Изобретение относится к промышленности строительства и стройматериалов, к области электронной техники и может быть использовано при изготовлении активный элементов газовых лазеров
Целью изобретения является повышение выхода годных изделий
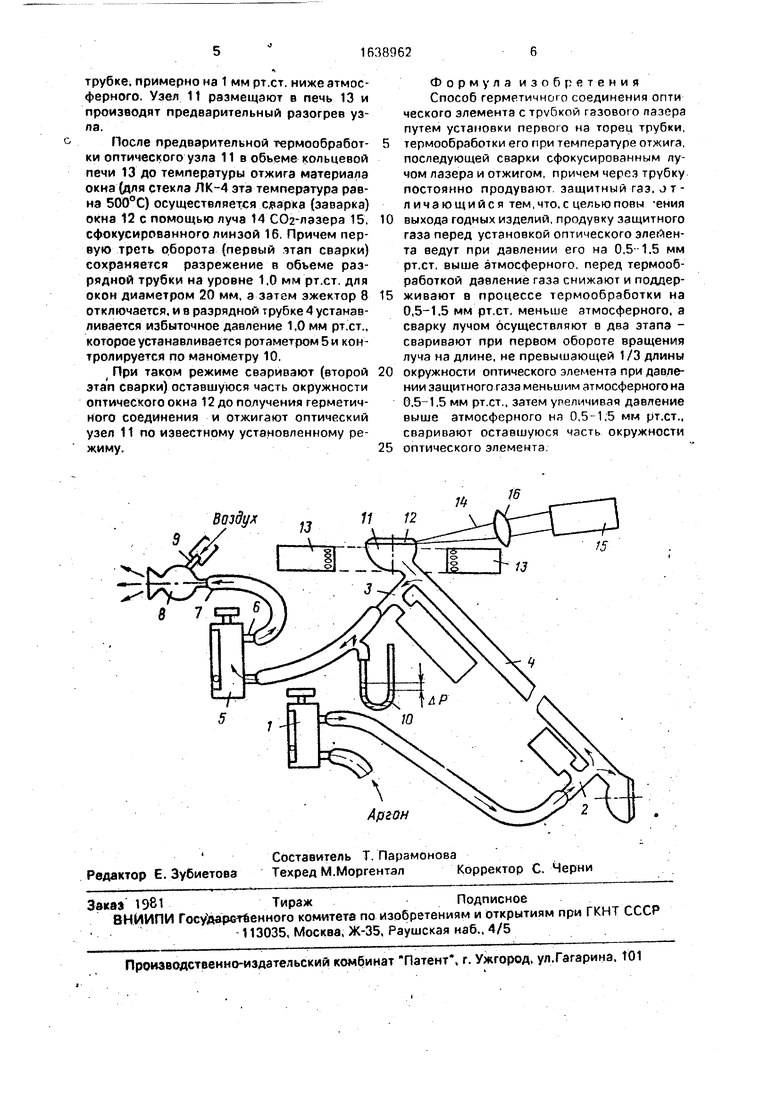
На чертеже представлено устройство для осуществления способа герметичного соединения оптического элемента с трубкой газового лазера.
Устройство для подачи защитного газа содержит ротаметр 1, соединенный через
входной 2 и выходной 3 пат рубки разрядной трубки 4 с ротаметром 5 Выходной штуцер 6 ротаметра 5 соединен с центральной трубкой 7 эжектора 8, содержащего боковой штуцер 9 для ввода воздуха высокого давления. Между выходным патрубком 3 трубки 4 и ротаметром 5 установлен манометр 10. Выходной узел 11 разрядной трубки 4 вместе с оптическим окном 12 установлен в кольцевой печи 13. Сварка осуществляется лучом 14 лазера 15. сфокусированным с помощью линзы 16.
Способ осуществляется следующим образом.
О
ё $
го
Разрядная трубка 4 закрепляется таким образом, чтобы шлифованная поверхность оптического узла 11 располагалась в горизонтальной плоскости. Через входной патрубок 2 в разрядную трубку подается инертный газ (например, аргон), прохождение которого контролируется и устанавливается по ротаметру 1 и манометру 10. Для окон диаметром 20 мм они равны соответственно 10 л/ч и 1,0 мм рт.ст. Очищенное оптическое окно 12 устанавливается на шлифованную поверхность разрядной трубки, включается эжектор 8, соединенный через второй ротаметр 5 с выходным патрубком 3 разрядной трубки 4.
Контроль прохождения аргона и степень разряжения в объеме разрядной трубки осуществляется по ротаметру 5 и манометру 10. Для окон диаметром 20 мм они соответственно равны 10 л/ч и 1.0 мм рт.ст.
Перед установкой оптического окна 12 на торец трубки 4 газового лазера внутренний объем разрядной трубки 4 заполняют аргоном, создающим при прохождении избыточное давление в разрядной трубке 0,5- 1,5 мм рт.ст. При избы Точном давлениии меньшем 0,5 мм рт.ст. продувка не эффективна и возможно оседание влаги на внутреннюю поверхность окна 12. При давлении более 1.5 мм рт.ст. оптическое окно 12 не удерживается на шлифованной поверхности выходного (оптического) узла 11 за счет собственного веса тяжести.
После установки окна 12 давление защитного газа в разрядной трубке снижают с помощью эжектора 8, создающего разрежение на выходном патрубке 3 трубки и устанавливающего давление защитного газа в обьеме разрядной трубки ма 0,5-1,5 мм рт.ст. меньше атмосферного. При этом приток защитного инертного газа осуществляется через входной патрубок 2, а выход с большей скоростью с помощью эжектора 8 через другой патрубок 3 со стороны завариваемого окна 12. Разность давлений 0,5-1,5 мм рт.ст. обеспечивает надежное удержание окна 12, установленного на шлифованной поверхности в процессе предварительного разогрева и заварки. При разности давлений меньше чем 0,5 мм рт.ст. удержание окна на шлифованной поверхности становится ненадежным и даже незначительное отклонение шлифованной поверхности от горизонтальной вызывает брак при сверке из-за смещения окна. При разности давлений больше чем 1,5 мм рт.ст. возможно проникновение через соприкасающиеся поверхности окна и шлифованного выходного узла загрязнений из окружающего пространства.
Интервал избыточного давления защитного газа относительно давления окружающей среды (атмосферного) выбран экспериментально и зависит от диаметра
и толщины оптического элемента (веса оптического элемента). Данному интервалу делений соответствует следующий диапазон скоростей циркуляции защитного газа: 0,5 мм рт ст. - 5 л/ч и 1.5 мм рт.ст. 0 15л/
После предварительной термообработки осуществляется непосредственно процесс герметизации (сварки) путем, например, последовательного прохождения сфокусиро5 ванным лучом 14 СО2-лазера по кромке окна 12 и выходного узла 11. Скорость прохождения луча при сварке 1-2 мм/с и соединение кромки окна с выходным узлом разрядной трубки происходит практически сразу после
0 начала сварки. Поскольку 1 /3 длины окружности сваренного шва вполне достаточно (как показали эксперименты), для надежного удержания окна, то поэтому на 1/3 первого оборота вращения луча подерживается
5 давление защитного газа на 0,5-1,5 мм рт ст. меньше атмосферного, а затем для исключения проникновения продуктов термической обработки стекла внутрь разрядной трубки увеличивают давление
0 защитного газа до величины, превышающей на 0,5-1,5 мм рт.ст. атмосферы и сваривают (на втором этапе сварки) оставшуюся часть окружности оптического окна до получения герметичного соединения с трубкой.
5 Превышение давления защитного газа на этом этапе на величину меньше чем 0,5 мм рт.ст. от атмосферного не обеспечит эффективной защиты внутренней поверхности окна, а превышение больше, чем
0 на 1,5 мм рт.ст. вызывает выдувание расплавленного стекла в месте воздействия лазерного луча, что приводит к браку.
Пример. Герметичное соединение оптического окна с трубкой гелий-неоново5 го лазера.
Перед установкой окна 12 на торец трубки 4 давление аргона в ней устанавли- Bgnocb 1 мм рт.ст выше атмосферного (давления окружающей среды) по ротаметру 5.
0 Затем после установки окна давление газа снижают. Регулировку давления осуществляет изменением скорости циркуляции аргона через трубку в поеделах от 5 до 15 л /ч с помощью эжектора 8 (6), через
5 который пропускают воздух повышенного давления.
После установки окна 12 включают эжектор 8, тем самым увеличивают скорость циркуляции аргона через трубку 4 до получения пониженного давления газа в
трубке, примерно на 1 мм рт.ст. ниже атмосферного. Узел 11 размещают в печь 13 и производят предварительный разогрев узла.
После предварительной термообработ- ки оптического узла 11 в обьеме кольцевой печи 13 до температуры отжига материала окна (для стехла ЛК-4 эта температура равна 500 С) осуществляется срарка (заварка) окна 12 с помощью луча 14 СО2-лэзера 15. сфокусированного линзой 16. Причем первую треть оборота (первый этап сварки) сохраняется разрежение в обьеме разрядной трубки на уровне 1,0 мм рт.ст. для окон диаметром 20 мм, а затем эжектор 8 отключается, и в разрядной трубке 4 устанавливается избыточное давление 1,0 мм рт.ст., которое устанавливается ротаметром 5 и контролируется по манометру 10.
( При таком режиме сваривают (второй этап сварки) оставшуюся часть окружности оптического окна 12 до получения герметичного соединения и отжигают оптический узел 11 по известному установленному режиму.
Формула изобретения Способ герметичною соединения опти ческого элемента с трубкой газового лазера путем установки первого на торец трубки. термообработки его при температуре отжига, последующей сварки сфокусированным лучом лазера и отжигом, причем через трубку постоянно продувают защитный газ. j т - личающийся тем,что,с цельюповы -ения выхода годных изделий, продувку защитного газа перед установкой оптического элегйен- та ведут при давлении его на 0.5--1.5 мм рт.ст. выше атмосферного, перед термообработкой давление газа снижают и поддерживают в процессе термообработки на 0,5-1,5 мм рт.ст. меньше атмосферного, а сварку лучом осуществляют в два этапа - сваривают при первом обороте вращения луча на длине, не превышающей 1/3 длины окружности оптического элемента при давлении защитного газа меньшим атмосферного на 0,5-1,5 мм рт.ст., затем увеличивая давление выше атмосферного на 0,5-1,5 мм рт.ст., сваривают оставшуюся часть окружности оптического элемента

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки непрерывным лазерным излучением | 1990 |
|
SU1808588A1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| Станок для сварки оптических окон с трубкой квантового генератора | 1986 |
|
SU1429467A2 |
| Активный элемент ионного газового лазера | 1985 |
|
SU1267906A1 |
| СВЧ-коммутатор | 1990 |
|
SU1790018A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1416005A1 |
| Станок для сварки оптических окон с трубкой квантового генератора | 1978 |
|
SU729942A2 |
| СПОСОБ ДВУХЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ | 2016 |
|
RU2639200C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
Изобретение относится к промышленности строительства и стройматериалов, к электронной технике, и может быть использовано при изготовлении активных элементов газовых лазеров Цель изобретения - повышение выхода годных изделий. Это достигается тем, что перед установкой оптического элемента на торец трубки создают давление аргона в трубке выше атмосферного на 0,5-1,5 мм рт.ст. После установки оптического элемента давление аргона сни жают до 0.5-1,5 мм рт.ст. меньше атмосферного давления. При этом давлении производят предварительную термообработку. Сварку сфокусированным лучом лазера ведут в два этапа На первом сваривают при первом обороте вращения луча на длине, не превышающей 1 /3 длины окружности оптического элемента при давлении аргона меньшем атмосферного на О .5 мм рт ст., на втором этапе увеличивают давление аргона до величины, превышающей атмосферное давление на 0515 мм рт ст и сваринлют оставшуюся часть окружности оптического элемента до получения его герметичного соединения с трубкой лазера Это позволяет исключить его смещение на всех этапах герметизации, обеспечит высокое качество изделий при сварке в автоматическом режиме Это исключит субьективное вмешательство оператора Позволит широко внедрить сварку оптических элементов с помощью СОз - лазера в серийном производство, что повысит надежность активных элементов газовых лазеров 1 ил Ј Л-
| Технологическая карта ТК-заварка окон лучом лазера - 602912600002. |
