рьшной сварки переключатель 5 устанавливается в, среднее положение. При включении кнопки 8 + с ее выхода через элемент И 2 включает регулятор 1 скорости и через формирователь 3 реле 4. При отпускании кнопка 8 - передается на выход элемента И 2, регулятор скорости 1 выключает подачу сварочной проволоки, а формирователь 3 отключает реле 4 а В режиме прерывистой сварки переключатель 5 ставится в правое положение„ При невключенной кнопке 8 с ее выхода поступает на второй вход элемента И 2, на первом входе которого при этом +, на выходе элемента И 2 -, регулятор 1 и реле 4 выключены. При нажатии кнопки 8 на выходе элемента И 2-появляется Ч Начинает1
Изобретение относится к автоматике и может быть применено для управления сварочными полуавтоматами..
Цель изобретения - повьзшение на- дежно сти работы устройства для управления сварочным полуавтоматом
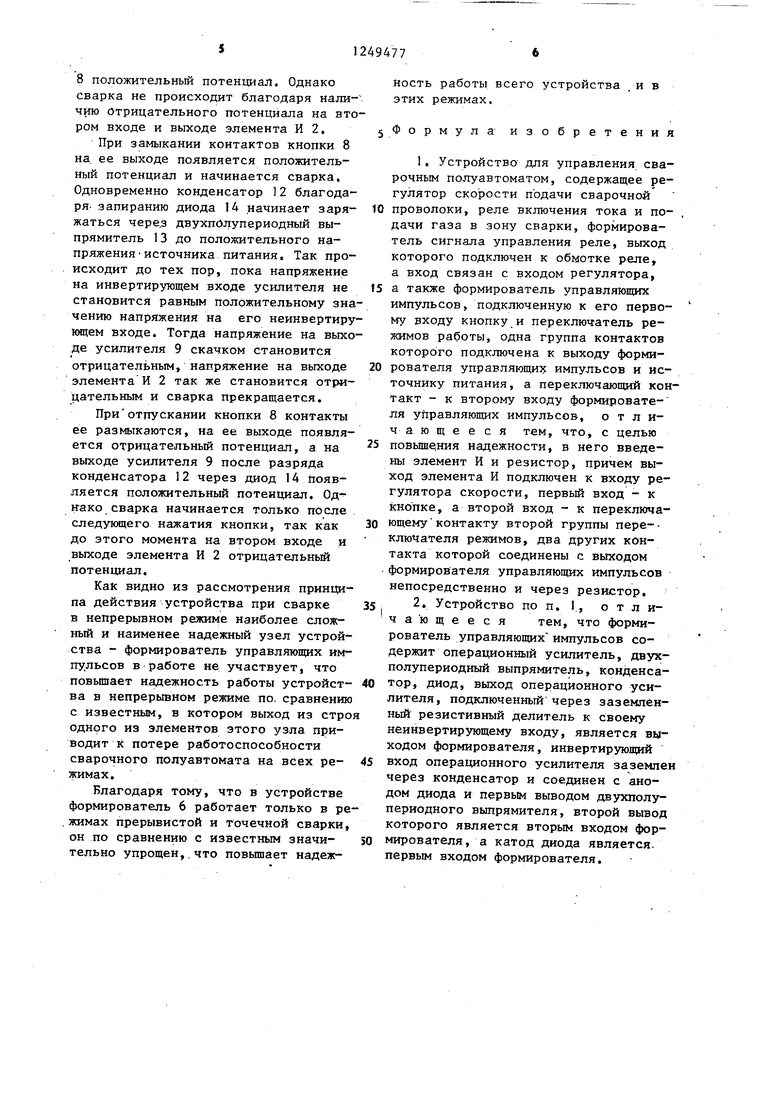
На фиг. 1 представлена функциональная схема предлагаемого устройства, на фиг. 2 - принципиальная схема формирователя управляющих импульсов .
Устройство содержит регулятор 1 скорости, элемент И 2, формирователь 3 сигналов управления реле, реле 4 включения тока и подачи газа в зону сварки, переключатель 5 ре-жимов -работы, формирователь 6 управляющих импульсов, резистор 7 и кнопку 8,
Формирователь б содержит операционный усилитель 9, выход которого через резистор 10 делителя напряжения, образованного также резистором 1 1 , подключен к неинвертирующемз входу, конденсатор 12, двухполупери- одный выпрямитель 13 и диод 14, Выход операционного усилителя 9 является выходом формирователя 6
Кнопка 8 состоит из контактов с нажимным устройством 15, располося процесс сваркИс Когда процесс заряда конденсатора заканчивается, выключается подача сварочной проволоки, однако реле 4 остается включенным. Когда процесс перезаряда кон- денсатора заканчивается, включается регулятор I и начинается подача проволоки в зону сварки. В режиме то- чечной сварки переключатель 5 находится в левом положении. При разомкнутой кнопке 8 сварка не происходит. При нажатой кнопке 8 на.ее выходе + начинается сварка, которая прекращается, когда в результате заряда конденсатора напряжения на входах операционного усилителя 9 сравняются. Сварка начинается только после следующего нажатия кнопки 8, I з.п. ф-лы, 2 ил.
женным на конце сварочного пистолета, и, резистора 16. Двухполупериод- ный выпрямитель 13 содержит диод 17, резисторы 18 и 19,. диод 20 и резисторы 21-24.
Формирователь 3 сигналов управ- ления реле содержит диод 25, резисторы 26 и 27, конденсатор 28, резистор 29, транзисторы 30 и 31 и диод 32.
При положительном напряжении на нижнем выводе двухполупериодного выпрямителя 13 относительно верхнего величина тока зависит от величин резисторов 21-24, Величину резистора. 24 можно изменять с панели управления полуавтоматом. При обратной полярности приложенного к двухполупериод- ному выпрямителю 13 напряжения величина тока регулируется резистором 19. Схема регулирующего двухполупериодного выпрямителя 13 по сравнению с -известным не изменена.
При замыкании контактов нажимного
устройства 15 на выходе кнопки появляется положительнь1й потенциал, при размыкании - отрицательный.
В формирователе 3 сигналов управления диод 32 предотвращает всплеск
от обмотки реле 4 при выключении.
При поступлении отрицательного напряжения с выхода элемента И 2 диод 25 закрьтается и база транзистора 30 оказывается под отридательныь; потенциалом, закрывающим транзистор. При нулевом и положительном напряжениях на выходе элемента И 2 напряжение на катоде диода 25 тоже приблизительно .нулевое и транзисторы открываются базовым током транзистора 30, протекающим через резистор 29 в базу транзистора 30. Конденсатор 28 обеспечивает задержку выключения реле, так как не сразу после запирания диода 25 напряжение на конденса- торе 28 уменьшается настолько, что транзисторы выключаются.
Устройство для управления сварочным полуавтоматом работает следующим образом.
В режиме непрерывной сварки переключатель 5 устанавливается в средне положение, при этом подвижные контакты переключателя свободны. При включении кнопки 8 положительный по- тенциал с ее выхода поступает на второй вход элемента И 2, первый вход которого в это время свободен. Положительный потенциал с выхода элемент И 2 вкл1очает регулятор 1 скорости и через формирователь 3 - реле 4 подачи газа и включения тока. Так происходит до отпускания кнопки. При отпускании кнопки 8 на ее выходе возникает отрицательный потенциал, ко- торый передается на выход элемента И 2. В результате этого регулятор 1 скорости выключает подачу сварочной проволоки в зону сварки, а формирователь 3 с задержкой выключает реле 4. Эта задержка обеспечивает горение дуги в зоне сварки на время остановки двигателя, подающего сварочную прволоку. В противном случае вышедший из пистолета после сварки кусок сва- речной проволоки затрудняет начало следующей сварки.
В режиме прерывистой сварки переключатель 5 ставится в правое по схме положение. При этом выход форми- рователя 6 подключается через двух- полупериодный выпрямитель 13 к инвертирующему входу операционного усилителя 9 (фиг. 2). При невключенной кнопке 8 отрицательный потен- циал с ее выхода через диод 14 поступает на инвертирующий вход операционного усилителя 9, на выходе которого при этом положительный потенциал. Однако на выходе элемента И 2 отрицательньш потенциал, так как на его второй вход от кнопки 8 поступает отрицательный потенциал. Регулятор 1 скорости и реле 4 включения . тока и подачи газа выключены.
При нажатии на кнопку 8 на выходе элемента И 2 появляется положительный потенциал, так как на двух его выходах положительные потенциалы. Включается подача сварочной проволоки и реле 4. Начинается процесс сварки. Одновременно закрывается диод 14, и конденсатор 12 через двух- полупериодный выпрямитель 13 начинает заряжаться по экспоненте до положительного уровня напряжения на выходе усилителя 9. Когда напряжение на конденсаторе 12 достигает положительного УРОВН51 напряжения на неинвертирующем входе усилителя 9, на- . пряжение на его выходе скачком становится отрицательным. В этот момент напряжение на первом входе элемента И 2 становится нулевым благодаря наличию резистора 7. Напряжение на выходе элемента И 2 также становится кулевым, благодаря чему выключается подача сварочной проволоки. Благодаря тому, что формирователь 3 выклю-- чает реле 4 только при отрицательном напряжении, реле 4 остается включенным. В это время конденсатор I2
заряжается до отрицательного напряжения на выходе усилителя 9. Когда напряжение на инвертирующем входе усилителя становится равным отрицательному значению напряжения на его неинвертирующем входе, напряжение на выходе усилителя 9 скачком становится положительным. В этот момент напряжение на выходе элемента И 2 так же становится положительным и включается подача сварочной проволоки в зону сварки. Такой режим сварки позволяет варить также листы металла благодаря периодическому гашению дуги из-за прекращения подачи сварочной проволоки, что уменьшает перегрев. При отпускании кнопки 8 устройство приходит в исходное положение .
В режиме точечной сварки (сварки электрозаклепками) переключатель 5 режимов устанавливается в левое по схеме положение. На выходе усилителя 9 при разомкнутых контактах кнопки
8 положительный потенциал. Однако сварка не происходит благодаря наличию отрицательного потенциала на втором входе и выходе элемента И 2.
При замыкании контактов кнопки 8 на. ее выходе появляется положительный потенциал и начинается сварка. Одновременно конденсатор 12 благодаря, запиранию диода 14 начинает заря- жаться чере,з двухполупериодный выпрямитель 13 до положительного напряжения источника питания. Так происходит до тех пор, пока напряжение на инвертирующем входе усилителя не становится равным положительному значению напряжения на его неинвертиру ннцем входе. Тогда напряжение на выходе усилителя 9 скачком становится отрицательным, напряжение на выходе элемента И 2 так же становится отрицательным и сварка прекращается.
При отпускании кнопки 8 контакты ее размыкаются, на ее выходе появляется отрицательный потенциал, а иа выходе усилителя 9 после разряда конденсатора 12 через диод 14 Появляется положительный потенциал. Од- нако сварка начинается только после следующего нажатия кнопки, так как до этого момента на втором входе и выходе элемента И 2 отрицательный потенциал.
Как видно из рассмотрения принципа действия устройства при сварке в непрерывном режиме наиболее сложный и наименее надежный узел устройства - формирователь управляющих импульсов в работе не участвует, что повьппает надежность работы устройст- ва в непрерывном режиме по. сравнению с известным, в котором выход из стро одного из элементов этого узла приводит к потере работоспособности сварочного полуавтомата на всех ре- жимах.
Благодаря тому, что в устройстве формирователь 6 работает только в ре . жимах прерывистой и точечной сварки, он по сравнению с известным значи- тельно упрощен,.что повышает надежность работы всего устройства .ив этих режимах.
Формула изобретения
1.Устройство для управления сварочным полуавтоматом, содержащее регулятор скорости подачи сварочной проволоки, реле включения тока и по- дачи газа в зону сварки, формирователь сигнала управления реле, выход которого подключен к обмотке реле,
а вход связан с входом регулятора, а также формирователь управляющих импульсов, подключенную к его первому входу кнопку и переключатель режимов работы, одна группа контактов которого подключена к выходу формирователя управляющи: импульсов и источнику питания, а переключающий контакт - к второму входу формировате- ля управляющих импульсов, отличающееся тем, что, с целью повьшения надежности, в него введены элемент И и резистор, причем выход элемента И подключен к входу регулятора скорости, первый вход - к кнопке, а второй вход - к переключающему контакту второй группы пере- ключателя режимов, два других контакта которой соединены с выходом формирователя управляющих импульсов непосредственно и через резистор.
2.Устройство по п. 1., о т л и- чающее ся тем, что формирователь управляющих импульсов содержит операционный усилитель, двухполупериодный выпрямитель, конденсатор, диод, выход операционного усилителя, подключенный через заземленный резистивный делитель к своему неинвертирующему входу, является выходом формирователя, инвертирующий вход операционного усилителя заземле через конденсатор и соединен с анодом диода и первым выводом двухполу- периодного выпрямителя, второй вывод которого является вторым входом формирователя, а катод диода является, первым входом формирователя.
К регуштору скорости.
1
К tj3/fi/4
,
Л
Составитель А.Исправникова Редактор О.Головач Техред Н.БонкалоКорректор А,Тяско ,
Заказ 4323/48 Тираж 836Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197804A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПРИВОДА ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2001 |
|
RU2205095C2 |
| Устройство для управления сварочным полуавтоматом | 1988 |
|
SU1636154A1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
Изобретение относится к автоматике и может быть использовано для управления сварочными полуавтоматами, работающими в различных режимах, Изобретение позволяет управлять сварочным полуавтоматом в режимах непрерывной, прерывистой и точечной сварки. Целью изобретения является повьшение надежности работы сварочного полуавтомата, В режиме непре(Л 4 СО 4 пип. Фи.г.1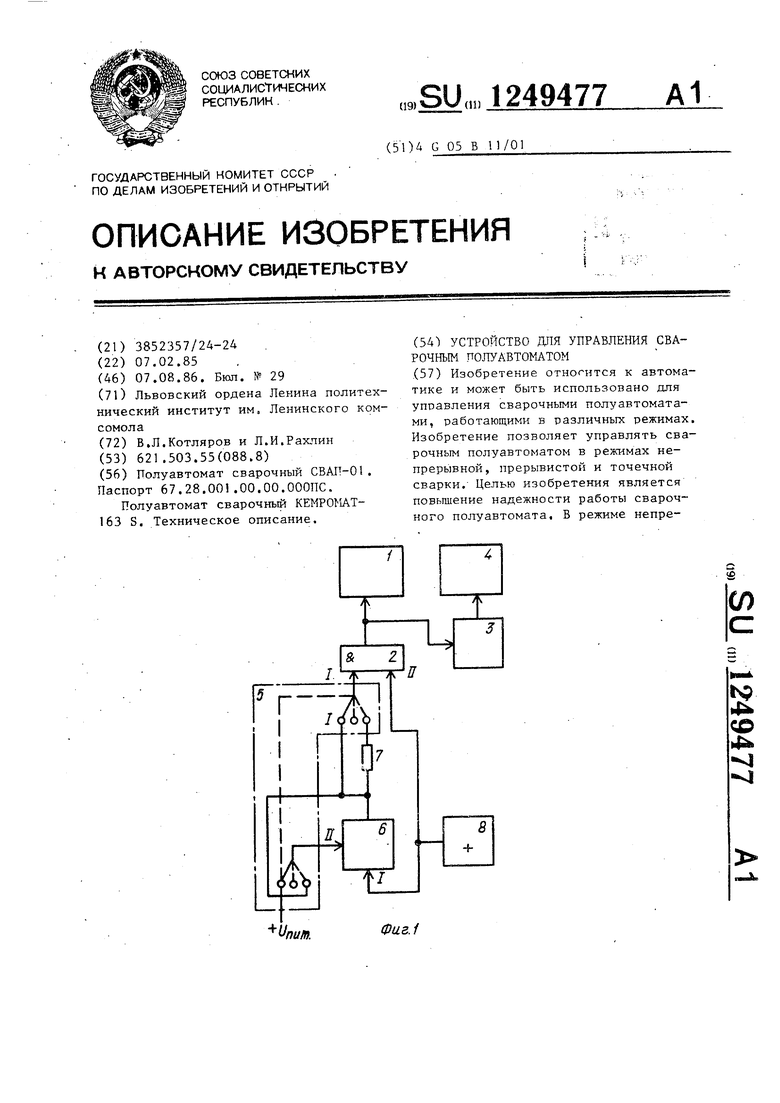
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Техническое описание. | |||
