Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию, и может быть использовано на гидравлических прессах при изготовлении изделий из алюминиевых сплавов методом экструзии.
Цель изобретения - упрощение устройства и повышение точности регулирования.
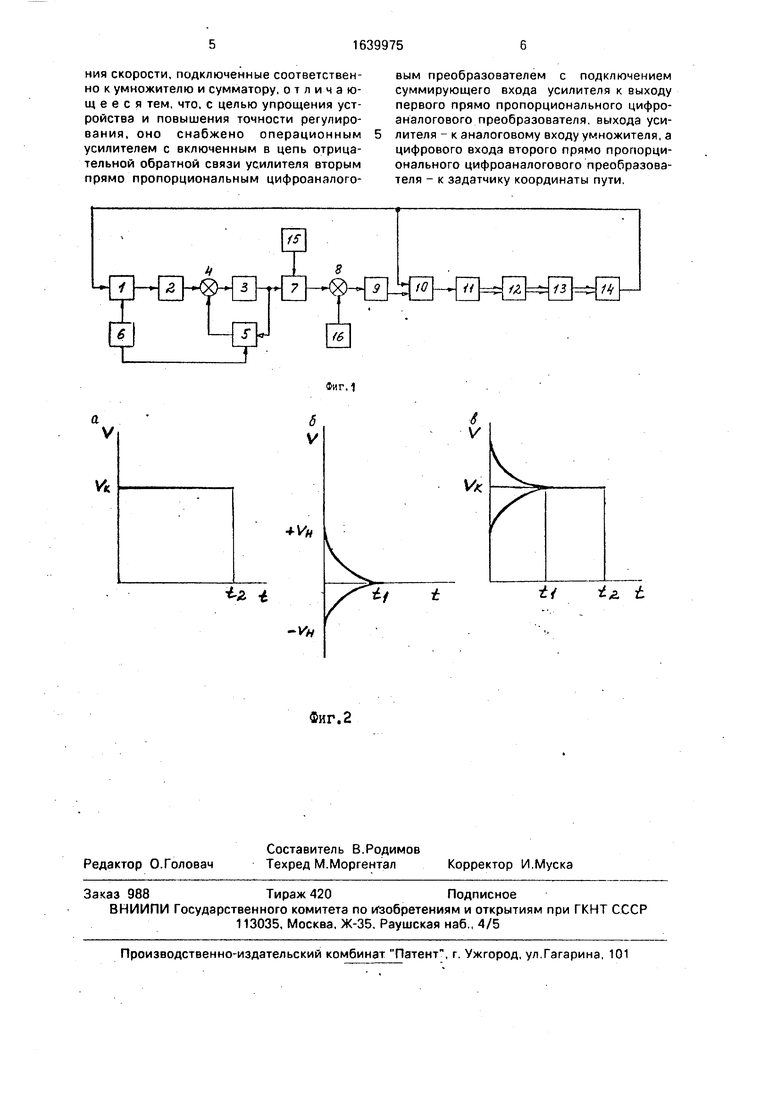
На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 - кривые изменения скорости прессования.
Устройство содержит счетчик 1 пути пресс-штемпеля, первый прямо пропорциональный цифроаналоговый преобразователь 2, входом подключенный к выходу счетчика 1, операционный усилитель 3, суммирующая точка 4 которого соединена с выходом первого цифроаналогового преобразователя 2 и в цепь отрицательной обратной связи которого включен второй прямо пропорциональный цифроаналоговый преобразователь 5 с присоединением аналогового входа преобразователя 5 к выходу усилителя З.а аналогового выхода - к суммирующей точке 4 операционного усилителя 3, задатчик б координаты пути, подключенный к установочным входам счетчика 1 и цифровому входу второго прямо пропорционального цифроаналогового преобразователя 5, цепочка из последовательно включенных цифроаналогового умножителя 7, сумматора 8. преобразователя аналог-частота 9, блока 10 регулирования, двигателя 11, регулирующего дросселя 11, гидравлического пресса 13 и датчика 14 пути пресс-штемпеля, выходом соединенного
О GO О Ю vj
СЛ
с блоком 10 регулирования и вычитающим входом счетчика 1, а также задатчик 15 начального превышения скорости, подключенный к цифровому входу умножителя 7, и задатчик 16 конечного значения скорости, соединенный с сумматором 8.
Устройство работает следующим образом.
Заданное значение скорости прессования формируется в функции пути движения пресс-штемпеля в виде двух составляющих (фиг. 2). Первая составляющая определяется значением конечной скорости VK (фиг. 2а). При равенстве нулю второй составляющей регулятор обеспечивает постоянство скорости на всем пути прессования, Вторая составляющая VH (фиг. 26) обеспечивает начальное изменение скорости с уменьшением заданного начального изменения скорости до нуля по экспоненте на заданном участке пути (фиг, 2в). Такие изменения скорости диктуются технологическими требованиями,
Первая составляющая обеспечивается задатчиком 16 конечной скорости, сигнал которого вводится в сумматор 8. Начальное изменение скорости получается путем умножения в цифроаналоговом умножителе 7 сигнала изменения скорости в нормированном виде в аналоговой форме на заданное начальное изменение скорости, вводимое в умножитель с задатчика 15 в цифровой форме. В момент начала работы заданная координата пути одновременно вводится в счетчик 1 пути и прямо пропорциональный цмфроаналоговый преобразователь 5. Поскольку при этом эта же координата введена с выхода счетчика 1 и в прямо пропорциональный цифроаналоговый преобразователь 2, то проводимости в прямой цепи и в цепи отрицательной связи операционного усилителя 3 одинаковы, что соответствует работе усилителя 3 с коэффициентом передачи, равным 1. Напряжение, действующее в этом случае на выходе усилителя 3, принимается на 100%. В процессе работы импульсы с датчика 14 пути, поступающие на вычитающий вход счетчика 1, уменьшают содержимое счетчика, текущий ход которого непрерывно передается на прямо пропорциональный цифроаналоговый преобразователь 2. В результате проводимость в прямой цепи операционного усилителя 3 и, соответственно, передаточный коэффициент и напряжение на выходе усилителя 3 также уменьшаются. При уменьшении содержимого счетчика 1 до нуля напряжение на выходе счетчика 1 становится равным нулю. За счет включения выхода датчика 14 пути на вычитающий
вход счетчика 1 уменьшение напряжения во времени на выходе усилителя.3 протекает по экспоненциальному закону.
Напряжение с выхода усилителя 3 подается в качестве опорного на аналоговый вход цифроаналогового умножителя 7. На цифровой вход умножителя 7 подается код числа с задатчика 15 начального превышения скорости. Результирующий сигнал с вы0 хода умножителя 7 поступает в сумматор 8 и складывается с сигналом, который подается на сумматор 7 с задатчика 16 конечного значения скорости, Полный сигнал заданного значения скорости передается на вход
5 преобразователя аналог-частота 9. Далее значение заданной скорости в виде последовательности импульсов с частотой, пропорциональной заданной скорости, поступает на один из входов блока 10
0 регулирования. На другой вход этого блока импульсы подаются с датчика 14, Блок регулирования вырабатывает управляющий сигнал в зависимости от чисел импульсов, поступивших на оба входа блока. Это
5 означает, что в предложенном устройстве регулируемым параметром является путь. Управляющий сигнал представляет собой последовательность импульсов с частотой, пропорциональной разности между задан0 ным и фактическим значениями скорости прессования. Под действием этих импульсов двигатель 11 отрабатывает в импульсном режиме разность поступивших на входы блока регулирования импульсов, пре5 образуя текущую ошибку регулирования по пути в угол поворота вала двигателя или, что то же самое, в открытие регулирующего дросселя 12.
Таким образом, в предлагаемом уст0 ройстве нормирование начального превышения скорости осуществляется просто и компактно, что повышает надежность устройства, а также повышает точность регулирования.
5
Формула изобретения Устройство для автоматического управления гидравлическим прессом, содержащее счетчик пути пресс-штемпеля и
0 соединенные со счетчиком задатчик координаты положения пресс-штемпеля и прямо пропорциональный цифроаналоговый преобразователь, последовательно включенные цифроаналоговый умножитель, сум5 матор, преобразователь аналог-частота, блок регулирования, двигатель, регулирующий дроссель, пресс и датчик пути пресс- штемпеля, соединенный со счетчиком пути и блоком регулирования, а также задатчики начального превышения и конечного значения скорости, подключенные соответственно к умножителю и сумматору, отличающееся тем, что, с целью упрощения устройства и повышения точности регулирования, оно снабжено операционным усилителем с включенным в цепь отрицательной обратной связи усилителя вторым прямо пропорциональным цифроаналоговым преобразователем с подключением суммирующего входа усилителя к выходу первого прямо пропорционального цифро- аналогового преобразователя, выхода усилителя - к аналоговому входу умножителя, а цифрового входа второго прямо пропорционального цифроаналогового преобразователя - к задатчику координаты пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления гидравлическим прессом | 1983 |
|
SU1133118A1 |
| СПОСОБ УПРАВЛЕНИЯ ПАРАМЕТРАМИ ИЗЛУЧЕНИЯ ЛАЗЕРА И СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2115203C1 |
| Устройство для регулирования частоты вращения асинхронного электродвигателя | 1987 |
|
SU1534736A1 |
| Система позиционного управления | 1985 |
|
SU1247832A1 |
| Генератор развертки | 1975 |
|
SU585461A1 |
| Система адаптивного управления параметром технологического процесса | 1988 |
|
SU1620989A1 |
| Самонастраивающаяся система управления | 1985 |
|
SU1249478A1 |
| Следящая система | 1987 |
|
SU1631513A1 |
| Устройство для отображения дугОКРужНОСТЕй и эллипСОВ HA эКРАНЕэлЕКТРОННО-лучЕВОй ТРубКи | 1978 |
|
SU807264A1 |
| Устройство для управления электродвигателем позиционного электропривода | 1985 |
|
SU1307523A1 |
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию, и может быть использовано для регулирования скорости прессования на гидравлических прессах при изготовлении изделий из алюминиевых сплавов методом экструзии. Цель - упрощение устройства и повышение точности регулирования. Устройствосодержит последовательно включенные счетчик пути, прямо пропорциональный цифроаналоговый преобразователь, операционный усилитель, цифроаналоговый умножитель, сумматор, преобразователь аналог частота, блок регулирования, регулирующий дроссель, пресс и датчик пути пресс-штемпеля, а также за- датчики координаты пути, начального превышения и конечного значения скорости За счет применения второго прямо пропорционального цифроаналогового преобразователя, включенного в цепь обратной связи операционного усилителя, обеспечивается упрощение нормирования начального превышения скорости и повышение точности регулирования 2 ил сл
а
V
+ VH
±1
-VH
Фиг. 2
ti z t
| Устройство для автоматического управления гидравлическим прессом | 1983 |
|
SU1133118A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
