Изобретение относится к изготовлению изделий из углепластика и может быть использовано в радиотехнической, авиационной и космической технике.
Целью изобретения является повышение точности и качества изготавливаемых изделий.
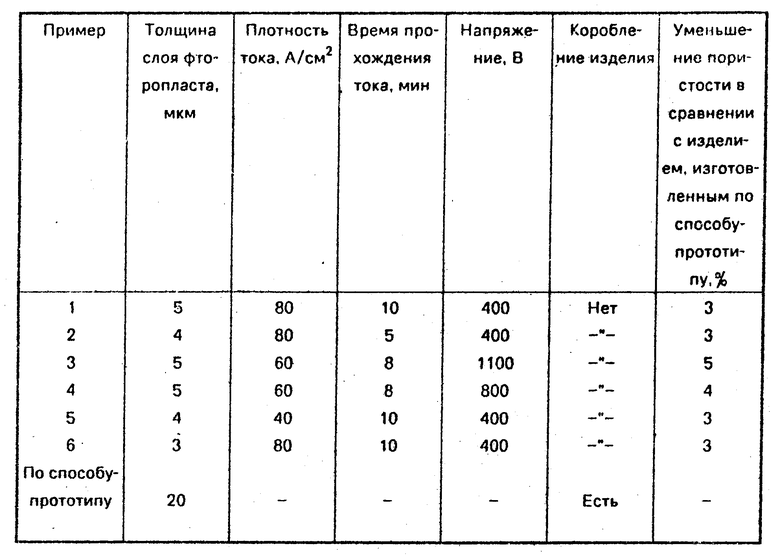
П р и м е р 1. Изготавливают пластину из однослойного углепластика. Длина пластины 1500 мм, ширина 500 мм, толщина 0,13 мм. В качестве наполнителя используют ленту углеводную марки ЛУ-П-0,1 (ТУ6-06-81-85), в качестве связующего - эпоксиноволачное связующее марки ЭНФБ (ТУ1-596-36-82). Углеволокнистый наполнитель пропитывают эпоксиноволачным связующим. Формование заготовки производят выкладкой полученного препрега на плоскую формообразующую поверхность матрицы, покрытую слоем фторопласта толщиной 5 мкм. Нагревание заготовки осуществляют пропусканием через углеволокнистый наполнитель переменного тока промышленной частоты, модулированного по амплитуде, при этом огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока в начальный момент 80 А/см2 и временем прохождения тока, 10 мин, причем между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 400 В. После отверждения связующего и охлаждения изделие снимают с формы.
Сравнительные данные по свойствам изделий, полученных в соответствии с изобретением и известным способом (по прототипу), приведены в таблице.
П р и м е р 2. Изготавливают такую же пластину и из тех же материалов, как в примере 1, но формование заготовки производят выкладкой препрега на плоскую формообразующую поверхность матрицы, покрытую слоем фторопласта толщиной 4 мкм. Нагревание выложенной заготовки осуществляют пропусканием через углеволокнистый наполнитель переменного тока промышленной частоты, моделированного по амплитуде, при этом огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока в начальный момент 80 А/см2 и временем прохождения тока 5 мин, причем между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 400 В. После отверждения связующего и охлаждения изделие снимают с формы.
П р и м е р 3. Изготавливают пластину, как в примере 1, но огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока 60 А/см2, время прохождения тока составляет 8 мин, причем между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 1100 В.
П р и м е р 4. Изготавливают пластину, как в примере 3, но между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 800 В.
П р и м е р 5. Изготавливают пластину, как в примере 2, но огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока 40/см2 и временем прохождения тока 10 мин.
П р и м е р 6. Изготавливают секцию волновода круглого сечения диаметром 50 мм, длиной 1000 мм, с толщиной стенки 0,65 мм из пяти слоев препpега, полученного по примеру 1.
Формование заготовки производят намоткой препрега на оправку из нержавеющей стали, формообразующая поверхность которой покрыта слоем фторопласта толщиной 3 мкм.
Нагревание заготовки осуществляют, как в примере 1.
Сравнительные данные по свойствам изделий, полученных в соответствии с примерами 2-6 и известным способом (по прототипу) приведены в таблице.
Как видно из таблицы, способ в соответствии с изобретением позволяет повысить точность и качество изготавливаемых изделий. (56) Энциклопедия полимеров, т. 3. Советская энциклопедия, М. , 1977, с. 249-253.
Авторское свидетельство СССР N 1100112, кл. В 29 С 53/82, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| Углеродкерамический волокнисто-армированный композиционный материал и способ его получения | 2017 |
|
RU2684538C1 |
| СОСТАВ ЭПОКСИБИСМАЛЕИМИДНОГО СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ | 2009 |
|
RU2427598C2 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Способ получения антифрикционного покрытия переменной плотности | 2024 |
|
RU2826113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ТЕРМОШТАМПОВАНИЯ | 2018 |
|
RU2706614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
Изобретение относится к изготовлению изделий из углепластиков и может быть использовано в радиотехнической, авиационной и космической технике. Изобретение позволяет повысить точность и качество изготавливаемых изделий за счет того, что формообразующую поверхность оснастки покрывают слоем фторопласта толщиной 3 - 5 мкм, нагревание формуемой заготовки осуществляют пропусканием через углеволокнистый наполнитель переменного тока промышленной частоты, модулированного по амплитуде, при этом огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока в начальный момент 40 - 80 A/cм3 и временем прохождения тока 5 - 10 мкм, причем между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 400 - 1100 В. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕПЛАСТИКА на основе эпоксиноволачного связующего, включающий пропитку углеволокнистого наполнителя связующим, формование заготовки намоткой препрега на оправку или выкладкой на матрицу, нагревание сформованной заготовки и отверждение связующего, отличающийся тем, что, с целью повышения точности и качества изготавливаемых изделий, формообразующую поверхность покрывают слоем фторопласта толщиной 3 - 5 мкм, нагревание заготовки осуществляют пропусканием через углеволокнистый наполнитель переменного тока промышленной частоты, модулированного по амплитуде, при этом огибающая пакета колебаний тока имеет треугольную форму с пиковым значением плотности тока в начальный момент 40 - 80 А/см2 и временем прохождения тока 5 - 10 мин, причем между заготовкой и формообразующей поверхностью оснастки возбуждают постоянное электрическое поле подключением их к внешнему источнику с напряжением 400 - 1100 В.
