудования, а также снижение стоимости и сокращение сроков его создания.
В соответствии с изобретением она достигается конкретной совокупностью существенных признаков заявляемого конвейерного стабилизатора коротких макаронных изделий.
К совокупности существенных признаков, характеризующих заявляемый конвейерный стабилизатор, относятся:
- принадлежность его к оборудованию для производства коротких макаронных изделий;
- наличие теплоизолированного секционного корпуса каркасно-панельного типа с оснащенной воронками для загрузки и выгрузки указанных изделий рабочей камерой тоннельного исполнения;
- размещение в рабочей камере корпуса, с ориентацией вдоль тоннеля, нескольких располагаемых один над другим со взаимным смещением по длине ленточных транспортеров с электромеханическим приводом, включающим в себя электродвигатель, редуктор и цепную передачу, и изменяемой скоростью движения;
- выполнение натянутых на ведущие и ведомые барабаны транспортеров рабочей камеры бесконечных лент сетчатыми из высокопрочного синтетического материала;
- наличие дискретно размещаемых в продольном направлении под ведущими ветвями сетчатых лент транспортеров поперечно ориентированных профилей стержневого типа, с которыми кинематически взаимодействуют упомянутые ленты;
- наличие установленных в местах пересыпки изделий с ленты одного транспортера на ленту другого и выгрузки поперечно ориентированных наклонных щитков;
- наличие охлаждающего агрегата вентиляторного типа;
- наличие пульта управления;
- схемное выполнение стабилизатора из трех отдельно собираемых основных модулей, а именно центрального и двух жестко прикрепляемых с противоположных сторон к каркасу корпуса его тоннельной части боковых навесных, равновеликого с последней поперечного сечения, в одном из которых, ведущем, сгруппированы электромеханический привод и ведущие барабаны ленточных транспортеров, а в другом, ведомом, - ведомые барабаны последних;
- размещение электромеханического привода на лицевой панели ведущего модуля;
- выполнение электромеханического привода общим для всех транспортеров;
- регулировка частоты вращения электродвигателя при помощи соответствующего преобразователя;
- выполнение приводной цепи одинарной общей для всех транспортеров;
- кинематическое сопряжение приводной цепи с располагаемыми на валах ведущих барабанов транспортеров и оси цапфы, закрепленной с возможностью регулировки положения на той же панели, между валами упомянутых барабанов среднего и нижнего транспортеров, соответственно тяговыми и натяжной звездочками, а также с установленным с внешней стороны восходящей ветви цепи, между валами верхнего и нижнего барабанов, с заглублением в прямоугольную канавку последней, образованную ее боковыми пластинками и втулками, подпружиненным поджимным роликом из твердого износостойкого материала;
- установка поджимного ролика цепной передачи электромеханического привода на оси, обращенного консолью книзу поворотного рычага шарнирно присоединенного к неподвижно закрепленному на корпусе подшипниковой опоры вала ведущего барабана верхнего транспортера стяжному хомуту, кинематически сопряженному с консольным концом рычага посредством упругого звена пружинного типа;
- выполнение опорно-поддерживающих профилей стержневого типа в виде съемных штырей круглого сечения с заостренным с одной из сторон наконечником, вставляемых в пары соосно располагаемых напротив друг друга сквозных посадочных отверстий соответствующего диаметра в передней и задней стенках центрального модуля;
- формирование в зонах нахождения посадочных отверстий под съемные штыри на внутренней поверхности каждой из вышеупомянутых стенок ловителей заостренных наконечников штырей;
- выполнение ловителей в виде охватывающих посадочные отверстия под штыри и открытых спереди и сверху приварных приемников коробчатой конфигурации с широкой заходной и сужающейся до размеров посадочных отверстий донной частями;
- расположение загрузочной воронки в начале тоннеля, над верхним транспортером;
- выполнение правой наклонной стенки загрузочной воронки длиннее левой и ввод ее вовнутрь сквозь потолочную панель корпуса ведомого модуля до касания прикрепленной к ее нижней кромке обтюрирующей полоской из эластичного влаготермостойкого материала с внешней поверхностью ведущей ветви сетчатой ленты;
- прикрепление на уровне нижнего среза левой наклонной стенки загрузочной воронки к каркасу корпуса сдвоенной шторки из такого же, как и у вышеупомянутой обтюрирующей полоски, материала, перекрывающей проем между потолочной панелью и указанной ветвью ленты;
- выполнение крепления располагаемой с противоположной стороны, на выходе из тоннеля, воронки для выгрузки изделий на каркасе корпуса ведущего модуля с возможностью регулировки ее положения относительно ведущего барабана нижнего транспортера как в продольном, так и в поперечном направлениях;
- встраивание располагаемого в зоне нахождения воронки для выгрузки изделий наклонного щитка непосредственно во внутреннюю полость, с примыканием к ее задней стенке;
- перекрытие образованного между барабаном и верхним срезом обращенной к нему передней наклонной стенки воронки проема прикрепленным к последней обтюратором из эластичного влаготермостойкого материала, плотно примыкающим к цилиндрической поверхности барабана;
- установка в зонах расположения каждого из барабанов обоих боковых модулей, под ведущими ветвями сетчатых транспортерных лент, с примыканием к ним, горизонтально ориентированных плоских опорно-поддерживающих и направляющих элементов, выполненных в виде соответствующих неподвижных панелей и поперечных перемычек с отогнутыми книзу и притупленными по краям заходными и выходными кромками;
- формирование на внутренней поверхности передней и задней стенок тоннельной части центрального модуля соответствующих располагаемых на уровне ведущих ветвей транспортерных лент и ориентированных в продольном направлении боковых наклонных направляющих;
- прикрепление под воронкой для выгрузки изделий снаружи корпуса с возможностью перемещения в поперечных направляющих последнего сужающегося книзу съемного раструба коробчатой формы;
- сужение нижних срезов каждого из установленных в местах пересыпки изделий с ленты одного транспортера на ленту другого наклонных щитков, по отношению к верхним, при помощи соответствующих боковых скосов;
- снабжение нижних кромок установленных в местах пересыпки изделий с ленты одного транспортера на ленту другого наклонных щитков прикрепленными к ним плоскими обтюрирующими полосками из эластичного влаготермостойкого материала;
- опускание каждого из установленных в зонах пересыпки изделий с ленты одного транспортера на ленту другого наклонных щитков вниз, до касания своей обтюрирующей полоской с внешней поверхностью ведущей ветви ленты транспортера, на который пересыпаются изделия, с отклонением верхних их кромок в сторону, по ходу движения ведущих ветвей лент, от транспортеров, с которых они ссыпаются;
- дополнительная установка в местах пересыпки изделий с ленты одного транспортера на ленту другого с примыканием к боковым скосам наклонных щитков и внешней поверхности ведущей ветви транспортерной ленты продольно ориентированных плоских наклонных бортиков с закрепленными на их нижних кромках обтюрирующими полосками из эластичного влаготермостойкого материала;
- разделение объема рабочей камеры на две располагаемые друг над другом полости: верхнюю, в которой находятся два из трех транспортеров, и нижнюю - с третьим;
- экранировка нижней полости рабочей камеры от верхней спереди и сзади общими для обеих полостей внутренними вертикальными стенками корпуса, сверху и снизу - пропущенными напроход сквозь сетчатые ленты второго и третьего транспортеров, между их ведущими и ведомыми ветвями, с жестким закреплением на упомянутых выше стенках, наклонными перегородками, а с боковых сторон - соответствующими шторками из эластичного влаготермостойкого материала;
- снабжение экранированной нижней полости рабочей камеры выполненными в тех же стенках двумя щелевидными проемами, один из которых расположен на входе в указанную полость, а другой - на выходе из нее, напротив соответственно нижнего и среднего транспортеров;
- оснащение охлаждающего агрегата водяным теплообменником, радиатор которого соосно сопряжен через диффузор с напорным патрубком корпуса вентилятора;
- расположение охлаждающего агрегата в обособленном отсеке под тоннелем центрального модуля с ориентацией продольной осью поперек лент транспортеров, теплообменником - в сторону входного, а вентилятором - в сторону выходного щелевидных проемов экранированной полости;
- снабжение рабочей камеры располагаемым на одной из внешних панелей центрального модуля дренажным патрубком, проходное сечение которого перекрывается плоской выдвижной заслонкой;
- прикрепление к нижнему срезу каркаса корпуса центрального модуля регулируемых по высоте ножек.
Совпадающими в прототипе и заявляемом изобретении являются первые восемь из существенных признаков, приведенных в данном перечне, а остальные - отличительными.
При этом все из указанных отличительных признаков относятся к существенным, поскольку каждый из них соответствующим образом (в той или иной мере) влияет на достигаемый при осуществлении заявляемого изобретения технический результат, т.е. находятся с ним в причинно-следственной связи.
Характер указанного влияния применительно к каждому из отличительных признаков рассмотрен ниже по тексту при пояснении сущности заявляемого и изобретения.
Сущность заявляемого изобретения поясняется чертежами.
На фиг.1 - общий вид заявляемого конвейерного стабилизатора коротких макаронных изделий.
На фиг.2 - общий вид заявляемого конвейерного стабилизатора коротких макаронных изделий со вскрытой тоннельной частью корпуса.
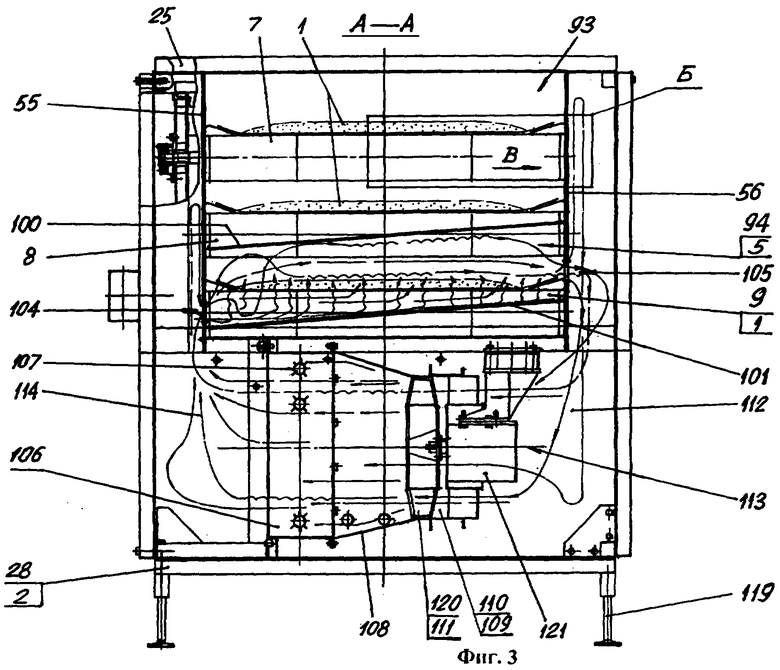
На фиг.3 - вертикальный разрез А-А (см. фиг.1) в плоскости расположения охлаждающего агрегата.
На фиг.4 - выносной элемент Б (см. фиг.3), поясняющий особенности установки поперечно-ориентированных штыревых опорно-поддерживающих профилей в посадочных отверстиях.
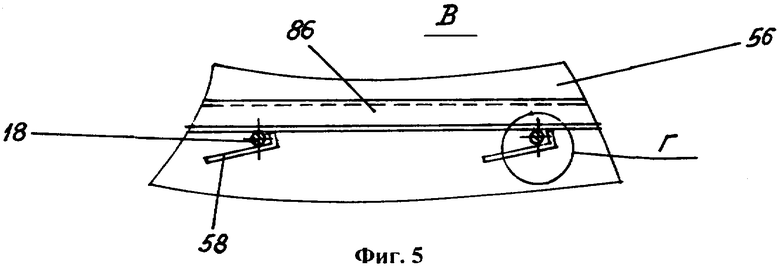
На фиг.5 - вид В изнутри (см. фиг.3) на внутреннюю поверхность задней вертикальной стенки корпуса центрального модуля стабилизатора.
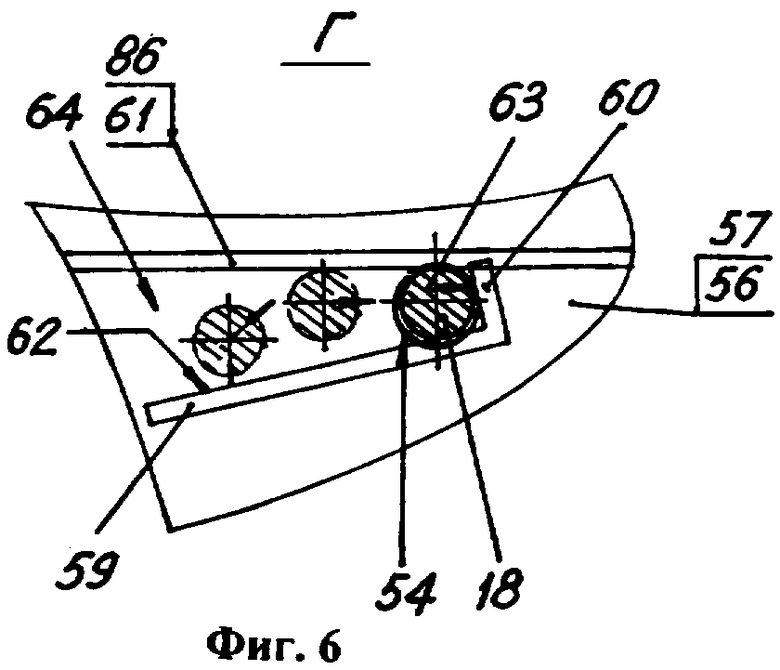
На фиг.6 - выносной элемент Г (см. фиг.5) с увеличенным фрагментом задней вертикальной стенки корпуса центрального модуля в месте расположения ловителя заостренного конца штыревого опорно-поддерживающего профиля.
На фиг.7 - горизонтальный разрез Д-Д (см. фиг.1) центрального модуля стабилизатора по месту расположения дренажного патрубка рабочей камеры.
На фиг.8 - вид Е слева (см. фиг.1) на ведущий навесной модуль стабилизатора (боковая панель корпуса условно не показана).
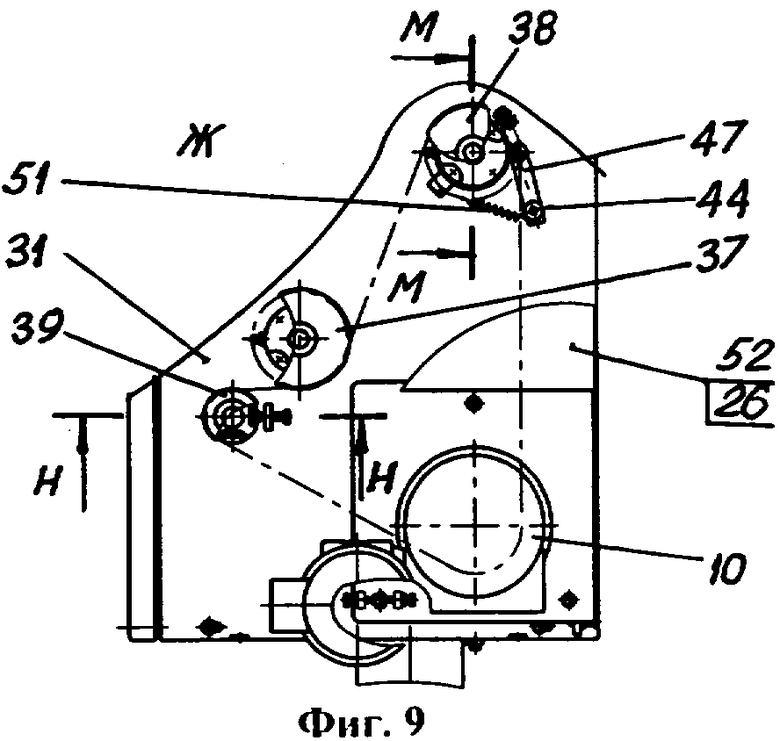
На фиг.9 - вид Ж спереди (см. фиг.8) на ведущий модуль стабилизатора.
На фиг.10 - вертикальный разрез И-И (см. фиг.8) ведущего модуля стабилизатора в зоне расположения электромеханического привода ленточных транспортеров.
На фиг.11 - вертикальный разрез К-К (см. фиг.8) ведущего модуля стабилизатора в продольном направлении.
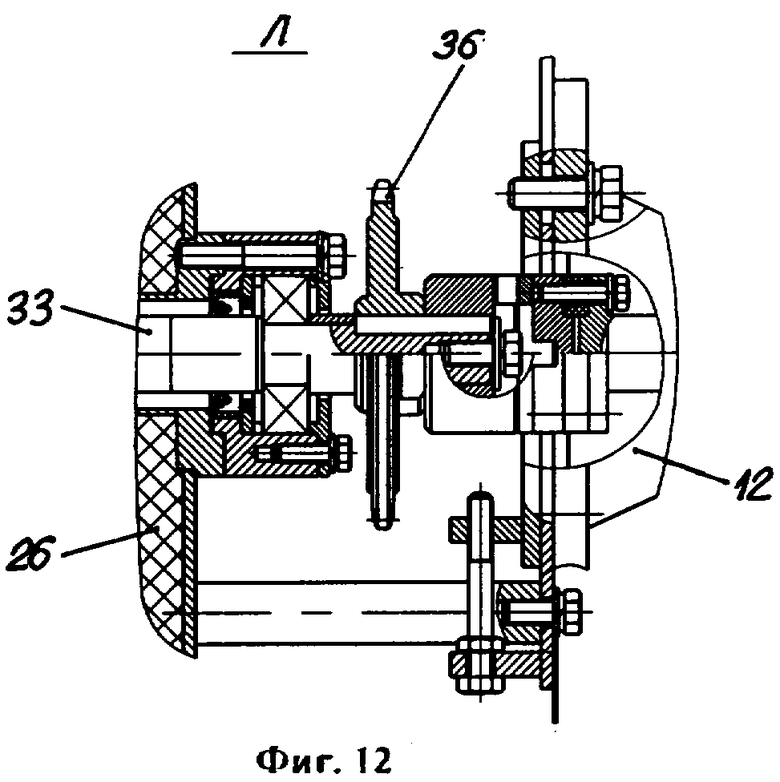
На фиг.12 - выносной элемент Л (см. фиг.8) с увеличенным фрагментом узла сопряжения выходного вала червячного редуктора электромеханического привода транспортеров с валом ведущего барабана нижнего транспортера.
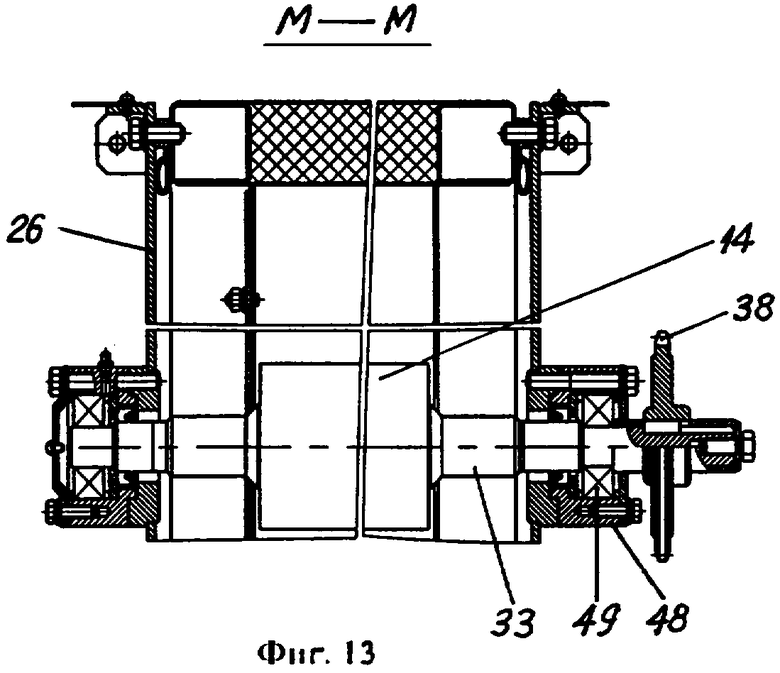
На фиг.13 - вертикальный разрез М-М (см. фиг.9) ведущего модуля стабилизатора в плоскости расположения барабана верхнего транспортера.
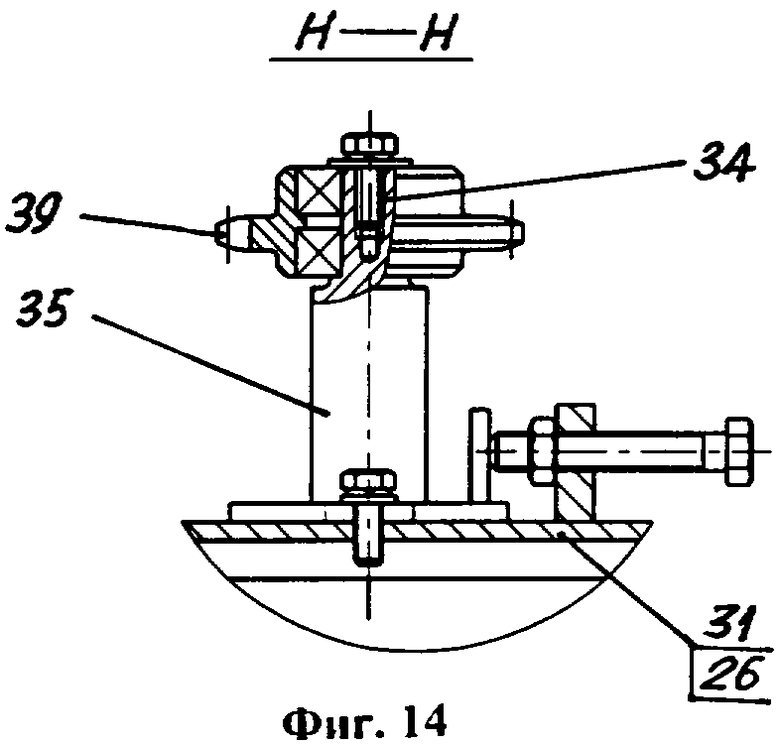
На фиг.14 - горизонтальный разрез Н-Н (см. фиг.9) ведущего модуля стабилизатора в плоскости расположения цапфы для крепления натяжной звездочки электромеханического привода.
На фиг.15 - выносной элемент О (см. фиг.10) с увеличенным фрагментом тяговой цепи привода.
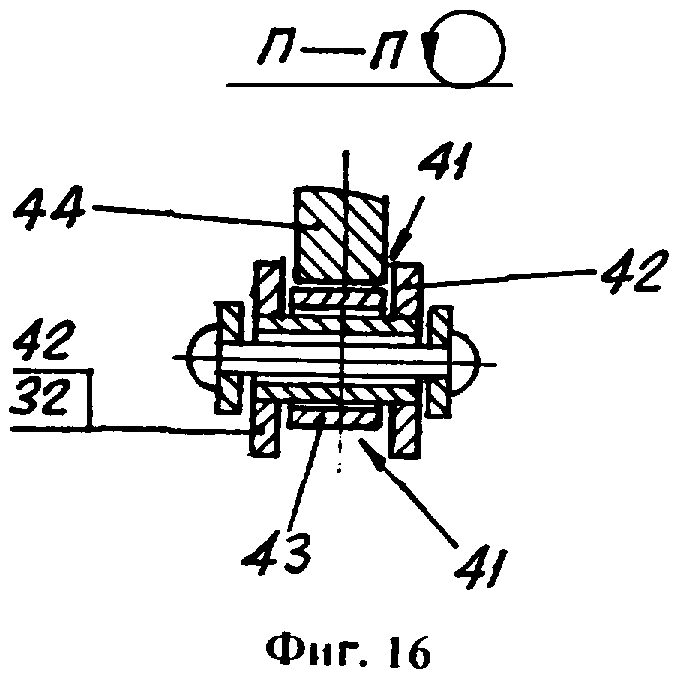
На фиг.16 - поперечный разрез П-П (см. фиг.15) тяговой цепи привода.
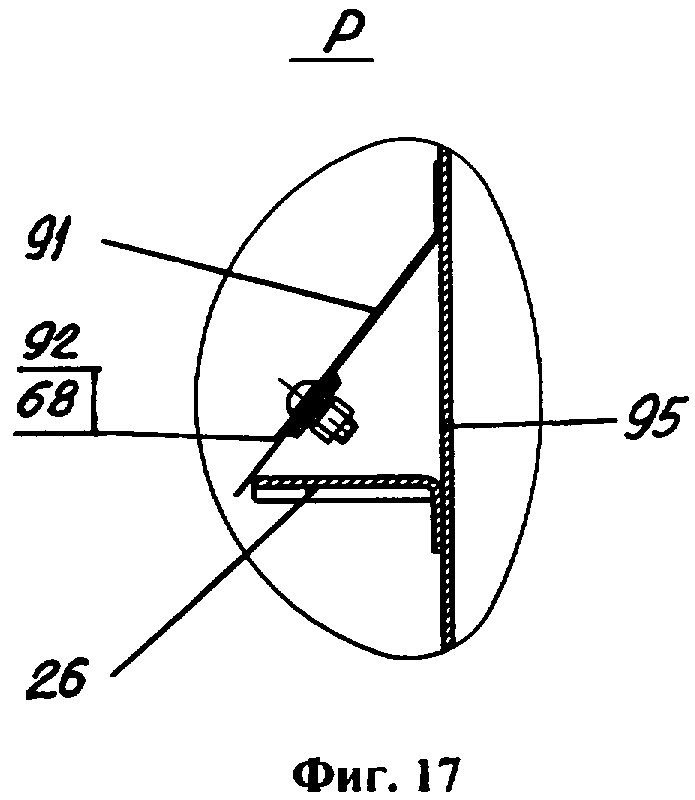
На фиг.17 - выносной элемент Р (см. фиг.8) с увеличенным фрагментом конструкции ведущего модуля стабилизатора в зоне расположения наклонного щитка.
На фиг.18 - выносной элемент С (см. фиг.11) с увеличенным фрагментом конструкции ведущего модуля стабилизатора в зоне расположения воронки для выгрузки макаронных изделий.
На фиг.19 - вид Т справа (см. фиг.1) на ведомый модуль стабилизатора (боковая панель корпуса условно не показана).
На фиг.20 - вид У слева (см. фиг.19) на ведомый модуль стабилизатора.
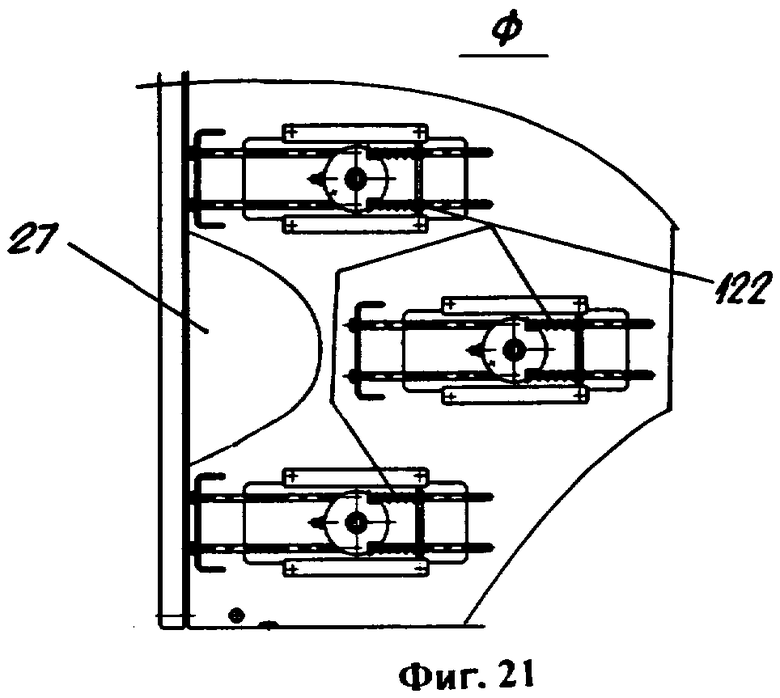
На фиг.21 - вид Ф справа (см. фиг.19) на ведомый модуль стабилизатора.
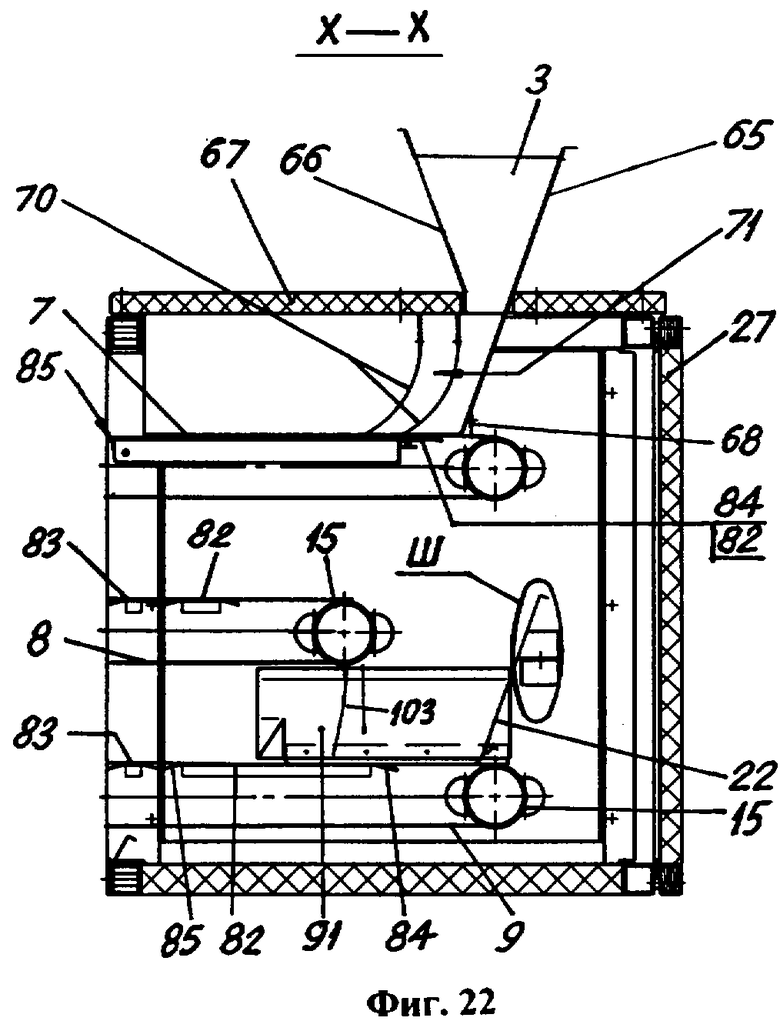
На фиг.22 - вертикальный разрез Х-Х (см. фиг.19) ведомого модуля стабилизатора в продольном направлении.
На фиг.23 - вертикальный разрез Ц-Ц (см. фиг.20) ведомого модуля стабилизатора в плоскости расположения барабана верхнего транспортера.
На фиг.24 - выносной элемент Ш (см. фиг.22) с увеличенным фрагментом наклонного щитка, установленного в зоне пересыпки макаронных изделий с ленты среднего транспортера на ленту нижнего.
На фиг.25 - выносной элемент Э (см. фиг.19) с увеличенным фрагментом конструкции ведомого модуля стабилизатора в зоне расположения плоских наклонных бортиков.
Заявляемый конвейерный стабилизатор коротких макаронных изделий 1 (см. фиг.1-25) содержит теплоизолированный секционный корпус 2 каркасно-панельного типа с оснащенной воронками 3, 4 для загрузки и выгрузки указанных изделий рабочей камерой 5 тоннельного исполнения, в которой размещены, с ориентацией вдоль тоннеля 6, несколько располагаемых один над другим со взаимным смещением по длине ленточных транспортеров 7-9 с электромеханическим приводом 10, включающим в себя электродвигатель 11, редуктор 12 и цепную передачу 13, и изменяемой скоростью движения, натянутые на ведущие и ведомые барабаны 14, 15 которых бесконечные сетчатые ленты 16 из высокопрочного синтетического материала кинематически взаимодействуют с дискретно размещаемыми в продольном направлении под их ведущими ветвями 17 поперечно ориентированными опорно-поддерживающими профилями 18 стержневого типа, установленные в местах 19-21 пересыпки изделий с ленты одного транспортера на ленту другого и выгрузки поперечно ориентированные наклонные щитки 22, охлаждающий агрегат 23 вентиляторного типа и пульт управления 24.
Схемно он выполнен из трех отдельно собираемых основных модулей 25-27, а именно центрального и двух жестко прикрепляемых с противоположных сторон к каркасу 28 корпуса 2 его тоннельной части боковых навесных, равновеликого с последней поперечного сечения.
В одном из боковых, ведущем модуле 26 сгруппированы электромеханический привод 10 и ведущие барабаны 14, а в другом, ведомом модуле 27 - ведомые барабаны 15 транспортеров 7-9.
Данное техническое решение делает конструкцию заявляемого стабилизатора высокотехнологичной. Образуемое при этом свободное пространство под боковыми модулями стабилизатора может быть использовано для других целей, и в частности для прокладки под ведущим модулем трассы сборного ленточного транспортера 29 поточной линии, обеспечивающего доставку стабилизированных и охлажденных изделий на участок упаковки, и размещения сопрягающего указанный транспортер с местом 21 выгрузки изделий вибролотка 30.
Указанное обстоятельство позволяет, в отличие от прототипа, исключить из состава стабилизатора специальный загрузочный транспортер для выгрузки изделий и на этой основе значительно упростить его конструкцию и сократить сроки и стоимость изготовления последнего.
Электромеханический привод 10 (см. фиг.8-10, 12-14) размещен на лицевой панели 31 ведущего модуля 26 и выполнен общим для всех транспортеров 7-9. В приводе использован стандартный червячный редуктор 12. Частота вращения электродвигателя 11 привода 10 регулируется при помощи соответствующего преобразователя (не показан). Приводная цепь 32 выполнена одинарной и кинематически сопряжена с располагаемыми на валах 33 ведущих барабанов 14 транспортеров 7-9 и оси 34 цапфы 35, закрепленной с возможностью регулировки положения на той же панели 31 между валами упомянутых барабанов среднего и нижнего транспортеров 8, 9, соответственно тяговыми и натяжной звездочками 36-39, а также с установленным с внешней стороны восходящей ветви 40 цепи, между валами ведущих барабанов верхнего и нижнего транспортеров 7, 9, с заглублением в прямоугольную канавку 41 последней, образованную ее боковыми пластинками 42 и втулками 43, подпружиненным поджимным роликом 44 из твердого износостойкого материала.
Поджимной ролик 44 (см. фиг.9, 10, 15, 16) цепной передачи 13 электромеханического привода 10 установлен на оси 45 обращенного консолью 46 книзу поворотного рычага 47, шарнирно присоединенного к неподвижно закрепленному на корпусе 48 подшипниковой опоры 49 вала 33 ведущего барабана 14 верхнего транспортера 7 стяжному хомуту 50, кинематически сопряженному с консольным концом рычага посредством упругого звена 51 пружинного типа.
Такое исполнение привода гораздо проще, чем в прототипе. Он более компактен, надежен в работе и удобен в обслуживании. Доступ к его узлам и деталям не вызывает затруднений. Для этого достаточно только снять соответствующий защитный кожух 52 и все они окажутся на виду.
Наличие натяжной звездочки обеспечивает при необходимости достаточно быструю регулировку натяжения цепи, а подпружиненный поджимной ролик делает его менее жестким и способствует существенному уменьшению амплитуды поперечных колебаний вертикально ориентированной восходящей ветви цепи, облегчая этим условия работы последней.
Электромеханический привод такого исполнения имеет относительно малую металлоемкость и обеспечивает бесступенчатую регулировку скорости движения транспортеров более предпочтительным способом.
Опорно-поддерживающие профили 18 стержневого типа (см. фиг.4-6) выполнены в виде съемных штырей круглого сечения с заостренным с одной из сторон наконечником 53, вставляемых напроход в пары соосно располагаемых напротив друг друга сквозных посадочных отверстий 54 соответствующего диаметра в передней и задней стенках 55, 56 центрального модуля 25.
В зонах нахождения посадочных отверстий 54 на внутренней поверхности 57 каждой из указанных стенок 55, 56 сформированы ловители 58 заостренных наконечников 53 штырей 18. Ловители 58 выполнены в виде охватывающих упомянутые отверстия 54 и открытых спереди и сверху приварных приемников коробчатой конфигурации с широкой заходной и сужающейся до размеров посадочных отверстий донной частями 59, 60.
Это относительно несложное техническое решение значительно упрощает установку упомянутых выше штырей 18 на рабочее место с любой из сторон центрального модуля 25 стабилизатора. Поскольку штыри 18 имеют заостренные наконечники 53, то ввод их в близлежащие посадочные отверстия 54 не вызывает каких-либо затруднений, т.к. последние визуально хорошо различимы.
После ввода наконечника 53 штыря 18 в одно из ближайших отверстий 54, например, в передней стенке 55 центрального модуля 25, его проталкивают через последнее вовнутрь рабочей камеры 5 до упора в ее противоположную стенку 56 и далее, путем относительно небольших перемещений заостренного наконечника вверх-вниз, влево-вправо, на ощупь вводят его в заходную часть (зев) 59 ловителя 58.
Этот момент достаточно хорошо ощущается физически, поскольку при попытке переместить наконечник 53 штыря 18 вверх-вниз, он тут же натыкается на соответствующие стенки 61, 62 ловителя. Убедившись в этом, наконечник 53 штыря 18 сразу же перемещают вправо до упора его в стенку 63 донной части 60 ловителя 18. При этом благодаря клиновидному профилю внутреннего канала 64 ловителя 18 наконечник 53 штыря 18 самоориентируется и автоматически попадает своей заостренной частью в посадочное отверстие 54 другой стенки 56 рабочей камеры 5 центрального модуля 25 и проваливается в него.
Этот момент тоже хорошо ощущается физически, поскольку внезапно вдруг исчезает соответствующее сопротивление преграды (стенки 56). Штырь 18 тут же досылают немного от себя, и он надежно встает на свое рабочее место, поддерживая в дальнейшем в данной зоне загруженную изделиями 1 ведущую ветвь 17 соответствующей транспортерной ленты 16. При этом круглое сечение штыря 18 исключает возможность зацепа за него и повреждение движущейся ленты 16.
При установке указанных штырей на место в процессе сборки стабилизатора эта операция значительно упрощается и занимает всего несколько секунд, поскольку в данном случае ловители штырей находятся в пределах визуальной видимости.
Загрузочная воронка 3 (см. фиг.19, 22) расположена в начале тоннеля 6, над верхним транспортером 7. При этом ее правая наклонная стенка 65 выполнена длиннее левой стенки 66 и пропущена вовнутрь сквозь потолочную панель 67 корпуса 2 ведомого модуля 27 до касания прикрепленной к ее нижней кромке обтюрирующей полоской 68 из эластичного влаготермостойкого материала с внешней поверхностью 69 ведущей ветви 17 сетчатой ленты 16.
На уровне нижнего среза левой наклонной стенки 66 воронки 3 к каркасу 28 корпуса 2 прикреплена сдвоенная шторка 70 из такого же, как и у обтюрирующей полоски 68, материала.
Шторка 70 перекрывает проем 71 между потолочной панелью 67 и упомянутой выше ветвью 17 ленты 16.
Благодаря рассмотренным особенностям исполнения загрузочная воронка стабилизатора обеспечивает достаточно надежную приемку ссыпаемых в нее с соответствующего транспортера поточной линии (не показан) макаронных изделий после сушки без разбрасывания их в окружающее пространство и эффективную завесу (изоляцию) рабочей камеры 5 в этой зоне от внешней среды.
Помимо этого данное техническое решение позволяет, в отличие от прототипа, исключить из состава стабилизатора специальный загрузочный транспортер наклонного типа и на этой основе значительно упростить его конструкцию, и сократить сроки разработки и стоимость изготовления последнего.
Крепление 72 располагаемой с противоположной стороны, на выходе из тоннеля 6, воронки 4 для выгрузки макаронных изделий (см. фиг.11, 18) на каркасе 28 корпуса 2 ведущего модуля 26 выполнено с возможностью регулировки ее положения относительно ведущего барабана 14 нижнего транспортера 9 как в продольном, так и в поперечном направлениях. При этом располагаемый в данной зоне наклонный щиток 22 встроен непосредственно во внутреннюю полость 73 воронки 4, с примыканием к ее задней стенке 74.
Образованный между барабаном 14 и верхним срезом 75 обращенной к нему передней наклонной стенки 76 воронки 4 проем 77 перекрыт прикрепленным к последней обтюратором 78 из эластичного влаготермостойкого материала, плотно примыкающим к цилиндрической поверхности 79 барабана.
Указанные особенности исполнения воронки без особых затруднений позволяют исключить соответствующие монтажные перекосы и подобрать оптимальное ее положение относительно ведущего барабана нижнего транспортера с обеспечением эффективной герметизации щелевого проема между цилиндрической поверхностью последнего и примыкающим к нему срезом стенки воронки.
Благодаря этому соответствующим образом упорядочивается сброс стабилизированных макаронных изделий в воронку в зоне их выгрузки.
Под воронкой 4 для выгрузки макаронных изделий снаружи корпуса 2 прикреплен с возможностью перемещения в поперечных направляющих 80 последнего сужающийся книзу съемный раструб 81 коробчатой формы (см. фиг.8-11, 18).
Конструкция его предельно проста и обеспечивает удобное сопряжение воронки 4 с установленным в месте выгрузки 21 макаронных изделий 1 вибролотком 30 сборного транспортера 29 поточной линии. Он может легко сниматься, например, для чистки и ставиться на место.
В зонах расположения каждого из барабанов 14, 15 обоих боковых модулей 26, 27, под ведущими ветвями 17 сеточных транспортерных лент 16, с примыканием к ним, установлены горизонтально ориентированные плоские опорно-поддерживающие и направляющие элементы 82, 83 (см. фиг.11, 22), выполненные в виде соответствующих неподвижных панелей и поперечных перемычек с отогнутыми книзу и притупленными по краям заходными и выходными кромками 84, 85.
Указанные элементы способствуют стабилизации движения сетчатых лент транспортеров в рассматриваемых зонах и в какой-то мере обеспечивают соответствующую экранировку их на участках тоннеля, ограничиваемых продольными габаритами ведущего и ведомого модулей стабилизатора.
На внутренней поверхности 57 передней и задней стенок 55, 56 тоннельной части центрального модуля 25 сформированы соответствующие располагаемые на уровне ведущих ветвей 17 транспортерных лент 16 и ориентированные в продольном направлении боковые наклонные направляющие 86 (см. фиг.4).
Указанные направляющие обеспечивают необходимую стабилизацию движущихся транспортерных лент в поперечном направлении.
Нижние срезы 87 каждого из установленных в местах 19,20 пересыпки макаронных изделий 1 с ленты одного транспортера на ленту другого наклонных щитков 22 (см. фиг.8, 11, 17, 19, 24) заужены, по отношению к верхним, при помощи соответствующих боковых скосов 88.
К нижним кромкам 89 наклонных щитков 22 прикреплены плоские обтюрирующие полоски 68 из эластичного влаготермостойкого материала.
Каждый из установленных в упомянутых выше местах 19, 20 пересыпки макаронных изделий 1 наклонных щитков 22 опущен вниз, до касания своей обтюрирующей полоской 68 с внешней поверхностью 69 ведущей ветви 17 ленты 16 транспортера, на который пересыпаются изделия, а верхние их кромки 90 отклонены в сторону, по ходу движения указанных ветвей лент, от транспортеров, с которых они ссыпаются.
В тех же местах 19, 20 дополнительно установлены с примыканием к боковым скосам 88 наклонных щитков 22 и внешней поверхности 69 ведущей ветви 17 транспортерной ленты 16 продольно ориентированные плоские наклонные бортики 91 с закрепленными на их нижних кромках 92 обтюрирующими полосками 68 из упомянутого выше материала.
Выполненные и сгруппированные таким образом вышеперечисленные элементы 22, 82, 83, 91 конструкции стабилизатора в совокупности образуют в рассматриваемых зонах 19, 20 достаточно жесткие приемники лоткового типа, обеспечивающие упорядочение движения пересыпаемых макаронных изделий с исключением разброса их в окружающее пространство.
Объем рабочей камеры 5 (см. фиг.2, 3, 8, 11, 19, 22) стабилизатора разделен на две располагаемые друг над другом полости 93, 94. В верхней полости 93 находятся два транспортера 7, 8 из трех, имеющихся в составе стабилизатора.
В нижней полости 94 располагается третий транспортер 9 стабилизатора. При этом нижняя полость 94 экранирована от верхней полости 93 рабочей камеры 5 спереди и сзади общими для обеих полостей внутренними вертикальными стенками 55, 56, 95, 96 и 97, 98 соответственно центрального, ведущего и ведомого модулей 25-27, сверху и снизу - пропущенными напроход сквозь сетчатые ленты 16 второго (среднего) и третьего (нижнего) транспортеров 8, 9, между их ведущими и ведомыми ветвями 17 и 99, с жестким закреплением на упомянутых выше стенках 55, 56 центрального модуля 25, наклонными перегородками 100, 101, а также плоскими панелями 82 и перемычками 83 боковых модулей 26, 27 стабилизатора, с боковых сторон - соответствующими шторками 102, 103 из эластичного влаготермостойкого материала.
Нижняя (экранированная) полость 94 снабжена выполненными в тех же стенках 55, 56 центрального модуля 25 двумя щелевидными проемами 104, 105. Один из проемов 104 расположен на входе в экранированную полость 94, а другой проем 105 - на выходе из нее, напротив соответственно нижнего и среднего транспортеров 9 и 8.
Охлаждающий агрегат 23 оснащен водяным теплообменником 106, радиатор 107 которого соосно сопряжен через диффузор 108 с напорным патрубком 109 корпуса 110 вентилятора 111. Охлаждающий агрегат 23 расположен в обособленном отсеке 112 под тоннелем 6 центрального модуля 25.
Продольная ось 113 агрегата 23 ориентирована поперек лент 16 транспортеров 7-9, теплообменник 106 его направлен в сторону входного, а вентилятор 111 - в сторону выходного щелевидных проемов 104, 105 экранированной полости 94 рабочей камеры 5.
Перечисленные выше особенности исполнения рабочей камеры, охлаждающего агрегата и компоновки последнего имеют концептуальный характер. Именно они, в отличие от прототипа, позволяют с большим эффектом использовать для стабилизации высушенных макаронных изделий достаточно высокую их собственную температуру. Для этого собственно и служит верхняя полость рабочей камеры с располагаемыми в ней двумя транспортерами, в которой вследствие ее изолированности от внешней среды и нижней полости камеры практически отсутствует обдув изделий воздухом.
Наличие в составе рабочей камеры стабилизатора нижней экранированной полости с проходящими только через нее воздухопроводным трактом 114, в который встроен охлаждающий агрегат вентиляторного типа с водяным теплообменником, обеспечивает эффективное охлаждение в ней без испарения влаги с поверхности стабилизированных в верхней полости камеры макаронных изделий.
Рабочая камера 5 стабилизатора снабжена располагаемым на одной из внешних панелей 115 центрального модуля 25 дренажным патрубком 116 (см. фиг.1, 7), проходное сечение 117 которого перекрывается плоской выдвижной заслонкой 118.
Указанный патрубок используется, при необходимости, для сброса избытка влаги из рабочей камеры путем соответствующего выдвижения заслонки.
К нижнему срезу каркаса 28 корпуса 2 центрального модуля 25 прикреплены регулируемые по высоте ножки 119 (см. фиг.1-3). Благодаря им облегчается горизонтирование стабилизатора при установке его на рабочее место.
Работает заявляемый стабилизатор следующим образом.
Высушенные макаронные изделия 1 соответствующим ленточным транспортером поточной линии их производства (не показаны) доставляются в зону расположения заявленного стабилизатора и ссыпаются в его загрузочную воронку 3 и оттуда непрерывным потоком поступают в верхнюю полость 93 рабочей камеры 5, равномерно распределяясь на внешней поверхности 69 ведущей ветви 17 находящейся в движении ленты 16 верхнего транспортера 7. Время пребывания макаронных изделий на этом ярусе составляет в зависимости от их вида порядка 10 минут.
В конце яруса (месте 19) они пересыпаются с ленты 16 верхнего транспортера 7 на внешнюю поверхность 69 ведущей ветви 17 движущейся с такой же скоростью, но в противоположном направлении, ленты среднего транспортера 8.
Оба из указанных транспортеров 7, 8 расположены в верхней полости 93 рабочей камеры 5, изолированной от ее нижней экранированной полости 94 и внешней среды, где нет принудительной циркуляции (обдува) воздуха.
Поэтому при попадании высушенных макаронных изделий 1 в такие условия собственно и происходит их стабилизация. Они постепенно, в течение порядка 20 минут, остывают с 75÷80°С до 35÷40°С, что все еще значительно выше температуры окружающей среды.
При этом относительная влажность воздуха в указанной полости 93 повышается до величины, близкой к равновесной, порядка 70÷75%. При таком замедленном остывании макаронных изделий градиенты тепла и влажности направлены в одну и ту же сторону. В свою очередь это способствует окончательному выравниванию влаги по всей толще изделий и рассасыванию внутренних напряжений сдвига, которые могли остаться в них после высокотемпературной сушки.
В конце второго яруса стабилизированные макаронные изделия пересыпаются в месте 20 с ленты 16 среднего транспортера 8 на внешнюю поверхность 69 ведущей ветви 17 движущейся с такой же скоростью, в направлении места 21 их выгрузки, ленты последнего, нижнего транспортера 9.
Последний транспортер 9 расположен в другой, нижней полости 94 рабочей камеры 5, экранированной от ее верхней полости 93 и внешней среды, где по сформированному там воздуховодному тракту 114 постоянно циркулирует охлажденный до температуры порядка 22÷35°С соответствующим агрегатом 23 воздух, имеющий близкую к равновесной относительную влажность (порядка 65÷70%).
Воздушный поток создается крыльчаткой 120 вентилятора 111, приводимой во вращение электродвигателем 121. Забираемый крыльчаткой 120 из отсека 112 расположения охлаждающего агрегата 23 воздух прогоняется ею через диффузор 108 и радиатор 107 водяного теплообменника 106 и, приобретя там его температуру и вышеупомянутую относительную влажность и следуя влево и вверх, достигает входного щелевидного проема 104 в передней стенке 55 экранированной полости 94, и через него поступает вовнутрь последней под ведущую ветвь 17 движущейся ленты 16 нижнего транспортера 9, пронизывая насквозь снизу вверх через сетку ленты всю толщу располагаемых на ней макаронных изделий 1 и далее двигаясь над ними вправо, через выходной щелевой проем 105 в противоположной стенке 56 возвращается в отсек 112 расположения охлаждающего агрегата 23.
Постоянство циркуляции охлаждающего воздуха по воздуховодному тракту 114 достигается многократным (непрерывным) воспроизведением рассмотренного цикла.
При этом стабилизируемые изделия 1 достаточно быстро, примерно в течение 10 минут, охлаждаются, без испарения влаги с их поверхности, до необходимой температуры (порядка 22÷35°С) и ссыпаются с ленты 16 нижнего транспортера 9 в воронку 4 для их выгрузки, из которой они через выходной раструб 81 попадают на вибролоток 30 сборного ленточного транспортера 29 поточной линии, обеспечивающего доставку их к месту упаковки.
На выходе из стабилизатора макаронные изделия имеют необходимую влажность порядка 12,5÷13%.
Реализованная в заявляемом оборудовании технология стабилизации и охлаждения коротких макаронных изделий после высокотемпературной сушки обеспечивает высокое их качество при скоростном ведении указанного процесса. Затрачиваемое на это время составляет порядка 30÷40 минут.
Контроль температуры и влажности воздуха в рабочей камере стабилизатора, а также скорости движения транспортеров осуществляется автоматикой пульта управления 24 с использованием соответствующей датчиковой аппаратуры (не показана).
В случае ослабевания при работе стабилизатора натяжения транспортерных лент 16 его осуществляют посредством соответствующих регулировок барабанов 14, 15 ведущего и ведомого модулей 26, 27 общеизвестными в машиностроении методами с использованием стандартных натяжных механизмов 122, например, пружинного типа (см. фиг.1, 20, 21). Устройство их предельно просто, а принцип действия ясен из чертежа.
Конструкция заявляемого стабилизатора отличается от рассмотренных выше известных аналогов и прототипа простотой исполнения, а также высокой степенью агрегатирования и использования унифицированных блоков, модулей, узлов и деталей из числа серийно выпускаемых промышленностью и заимствованных с других изделий. Это позволяет существенно сократить сроки и стоимость проектирования и изготовления такого оборудования, повысить надежность его работы, упростить обслуживание и ремонт. Монтаж такого агрегата предельно прост и не занимает много времени. То же самое можно сказать и о демонтаже.
В заявляемом стабилизаторе использованы широко применяемые в пищевом машиностроении современные высококачественные отечественные конструкционные материалы, а также соответствующая аппаратурная и электромеханическая элементная база, не уступающая по своим техническим характеристикам зарубежной, рациональные технические решения и типовая технология изготовления. Отечественные комплектующие, как привило, всегда есть в наличии, имеют гораздо меньшую, по сравнению с импортными, цену и обеспечивают гарантированный сервис.
Заявляемый стабилизатор коротких макаронных изделий высокопроизводителен, непритязателен в обслуживании, удобен в управлении и отвечает всем требованиям безопасности, предъявляемым к оборудованию такого типа соответствующей нормативной документацией. Обтекаемые формы, стройность и изящность линий, визуальная упорядоченность компоновки его свидетельствуют о высокой степени совершенства и качества изделия.
К основным достоинствам заявляемого стабилизатора несомненно следует отнести:
- простоту исполнения и высокую технологичность;
- высокую степень агрегатирования, рациональность металлоконструкции и компоновки;
- совершенство привода и системы охлаждения;
- высокую производительность и надежность работы;
- научно-обоснованную концепцию построения,
- относительно низкую стоимость и др.
Заложенные в него схемно-конструктивные и другие решения позволяют поднять уровень отечественных стабилизаторов по их функциональным возможностям и технико-эксплуатационным показателям до современного и на этой основе значительно повысить конкурентоспособность данного оборудования на рынке.
С учетом вышеизложенного он может быть многократно воспроизведен по разработанной на него документации в условиях серийного производства на специализированных машиностроительных предприятиях, располагающих необходимым оборудованием, персоналом и соответствующей нормативно-разрешающей базой.
В настоящее время на заявляемый стабилизатор полностью разработана соответствующая конструкторская документация, по которой в ЗАО НПФ "ТЕКО" (г. Миасс) изготовлено несколько его полномасштабных действующих опытных образцов.
Эффективность заложенных в конструкцию заявляемого стабилизатора технических решений, а также возможность получения при осуществлении изобретения вышеупомянутого технического результата, заключающегося в устранении вышеупомянутых недостатков известных аналогов и прототипа, а именно в улучшении его технико-эксплуатационных качеств, позволяющих достигнуть современного технического уровня и конкурентоспособности оборудования такого класса, и сокращении сроков и стоимости создания последнего, подтверждены соответствующими расчетами и результатами специальных автономных испытаний упомянутых выше образцов.
В настоящее время опытные образцы заявляемого стабилизатора проходят комплексную проверку в реальных производственных условиях.
Решение о серийном производстве заявляемого стабилизатора будет принято после завершения указанных испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СУШИЛЬНАЯ КОНВЕЙЕРНАЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2175427C1 |
| СУШИЛЬНАЯ УСТАНОВКА | 2003 |
|
RU2238492C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ СУШКИ ПРОРОЩЕННОГО ЗЕРНА | 2013 |
|
RU2529704C2 |
| КОНДЕНСАТООТВОДЧИК | 2005 |
|
RU2346201C2 |
| Устройство для подачи и фиксации животных при зооветеринарных обработках | 1984 |
|
SU1209207A2 |
| Установка для непрерывного вспенивания пенополистирола | 1960 |
|
SU141294A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОРАЩИВАНИЯ ЗЕРНА, ЕГО ОБРАБОТКИ И ПОДГОТОВКИ К СКАРМЛИВАНИЮ | 2011 |
|
RU2479809C1 |
| Подметально-уборочная машина | 2021 |
|
RU2765998C1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ ИЛИ БЕЗ ФОРМ НА СЕТКЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2605351C1 |
| Картофелехранилище для приема, обработки, длительного хранения и выдачи картофеля | 1981 |
|
SU1015857A1 |













Изобретение относится к области пищевой промышленности, а именно к оборудованию для стабилизации коротких макаронных изделий после сушки, и может быть использовано в составе поточных линий для их производства. Заявляемый конвейерный стабилизатор коротких макаронных изделий выполнен из центрального и двух боковых модулей с рабочей камерой тоннельного исполнения, разделенной на две изолированные друг от друга и внешней среды полости. В верхней полости установлены один над другим два ленточных конвейера, а в нижней - один. В верхней полости нет обдува воздухом и там изделия стабилизируются, а в нижней они охлаждаются теплым воздухом без испарения влаги до температуры упаковочною отделения. Время стабилизации и охлаждения составляет 30÷40 минут. Изобретение позволяет улучшить технико-эксплуатационные качества, снизить стоимость и сократить сроки его создания. 8 з.п. ф-лы, 25 ил.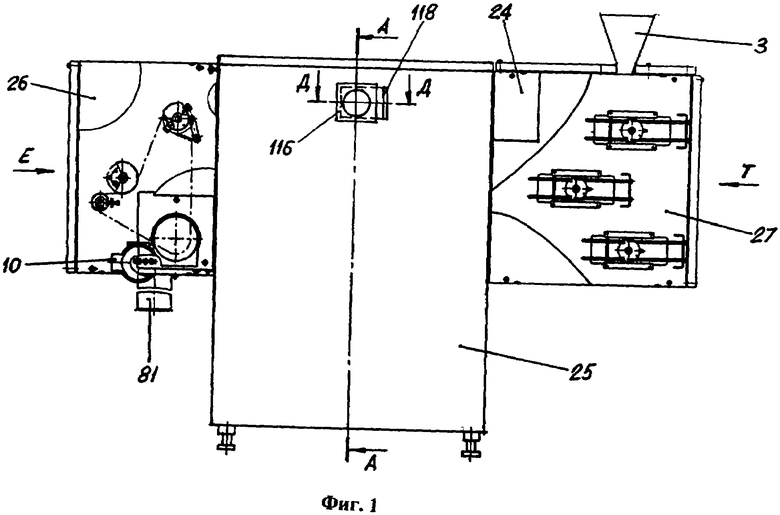
| ШКАФ ДЛЯ СУШКИ МАКАРОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2109462C1 |
| ЧЕРНОВ М.Е | |||
| и др | |||
| Справочник по макаронному производству | |||
| - М.: Легкая и пищевая промышленность, 1984, с.175-180 | |||
| МНОГОЯРУСНАЯ СУШИЛЬНАЯ КАМЕРА | 2003 |
|
RU2255485C1 |

