(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1164019A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
| Способ дуговой сварки | 1989 |
|
SU1708559A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
Использование: сварка в углекислом газе конструкций из стали средних толщин со швами, расположенными во всех пространственных положениях. Сущность изобретения: питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю характеристикугПри повышении напряжения дуги на величину 15-20% выше заданного рабочего напряжения питание дуги осуществляют на пологопадающей или жесткой внешней характеристике. Повышение стабильности процесса сварки и качества швов и снижение разбрызгивания достигается за счет ограничения увеличения длины дуги путем Ограничения напряжения с помощью перехода на питание дуги от источника с пологопадающей или жесткой внешней характеристикой. 1 ил., 2 табл.
Изобретение относится к дуговой сварке металлов плавящимся электродом и предназначено, в частности, для сварки конструкций из стали средних толщин со швами, расположенными во всех пространственных положениях.
Известен способ дуговой сварки в СОг, при котором дугу питают от источника с пологопадающей или жесткой внешней ха- рактеристикой. Этот способ получил очень широкое применение во всех странах.
Однако недостатками способа являются повышенное разбрызгивание и недостаточно хорошее формирование шва в диапазоне средних и больших токов и использовании проволок диаметром 1,6 мм и более, когда процесс протекает с редкими короткими замыканиями или без коротких замыканий.
Известен способ дуговой сварки плавящимся электродом, при котором питание дуги осуществляют от источника с крутопадающей внешней характеристикой. Этот процесс отличается несколько меньшим разбрызгиванием.
Однако диапазоны режимов такой сварки узки. Кроме того, высокое напряжение холостого хода приводит к частым оплавлениям токоподводов горелки и вынужденным остановкам сварки.
Известен способ дуговой сварки плавящимся электродом в С02, при котором питание дуги осуществляют от источника с комбинированной внешней характеристикой падающей в диапазоне рабочих токов и напряжений и пологападающей в диапазоне низких напряжений и повышенных токов Существенное улучшение процесса сварки в С02 и качества швов достигается в диапазоне малых и средних токов при ведении сварки с короткими замыканиями. Это
СП
о о о
бусловлено прежде всего сравнительно ебольшими значениями напряжения холотого хода, при которых разрывная длина уги меньше вылета электрода, и при остаовках подачи проволоки не происходит опавление токогтровода сварочной горелки. ри сварке на больших токах для улучшения процесса требуются большее наклоны внешней характё риогикТг В настоящее вр е- мя это достигается счет вы соких напряений холостого хода источника питания.
.-
При таких напряжёнигях хоЛостого ХЬ да дуга растягивается настолько, что оплавляет то- копровод и выводит из строя сварочную горелку- .Таким образом, на сегодня отсутствует способ сварки, обеспечивающий улучшение сварки в С02 на средних и больших токах, протекающей с редкими короткими замыканиями и без коротких замыканий,
Наиболее близким в предлагаемому является способ сварки, при котором питание дуги осуществляют на круто пэда ющей внешней характеристике. Недостатком этого процесса, выполняемого на средних и больших токах, являе тс я недостаточная степень саморегулирования дуги, в результате чего наблюдаются зйачи- тельны е колебания дуги, большая чувствительность к воздействий внешних и собственных магнитных полей и значите л ь- ное б луждёние дуги. Это существенно затрудняет сварку тавровых соединений, сварку с глубокой и узкой разделкой к ромок, наблюдается значительное разбрызгивание электродного металла. При окончаний
сварки и случайных остановок электродной проволоки зачастую оплавляется токЪпро- вод сварочной горелки. Последнее вызвано высоким напряжением холостого Хода источников .литания с крутопадающей внешней характеристикой.
Целью изобретения является повышение стабильности процесса и качества швов, атакже увеличение производительности, уменьшение разбрызгивания и облегче ния.труда сварщиков. - Поставленная цель достигается тем, что при повышении напряжения дуги на 15- 20% выше заданного рабочего значения питания дуги осуществляется на пологопадающей или жесткой внешней харэктеристике. - ---, ,
Способ осуществляется следующим образом. -.,„.,,,
Плавящийся электрод и изделие подключают к клеммам источника питания, имеющего комбинированную внешнюю характеристику - крутопадающую в диапазоне рабочих напряжений св аркй и
напряжений, на15-20% превышающих рабочее напряжение сварки и пологопадаю- щ ую или жесткую при напряжениях, превышающих рабочее напряжение сварки
на 15-2 0%.
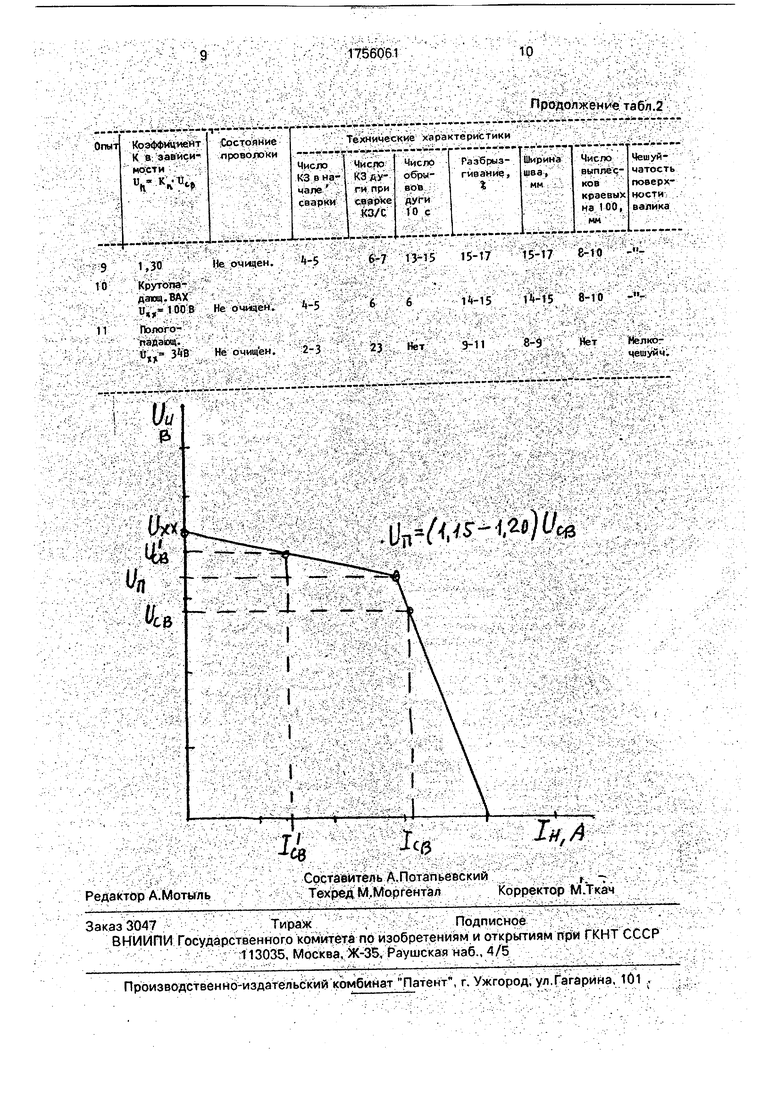
На чертеже приведена внешняя характеристика источника, необходимого для получения предлагаемого процесса сварки. Начало св аркги вы полня юг путем короткого замыкания электрода с изделием одного из известных способов. После зажигания д остиже ния заданным режимом значений напряжения сварки и тока сварки на- чина ется стабильное течени е процесса
сварки. Обыч ные колебания напряжения дуги на величину до +10%, всегда имеющие ме сто при Сварке, npi/тодят к изменениям величины то ка Дуги. Однако при питании дуги на крутопад ающей внешней характери стике изменений тока невелики и намного меньше, чем при п итании дуги на п ологопа- да ющейенешн ей характеристике, а изменения длины дуги большие. Это уменьшает колебания KannVi на электроде и снижает
разбрызгивание, улучшает формиро&аниё
шва. Шов формируется большей ширины с
более мелкой че шуйчатостьк и более пла-вйы м переходным к основному металлу.
Большая шири на шва позволяет выполнять
сварку с болышмй скоростями. При повышении напряжения дуги выше значения Un (l,15-1,20)UcB, например до значения UCB (1,5-1,20)LfC8, питйние дуги осуществляют
- на пологопадающей иЛи жесткой внешней
характеристике. Благодаря этому предупреждается интенсивное оплавление дугой эле ктр ода, а зачастую и токопровода горелки. Переход на питание на пологопадающую характеристику приводит к резкому уменьшению тока дуги до значения 1св и замедлению оплавления электрода. Поскольку электрод подается к изделию с неизменной скоростью, то происходит уменьшение длины дуги, снижение напряжения и увеличение тока дуги. При снижении напряжения ниже Un (1,15-1,2)UcB питание дуги снова осуществляют на крутопадающей внешней характеристике. Напряжение дуги достигает рабочего значения Uce, а ток увеличивается до значения Ьв. Отмеченные изменения напряжения, длины дуги и тока предупреждает нарушение процесса свар ки и повышение разбрызгивания, уменьша ет отрицательное воздействие магнитного дутья, предупреждает оплавление токопрс
вода и выход из строя сварочной горелки.
При ведении сварки с короткими замыканиями напряжение сварки берут таким, чтобы длина дуги была равна Т-2 диаметра электрода и при коротких замыканиях дуги
скорости нарастания тока короткого замыкания увеличивают до значений 100-200 кА/с Начало и течение процесса сварки аналогичны описанному
При мере горения дуги и оплавления электрода на торце формируется капля жидкого металла, приподнимается дугой. Дуга, горящая на крутопадающей ветви внешней характеристики, легко растягивается и смещается, расширяя участок нагрева изделия, что увеличивает ширину шва и улучшает формирование валика Колебания капли на электроде невелики так как изменения напряжения не вызывают больших бросков тока. Это обеспечивает уменьшение разбрызгивания. При увеличении напряжения выше значений (1,15-1,20)иСв, при которых возможны интенсивное оплавление электрода и обрывы дуги, питание дуги переводят на пологопадающую или жесткую внешнюю характеристику, Уменьшение тока, происходящее при этом, уменьшает оллавленме электрода и приводит к уменьшению длины дуги и восстановлению заданного рабочего значения напряжения дуги. Благодаря этому повышается стабильность процесса. Постепенно размеры капли увеличиваются, когда они превысят длину дуги, наступает короткое замыкание разрядного промежутка. В этот момент принудительно увеличивают скорость нарастания тока короткого замыкания в цепи до значений 100-200 кА/с. Это необходимо для быстрого перехода капли в ванну под действием электродинамических сил и поддержания стабильным процесса сварки. В конце перехода капли в ванну жидкая шейка между каплей и электродом перегорает. В этот момент зажигает- ся дуга и весь цикл процесса повторяется. Увеличение скорости нарастания необходимо только в случае, если источник питания на участке крутопадающей внешней характеристике обеспечивает скорости нарастания тока короткого замыкания менее 100-200 кА/с(при использовании проволок диаметром 0,8-1,4 мм)
В качестве примера практической реализации предлагаемого способа сварки можно указать на применение его для сварки в СО2 сталей средних толщин в нижнем положении. Сварка произвэдилась проволокой св-08Г2С по ГОСТу 2246-70 с защитой дуги газообразной двуокисью /глерода по ГОСТу 8050-76. Сварка выполнялась полуавтоматом типа ПДГ-508 с питанием дуги от опытного выпрямителя, обеспечивающего получение комбинированной внешней характеристики в диапазоне до 500 А.
В табл.1 приведены режимы опытных сварок на обратной полярности тавровых
соединений стали ВМСТ-3 Швы, выполненные на указанных режимах без дефектов, имели плавные очертания и мелкочешуйча тую поверхность Разбрызгивание не пре5 вышало 4-6%
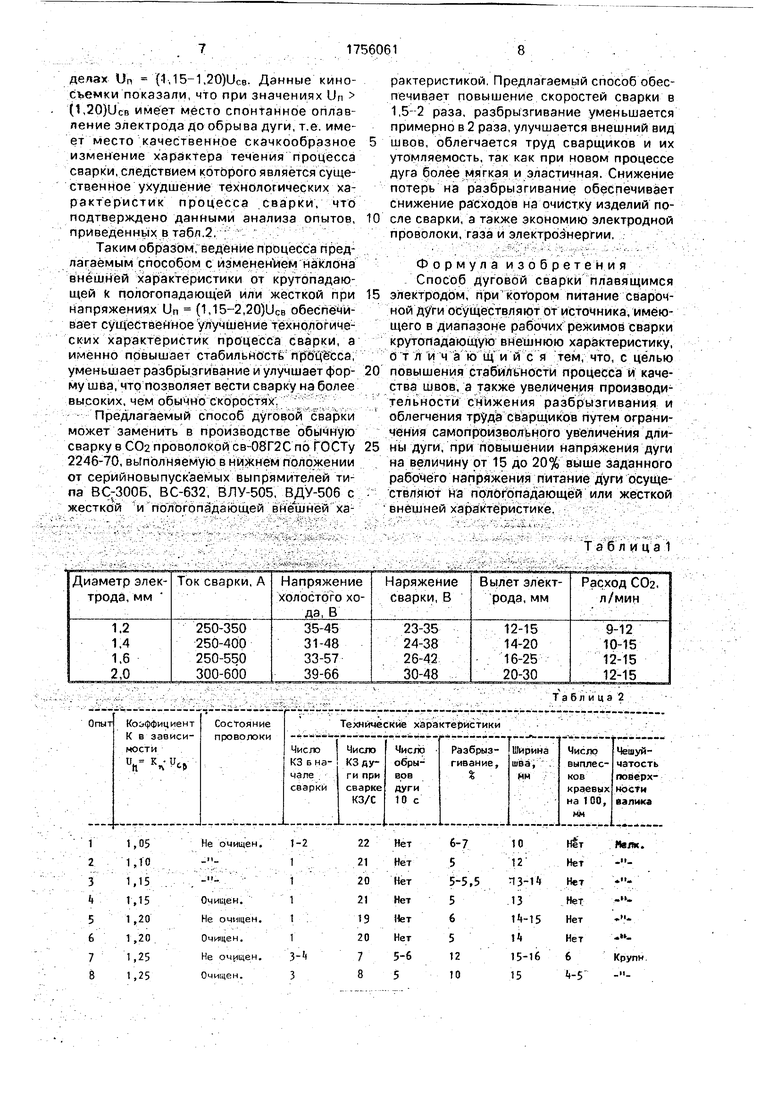
Результаты обработки экспериментов при предельных значениях параметров приведены в табл 2. В опытах 1-9 сварка выполнялась от выпрямителя с комбинированной
0 внешней характеристикой 1)н К1н и соответственно К -Д В/А, коэффициент нанклона крутопада1ощей ветви К -0,25 В/А;
коэффициент наклона пологопадающей еет5 ви К -0,02 В/А. Использовали проволоку СВ-08Г2С диаметром 1,6 мм по ГОСТу 2246- 70 без очистки в состоянии поставки, покрытую смазкой и специально очищенную механическим путем. Для защиты использо0 вали С02 по ГОСТу 5080-76 Расход С02 10 л/мин. Наплавлялись валмки в нижнем положении на сталь ВМСТ-3 толщиной 10 мм, на токе 300 А напряжение сварки DCB 28 В, вылет электрода 20 мм, полярность обратная
5 В опыте 10 сварка велась от источника с крутопадающей внешней характеристикой с наклоном К -0,25 В/А: в опыте 11 сварка велась от выпрямителя с пологопадающей внешней характеристикой и накло0 ном К -0,02 В/А.
Данные киносъемки камерой СКС Ш со скоростью 500 кадров в секунду показали, что при крутопадающей внешней характеристике (опыт 10), а также при комбиниро5 ванной внешней характеристике при Un 1,30UCB после каждого короткого замыкания при переходе капли в шов загорается дуга, оплавляет электрод и обрывается При переходе на пологопадающую внешнюю харак0 теристику при Un 1,25UCs примерно после 3-4 коротких замыканий дуга оплавляет электрод и обрывается. После обрыва дуги процесс восстанавливается после короткого замыкания электрода с ванной, при кото5 рой наблюдается взрыв, приводящий к расплескиванию ванны и выбросу жидкого металла в виде брызг, При значении Un 1,20иСв дуга не оплавляет электрод и не обрывается Наличие загрязнений на повер0 хности проволоки приводит к увеличению длины дуги. В этих случаях характеристика процесса сварки при Un 1,15Uce оказались весьма близкими к процессу, реализуемому при Un 1,20UcB. Исходя из того, что различ5 ные заводы, изготавливающие проволоку св-08Г2С по ГОСТу 2246-70 применяют различные покрытия, а оценки роли покрытия ГОСТ 2246-70 не оговаривается, предлагается значения напряжения Un брать е пределах Un {1,15-1,20)Uce Данные киносъемки показали что при значениях Un (1,20)иСв имеет место спонтанное оплавление электрода до обрыва дуги, т е имеет место качественное скачкообразное изменение характера течения процесса сварки, следствием которого является существенное ухудшение технологических характеристик процесса сварки, что подтверждено данными анализа опытов, приведенных в табл 2
Таким образом, ведение процесса предлагаемым способом с изменением наклона внешней характеристики от крутопадающей к пологопадающей или жесткой при напряжениях Un (1,15-2,20)UCB обеспечивает существенное улучшение технологических характеристик процесса сварки, а именно повышает стабильность процесса, уменьшает разбрызгивание и улучшает фор- му шва, что позволяет вести сварку на более высоких, чем обычно скоростях
Предлагаемый способ дуговой сварки может заменить в производстве обычную сварку в СОа проволокой св-08Г2С по ГОСТу 2246-70, выполняемую в нижнем положении от серийновыпускаемых выпрямителей типа ВС-ЗООБ, ВС-632, ВЛУ-505, ВДУ-506 с жесткой и пологопадающей внешней характеристикой Предлагаемый способ обеспечивает повышение скоростей сварки в 1 5 2 раза, разбрызгивание уменьшается примерно в 2 раза улучшается внешний вид швов, облегчается труд сварщиков и их утомляемость, так как при новом процессе дуга более мягкая и эластичная. Снижение потерь на разбрызгивание обеспечивает снижение расходов на очистку изделий после сварки, а также экономию электродной проволоки, газа и электроэнергии
Формула изобретения Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю характеристику, отличающийся тем, что, с целью повышения стабильности процесса и качества швов, а также увеличения производительности снижения разбрызгивания и облегчения труда сварщиков путем ограничения самопроизвольного увеличения длины дуги, при повышении напряжения дуги на величину от 15 до 20% выше заданного рабочего напряжения питание дуги осуществляют на пологопадающей или жесткой внешней характеристике
Т а б л и ц а 1
Таблица 2
Ite очищен. f-5
9 1,30Иеочицен. 6-7 13-15 15-t7 15-17 8-10 - 10Крутопа- 4
Т ШВНеочиден. 4-5 -6 6 lV-15 j,
11ПОЛОГО- очищен. 2-3 23 9-11
J
8-9Нет Нел
ч чешу
.2
8-9Нет Нелког
ч чешуйч
.
.№(
| Заруба И.И | |||
| и др | |||
| Сварка в углекислом газе, - К,, Техника, 1966, с.27-35 | |||
| Заруба VI.И | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
