Vc, Uct Uc,
«.
4:
30 8 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ механизированной дуговой сварки | 1990 |
|
SU1791086A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
1.СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В защитных газах, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов ; сварки крутопадающую внешнюю характеристику, отличающийс я тем, что, с целью повышения про ивводительности и качества шва путем уменьшения разбрызгивания и улучшения формирования шва, при снижении напряжения на дуге на 15-20% ниже заданного рабочего значения, питание дуги осуществляют на пологопадающей или жесткой характеристике. (Л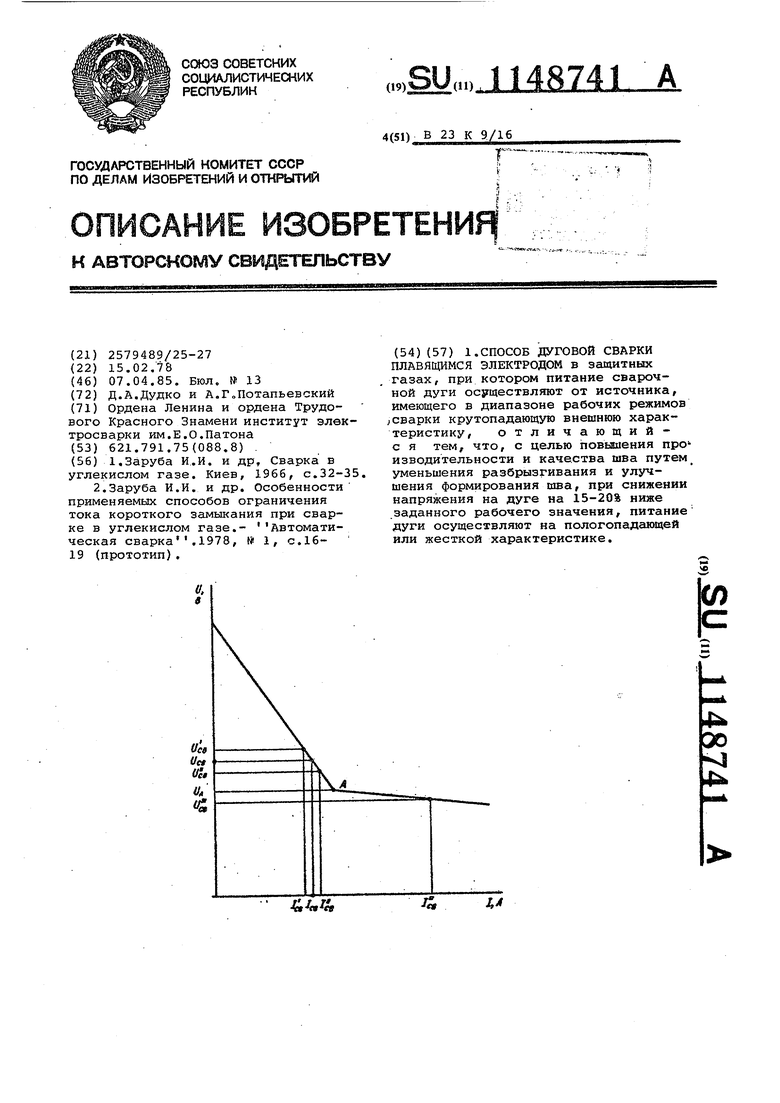
«
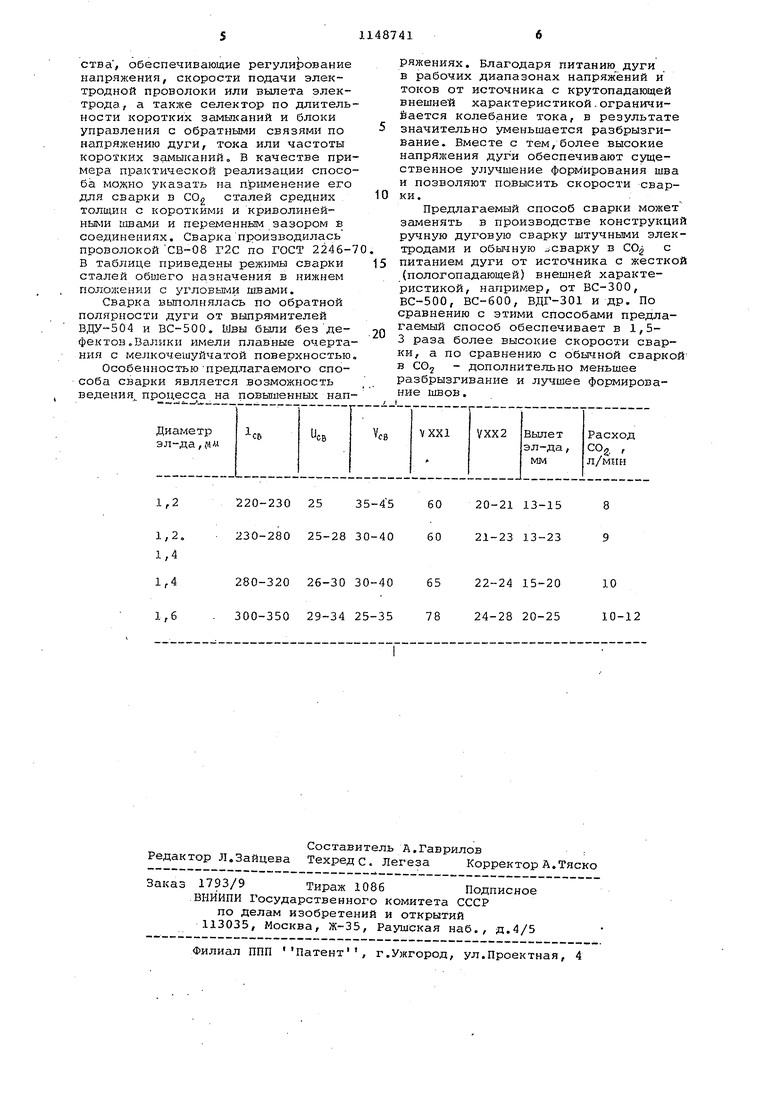
выполнении сварки с короткими замыканиями скорости нарастания тока при питании дуги на жесткой или пологопадающей внешней характеристике устанавливают в 2-5 большими, чем при питании дуги от источника с крутопадающей характеристикой, при этом длину дуги поддерживают равной 1-2 диаметра электрода. .ка, имеющего в диапазоне рабочих режимов сварки крутопадаюиую внешнйю характеристику, при снижении напряжения на дуге на 15-20% ниже заданного рабочего значения, питание дуги осуществляют на пологопадающей или жесткой характеристике. Одновременно с переключением питания дуги на жесткую или пологопадающую характеристику увеличивают . скорость нарастания тока в сварочной цепи. При выполнении сварки с короткими замыканиями скорости нарастания тока при питании дуги ,на жесткой или пологопадающей внешней характеристике устанавливают в 2-5 большими,чем при питании дуги с крутопадающей характеристикой, при этом длину дуги поддерживают равной 1-2 диаметра электрода. Процесс сварки осуществляют следующим образом. Плавящаяся электродная проволока и изделие подключены к клеммам уста-, новки, состоящей, например, из двух источников постоянного тока, один из которых имеет крутопадающую, а второйпологопадающую внешние характеристики, включенных параллельно. Оба источника имеют независимое регулирование напряжения холостого хода, наклона внешней характеристики и скорости изменения тока в цепи. Источник с крутопадающей внешней характеристикой настраивают так, чтобы обеспечить горение дуги при заданных рабочих значениях напряжения и тока. Источник с пологопадающей внешней , характеристикой настраивается так, чтобы напряжение точки А Од (перехо-, да с крутопадающей на пологопадающую чдсть) было бы на 15-20% меньше рабочего напряжения сварки t & (0,800,85) . Зависание дуги и начало сварки выполняют путем короткого замыкания электрода с изделием одним из известных способов. После зажигания дуги и достижения заданных ра.бочих значений напряжения Ofg и тока Ijg начинается стабильное течение процесса сварки. Обычные колебани напряжения lice и g на величину до 10% от и eg , всегда имеющие место при сварке, приводят к изменениям тока. Так, при повышении напр жения от Ujg. до исв происходит уменьшение тока от ICB До Ice при снижении напряжения от Uce до UCB ток увеличивается до . Известно, что чем на большую величи ну изменяется ток, тем больше колеб лется капля и больше разбрызгивание. Поскольку при данном процессе питание дуги в диапазоне рабочих напряжений и токов производят на крутопадающей части внешней характеристики, то колебания тока невелики. Это существенно уменьшает ра брызгивание и улучшает формирование шва. При снижении напряжения на ве личину более 20% от , например, до и в , которое может привести к нарушению процесса, питание дуги осуществляется на пологопадающей внешней характеристике. В результате этого происходит увеличени тока от 1 . Это приводит к ускорению плавления электрода, увеличению длины дуги и восстановлению заданного рабочего значения Uo9 . Одновременно ток автоматически уменьшается и достигает значения ICB . Отмеченное резкое импульсное повышение тока, таким об разом, предупреждает нарушение процесса , повышение разбрызгивания и ухудшение формирования шва. Выполнение сварки с установкой малой скорости нарастания тока в ра бочем диапазоне токов на крутопадающем участке внешней характеристики еще больше ограничивает изменение тока при случайных колебаниях напряжения в пределах ± 10%, такясе предупреждает выброс крупных брызг при случайных соприкосновениях капли с ванной. А повышенная скорость нарастания тока на участке жесткой или пологопадающей внешней характеристики, наоборот, ускоряет импульсное повышение тока при сниженки напряжения более чем на 1520% от |}(,g , при этом ускоряется , восстановление заданных рабочих зна чений Ufg и Зсй . При осуществлении процесса с короткими замыканиями напряжение дуги берут таким, чтобы длина дуги была равна 1-2 диаметра электрода, а скорости нарастания тока в цепи с жесткой или пологопадающей внешней характеристикой устанавливают в 2-5 раз большими,че на крутопадающей. Началопроцесса в течение сварки в диапазоне рабочих напряжений и токов протекает так же, как и при сварке без коротких замыканий. По мере горения дуги размер жидкой капли, обра-, зующейся на электроде, увеличивает-ся, а длина дуги уменьшается. Когда размеры капли превысят длину дуги, наступает короткое замыкание, напряжение, при этом уменьшается и питание выполняют при пологопадающей внешней характеристике. В результате ток в цепи резко импульсно возрастает, что способствует увеличению электродинамических сил и ускоряет переход капли с электрода в ванну. Между электродом и каплей формируется жидкая перемычка, которая утоньшается и перегорает со взрывом, зажигается дуга:, и весь процесс повторяется. Для обеспечения спокойного перехода капли с электрода в ванну в цепи устанавливают определенную скорость нарастания тока, величина которой берется в зависимости от диаметра и состава электрода, а также положения сварки в пределах от 15 до 150 кА/с. В ряде случаев,например, при выполнении сварки электродными проволоками больших диаметров, а также в защитных газах с низким потенциалом ионизации, процесс саморегулирования протекает вяло, поэтому в соответствии с предлагаемым способом процесс сварки ведут с автоматическим регулированием. Система автоматического регулирования момсет быть построена на принципе поддержания постоянным заданного рабочего напряжения, а в качестве регулирующего параметра используют скорость подачи электродной проволоки. При сварке, когда имеют место значительные изменения вылета электрода, предложенный способ сварки осуществляется с автоматическим регулированием и поддержанием постоянного сварочного тока. В качестве регулирующего параметра используют вылет электрода. При выполнении сварки с частыми коротч ими замыканиями сварку ведут с автоматическим регулированием, поддерживая постоянным заданное число коротких замыканий, при которых капли переходят с электрода в ванну. Число коротких замыканий определяют Hanfпример, по спадам напряжения в периоды коротких замыканий по пикам тока короткого замыкания и по длительности коротких замыканий. В качестве регулирующего параметра используют выходное напряжение источника питания или скорость подачи электродной проволоки, или одновременно выходное напряжение источника и скорость подачи проволоки, или вылет электродной проволоки. Для осуществления способа сварки с указанными схемами автоматического регулирования могут быть использованы устройства, обеспечивающие регули эование напряжения, скорости подачи электродной проволоки или выпета электрода, а также селектор по длитель нести коротких замБпсаний и блоки управления с обратными связями по напряжению дуги, тока или частоты коротких замыканий, В качества при мера практической реализации спосо ба модно указать на применение его для сварки в COg сталей средних толщин с короткими и криволинейными ишами и переменным зазором в соединениях. Сварка производилась проволокойСВ 08 Г2С по ГОСТ 2246В таблице приведены режимы сварки сталей обилего назначения в нижнем положении с угловыми швами. Сварка выполнялась по обратной полярности дуги от В1апрямителей В, и ВС-500. 1ивы были бездефектов. Валики имели плавные очерта НИН с мелкочешуйчатой поверхностью Особенностьюпредлагаемого способа сварки является возможность ведения процесса на повьтенных нап 220-23025 35-456020-2113-15 230-28025-28 30-406021-2313-23 280-32026-30 30-406522-2415-20 300-35029-34 25-357824-2820-25 ряжениях. Благодаря питанию дуги в рабочих диапазонах напряжений и токов от источника с крутопадающей внешней характеристикой.ограничивается колебание тока, в результате значительно уменьшается разбрызгивание. Вместе с тем,более высокие напряжения дуги обеспечивают существенное улучшение формирования шва и позволяют повысить скорости сварки. Предлагаемый способ сварки может заменять в производстве конструкций ручную дуговую сварку штучными электродами и обычную - сварку в COg с питанием дуги от источника с жесткой (пологопадающей) внешней характеристикой, например, от ВС-300, ВС-500, ВС-бОО, ВДГ-301 и др. По сравнению с этими способами предлагаемый способ обеспечивает в 1,53 раза более высокие скорости сварки, а по сравнению с сваркой в СО, - дополнительно меньшее разбрызгивание и лучшее формирование швов. 8 9 10 10-12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Сварка в углекислом газе | |||
| Киев, 1966, с,32-35 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| (I | |||
| в | |||
