Изобретение относится к области очистки изделий от посторонних материалов.
Цель изобретения - повышение качества очистки и экологических характеристик способа при очистке изделий от солей цветных металлов после гальванообработки.
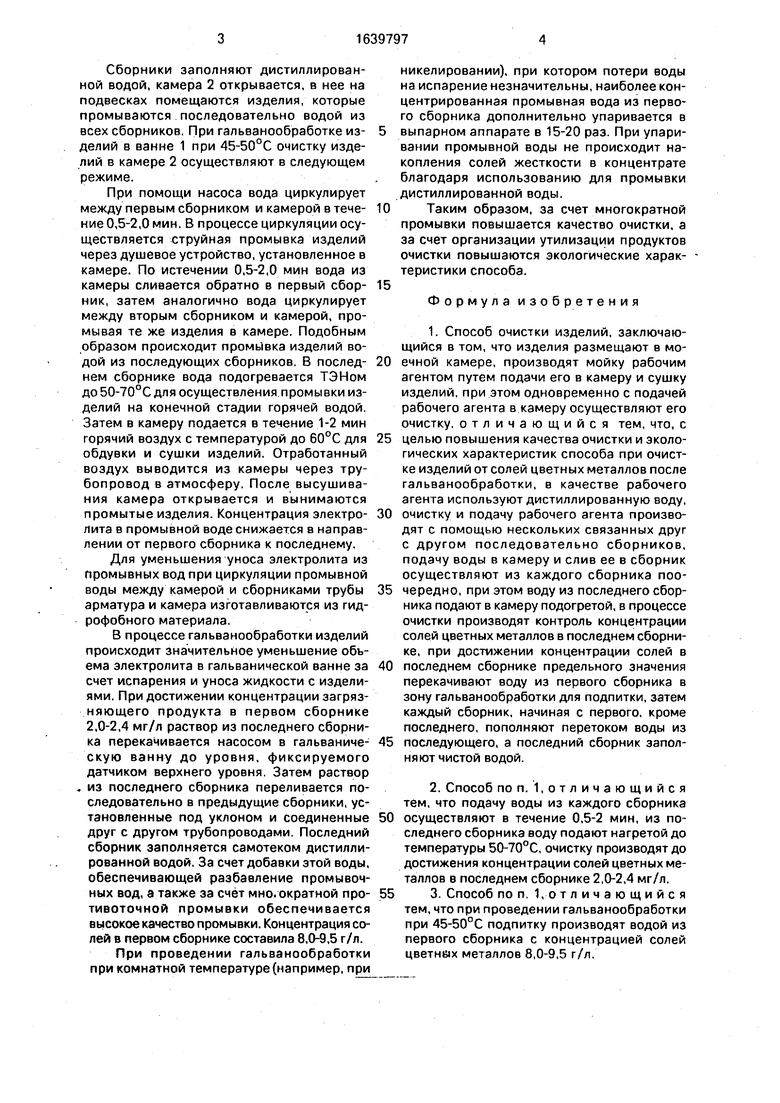
На чертеже изображена схема установки, реализующей способ.
Установка содержит гальваническую ванну 1, камеру 2 мойки с душевым устройством 3, сборники 4-8, расположенные с уклоном от сборника 8 к сборнику 4 и соединенные друг с другом трубопроводами с вентилями 9-12. Сборники связаны с насосами 13-17, от которых отходят трубы к камере 2.
В сборнике 8 установлен ТЭН для нагрева воды, если по технологическому регламенту требуется промывка изделий горячей водой на конечной стадии. В верхнюю часть камеры подведен трубопровод от компрессора 18 с нагревателем 19 воздуха для подачи горячего воздуха. Воздух на компрессор поступает через воздушный фильтр 20. Сборник 4 соединен через насос 13 трубопроводом с гальванической ванной 1. Сборник 4 соединен также с выпарным аппаратом 21 и промежуточной емкостью 22, из которой упаренный раствор насосом 23 подается в гальваническую ванну.
Способ осуществляется следующим образом.
О
со ю
XI
ю XI
Сборники заполняют дистиллированной водой, камера 2 открывается, в нее на подвесках помещаются изделия, которые промываются последовательно водой из всех сборников. При гальванообработке изделий в ванне 1 при 45-50°С очистку изделий в камере 2 осуществляют в следующем режиме.
При помощи насоса вода циркулирует между первым сборником и камерой в течение 0,5-2,0 мин. В процессе циркуляции осуществляется струйная промывка изделий через душевое устройство, установленное в камере. По истечении 0,5-2,0 мин вода из камеры сливается обратно в первый сборник, затем аналогично вода циркулирует между вторым сборником и камерой, промывая те же изделия в камере. Подобным образом происходит промывка изделий водой из последующих сборников. В последнем сборнике вода подогревается ТЭНом до 50-70°С для осуществления промывки изделий на конечной стадии горячей водой. Затем в камеру подается в течение 1-2 мин горячий воздух с температурой до 60°С для обдувки и сушки изделий. Отработанный воздух выводится из камеры через трубопровод в атмосферу. После высушивания камера открывается и вынимаются промытые изделия. Концентрация электролита в промывной воде снижается в направлении от первого сборника к последнему.
Для уменьшения уноса электролита из промывных вод при циркуляции промывной воды между камерой и сборниками трубы арматура и камера изготавливаются из гидрофобного материала.
В процессе гальванообработки изделий происходит значительное уменьшение объема электролита в гальванической ванне за счет испарения и уноса жидкости с изделиями. При достижении концентрации загрязняющего продукта в первом сборнике 2,0-2,4 мг/л раствор из последнего сборника перекачивается насосом в гальваническую ванну до уровня, фиксируемого датчиком верхнего уровня. Затем раствор . из последнего сборника переливается последовательно в предыдущие сборники, установленные под уклоном и соединенные друг с другом трубопроводами. Последний сборник заполняется самотеком дистиллированной водой. За счет добавки этой воды, обеспечивающей разбавление промывочных вод, а также за счет мно. ократной про- тивоточной промывки обеспечивается высокое качество промывки. Концентрация солей в первом сборнике составила 8,0-9,5 г/л.
При проведении гальванообработки при комнатной температуре (например, при
никелировании), при котором потери воды на испарение незначительны, наиболее концентрированная промывная вода из первого сборника дополнительно упаривается в
выпарном аппарате в 15-20 раз. При упаривании промывной воды не происходит накопления солей жесткости в концентрате благодаря использованию для промывки дистиллированной воды.
0 Таким образом, за счет многократной промывки повышается качество очистки, а за счет организации утилизации продуктов очистки повышаются экологические характеристики способа.
5
Формула изобретения
1.Способ очистки изделий, заключающийся в том, что изделия размещают в мо0 ечной камере, производят мойку рабочим агентом путем подачи его в камеру и сушку изделий, при этом одновременно с подачей рабочего агента в камеру осуществляют его очистку, отличающийся тем, что, с
5 целью повышения качества очистки и экологических характеристик способа при очистке изделий от солей цветных металлов после гальванообработки, в качестве рабочего агента используют дистиллированную воду,
0 очистку и подачу рабочего агента производят с помощью нескольких связанных друг с другом последовательно сборников, подачу воды в камеру и слив ее в сборник осуществляют из каждого сборника поо5 чередно, при этом воду из последнего сборника подают в камеру подогретой, в процессе очистки производят контроль концентрации солей цветных металлов в последнем сборнике, при достижении концентрации солей в
0 последнем сборнике предельного значения перекачивают воду из первого сборника в зону гальванообработки для подпитки, затем каждый сборник, начиная с первого, кроме последнего, пополняют перетоком воды из
5 последующего, а последний сборник заполняют чистой водой.
2.Способ по п. 1,отличающийся тем, что подачу воды из каждого сборника
0 осуществляют в течение 0,5-2 мин, из последнего сборника воду подают нагретой до температуры 50-70°С, очистку производят до достижения концентрации солей цветных металлов в последнем сборнике 2,0-2,4 мг/л.
5 3. Способ по п. 1,отличающийся тем, что при проведении гальванообработки при 45-50°С подпитку производят водой из первого сборника с концентрацией солей цветных металлов 8,0-9,5 г/л.
4, Способ по п. 1,отличающийся тем. что при проведении гальванообработки при 15-30°С воду из первого
сборника предварительно выпаривают в 15-20 раз, после чего подают для подпитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для жидкостной обработки изделий | 1989 |
|
SU1742357A1 |
| ОПЕРАЦИОННЫЙ МОДУЛЬ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2165485C2 |
| БЕССТОЧНЫЙ МОДУЛЬ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2043430C1 |
| Агрегат для нанесения гальванических покрытий на металлические изделия | 1988 |
|
SU1539242A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ | 2002 |
|
RU2218455C1 |
| БЕССТОЧНЫЙ МОДУЛЬ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2092627C1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РАЗМЕЩАЕМЫХ В ПЕРФОРИРОВАННЫХ БАРАБАНАХ | 2002 |
|
RU2216610C1 |
| СПОСОБ МОЙКИ НАРУЖНОЙ ПОВЕРХНОСТИ ПАССАЖИРСКИХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2264312C1 |
| СПОСОБ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ, ПРИ ИСПОЛЬЗОВАНИИ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ (РАСТВОРОВ) ПРОЦЕССНЫХ ВАНН | 1998 |
|
RU2149228C1 |
| БЕСТОЧНЫЙ МОДУЛЬ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2092628C1 |

Изобретение позволяет повысить качество очистки и экологические характеристики способа при очистке изделий от солей цветных металлов после гальванообработки. Изделия после гальванообработки размещают в моечной камере. Сборники заполняют дистиллированной водой, которая используется в качестве рабочего агента. Сборники связаны друг с другом последовательно и при этом каждый сборник связан с камерой мойки. Осуществляют циркуляцию воды между камерой и каждым сборником поочередно в течение 0,5 - 2 мин, при этом производится мойка изделий. Вода, подаваемая из последнего сборника, подается нагретой до 50-70°С. После проведения цикла мойки изделия сушат и извлекают из камеры. В процессе очистки производят контроль концентрации солей цветных металлов в первом сборнике. При достижении концентрации солей 2,0-2,4 мг/л раствор из последнего сборника перекачивают в гальваническую ванну для подпитки. При проведении гальванообработки при температуре 45-50°С подпитку производят водой из первого сборника с концентрацией солей цветных металлов 8,0-9,5 г/л. Если гальванообработка производится при температуре 15-30°С, то воду из первого сборника предварительно выпаривают в 15- 20 раз. 3 з.п ф-лы, 1 ил.
L-fy. Т
| Козлов Ю.С | |||
| и др | |||
| Очистка изделий в машиностроении | |||
| М.: Машиностроение, 1982, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
