Изобретение относится к сварочному производству, а нменно к оборудованию для электродугоэой сварки плавящимся электродом с короткими замыканиями дугового промежутка, и :может быть использазано при автоматической и полуавтоматической сварке на постоянном токе.
Пелью изобретения является повышение качества сварного соединения путем оптимизации питания сварочной дуги в моменты ее короткого замыкания
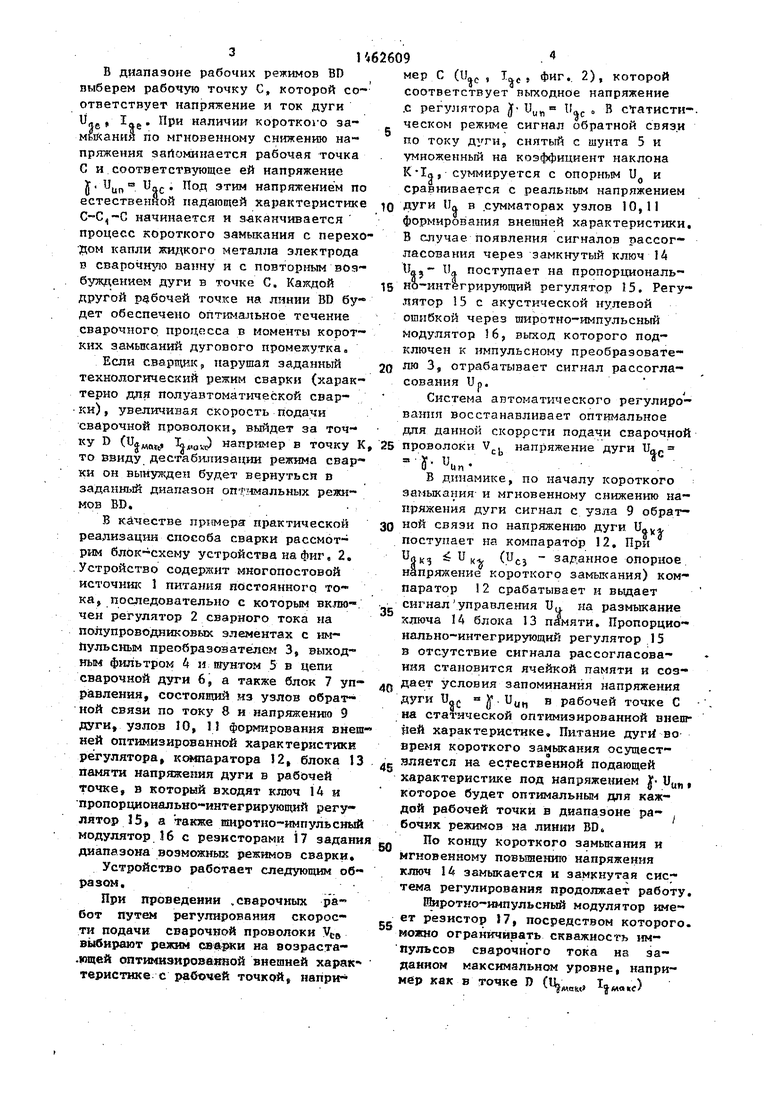
На фиг. 1 показана внешняя характеристика источника питания; на фиг. 2 - блок-схема устройства для реализации способа.
На фкг. 1 точки ABDE характеризуют внешнюю характеристику, источника питания с учетом ее излома ПЕ.
Лилия AD - линия статнстяческой опт11мизированной внешней характеристики дуги с ее нерабочргми диапазонами и DDj (диапазон ограничетшя), линия BD - заданный диапазот воэмож- ньсх режимов сварки.
to
jMftf, л.аут) например в точку к, 25 проволоки V напряжение дуги и„ ,у дестабшгаэации режима свар- « J. U ..
В диапазоне рабочих режимов BD выберем рабочую точку С, которой соответствует напряжение и ток дуги U-g , ве наличии короткого за- мшания по мгновенному снижению напряжения эайоминается рабочая точка С и соответствующее ей напряжение J un ° с этим напряжением по естественной падающей характеристике начинается и заканчивается процесс короткого замыкания с переходом капли жидкого металла электрода п сварочную ванну и с повторным воя- буждением дуги в точке С. Каждой другой рабочей точке на линии BD будет обеспечено оптимальное течение сварочного процесса в моменты коротких замьнсаний дугового промежутка.
Если сварщик, нарушая заданный технологический режим сварки (характерно для полуавтоматической свар- ки), увеличивая скорость подачи сварочной проволоки, выйдет за точку D (Ц то ввиду
ки он вынуткден будет вернуться в заданный диапазон оп-гг-с альных режи- нов BD.
В качестве npiwiepa практической реализации способа сварки рассмотрим блок-схему устройства на фиг, 2. Устройство содержит многопостовой источншс 1 питания постоянного тока, последовательно с которым вклю™. чен регулятор 2 сварного тока на полупроводниковых элементах с импульсным преобразователем 3, выходным фильтром 4 н пактом 5 в цепи сварочной дуги 6, а также блок 7 управления, состоявщй из узлов обрат ной связи по току 8 и напряжению 9 дуги, узлов 10, 11 формирования внешней оптимизированной характеристики регулятора, к таратора 12, блока 13 памяти напряжения дуги в рабочей точке, в который входят ключ 14 и пропорционально-интегрирующий регулятор 15, а также вшротно-импульсный модулятор 16 с резисторами 17 задания диапазона возможнь к режимов сварки.
Устройство работает следующим образен,.
При проведении .сварочных работ путем регулирования скорости подачи сварочной проволоки УС выбирают режим на возраста- .ющей оптимиэироаашой внешней харак- теристике с рабочей точкой, наПри
мер С (Uac S ас S фиг.. 2), которой соответствует выходное напряжение .с регулятора J- и ILc В статис ческом режиме сигнал обратной свя по току дуги, снятый с шунта 5 и умноженный на коэффициент наклона
К-la, суммируется с опорным и
и
10
сравнивается с реальньм напряжени дуги УЛ в .сумматорах узлов 10,11 формирования внешней характеристи В случае появления сигналов рассо ласования через замкнутый ключ 14 S поступает на пропорционал 15 нй интегрирующий регулятор 15, Ре лятор 15 с акустической нулевой ошибкой через гаиротно-импульсньй модулятор 16, выход которого подключен к импульсному преобразоват лю 3, отрабатывает сигнал рассогл
20
сования и
Р
Система автоматического регули ванип восстанавливает оптимальное для данной скоррсти подачи свароч
35
В динамике, по началу коротког замьжания и мгновенному снижению пряжения дуги сигнал с узла 9 обр
30 ной связи по напряжению дуги лу, поступает на компаратор 12, При УПКЗ К заданное опорн напряжение короткого замыкания) к паратор 2 срабатывает и вьщает сигнал управления Uy. на размыкан ключа 14 блока 13 памяти. Пропорц нально-интегрирующий регулятор 15 в отсутствие сигнала рассогласова ния становится ячейкой памяти и с
jj дает условия запоминания напряжени дуги и„ If Uuj, в рабочей точке на статической оптимизированной вн ней характеристике. Питание дуг в время короткого замыкания осущест g эляется на естественной подающей
характеристике под напряжением J. V которое будет оптимальным для каждой рабочей точки в диапазоне рабочих режимов на линии ВО,
По концу короткого замыкания и мгновенному повышению напряжения ключ 14 замьжается и замкнутая сис тема регулирования продолжает рабо lfepOTHo-импульсный модулятор им
gg ет резистор 17, посредством которо можно ограничивать скважность ifM- пульсов сварочного тока на заданном максимальном уровне, напри мер как в точке D (Ц, . 1„
маы - маке/
SO
1 462609
мер С (Uac S ас S фиг.. 2), которой соответствует выходное напряжение .с регулятора J- и ILc В статистическом режиме сигнал обратной связи по току дуги, снятый с шунта 5 и умноженный на коэффициент наклона
К-la, суммируется с опорным и
и
проволоки V напряжение дуги и„ « J. U ..
сравнивается с реальньм напряжением дуги УЛ в .сумматорах узлов 10,11 формирования внешней характеристики, В случае появления сигналов рассогласования через замкнутый ключ 14 S поступает на пропорциональ- нй интегрирующий регулятор 15, Регулятор 15 с акустической нулевой ошибкой через гаиротно-импульсньй модулятор 16, выход которого подключен к импульсному преобразователю 3, отрабатывает сигнал рассогла
сования и
Р
Система автоматического регулиро- ванип восстанавливает оптимальное для данной скоррсти подачи сварочной
5
В динамике, по началу короткого замьжания и мгновенному снижению напряжения дуги сигнал с узла 9 обрат0 ной связи по напряжению дуги лу, поступает на компаратор 12, При УПКЗ К заданное опорное, напряжение короткого замыкания) компаратор 2 срабатывает и вьщает сигнал управления Uy. на размыкание ключа 14 блока 13 памяти. Пропорционально-интегрирующий регулятор 15 в отсутствие сигнала рассогласования становится ячейкой памяти и созjj дает условия запоминания напряжения дуги и„ If Uuj, в рабочей точке С на статической оптимизированной внешней характеристике. Питание дуг во время короткого замыкания осущестg эляется на естественной подающей
характеристике под напряжением J. V, которое будет оптимальным для каждой рабочей точки в диапазоне рабочих режимов на линии ВО,
По концу короткого замыкания и мгновенному повышению напряжения ключ 14 замьжается и замкнутая система регулирования продолжает работу, lfepOTHo-импульсный модулятор имеg ет резистор 17, посредством которого, можно ограничивать скважность ifM- пульсов сварочного тока на заданном максимальном уровне, например как в точке D (Ц, . 1„
маы - маке/
/
O
(фиг. I), Дальнейшее увеличение скорости подачи сварочной проволоки, несмотря на появившееся рассогласование Ua«-U« приведет к излому оптимизированной возрастающей внешней характеристики в естественную крутопадающую при напряжении дуги jMaKt У Uun , Режим сварки не стабилизируется, нужно возвращаться в диапазон возможньк режимов сварки BD.,
Способ сварки может заменять в производстое металлокоиструкций ручную дуговую сбарку штучными электродами и обычную.автоматическую и полуа1втоматическую сварку в СО с питанием дуги от источника постоянного тока однопостового или мнвго- постового.с полупроводниковым регулятором, которые имеют внешние крутопадающие, пологопадающие и оптимизироваиные вольтамперные характеристики . По сравнению с этими ;способами сварки предлагаемый спо, U62609
соб обеспечивает высокое качество
сварки, труда.
поньщение производительности
Формула изобретения
Способ злектродуговой сварки с короткими замыканиями дугового промежутка, при котором питание сварочной дуги производят от источника питания с возрастающей статической внешней характеристикой, о т л н « чающийся тем, что, с целью повышения качества сварного соединения путем оптимизации сварочного процесса в моменты короткого замьг- кания, запоминают напряжение дуги перед началом короткого замыкания, во время короткого замыкания источник питания имеет естественную крутопадающую внешнюю характеристику, а по окончании короткого замыкания напряжение дуги устанавливают равным напряжению перед коротким замыканием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ И ЗАЩИТЫ ПРЕОБРАЗОВАТЕЛЯ | 1998 |
|
RU2168200C2 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |

Изобретение относится к сварочному производству, а нменно к оборудованию дпя элактродуговой. сварки плавящимся электродом с короткими замыканиями дугового промежутка, и может быть использовано при автоматической и полуавтоматической сварке на постоянном токе, Цель - повышение качества сварного соединения путем оптимизации сварочт ного процесса в моменты короткого замыкания. Питание дуги осуществляют от источника с возрастающей внеш ней характеристикой. Запоминают на- пряже1гае дуги до короткого замыкания, во время короткого замыкания питание дуги осуществляют на круто падающей внешней характеристике ис точника. Послэ короткого замьасаяия устанавливают первоначальное напря женне. Система автоматического регу лировання восстакавливает оппзмаль- ное для данной скорости подачи сварочной глроволоки напряжение д;уги. При этом снижается разбрызгивание электродного металла и повышается производительность труда. 2 ил.
О
9c
Фаг.1
I-L
Редактор Т, Лошкарева
Составитель В, Грибова
Техред А.Кравчук Корректор Н, Король
Заказ 4673/
Тираж 498
ВИНИЛИ Государственного комитета по ийобретбйням и открыпшм при ГКНТ СССР 113035, Москва, , Раушская наб,, д. 4/5
ИИ11М | Д
Щи, -i
13 Uf
a
I
,.
,
..J
Подпнсное
| Заруба И.И | |||
| и др | |||
| Сварка в углекислом газе | |||
| Киев, 1966, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Заруба И«И, и др | |||
| Многопостовые вьшрямители дпя механизированной сварки | |||
| - Автоматическая сварка, Ь П, 1981, .с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
