Изобретение относится к текстильной промышленности.
Цель изобретения - повышение производительности за счет сокращения времени заправки.
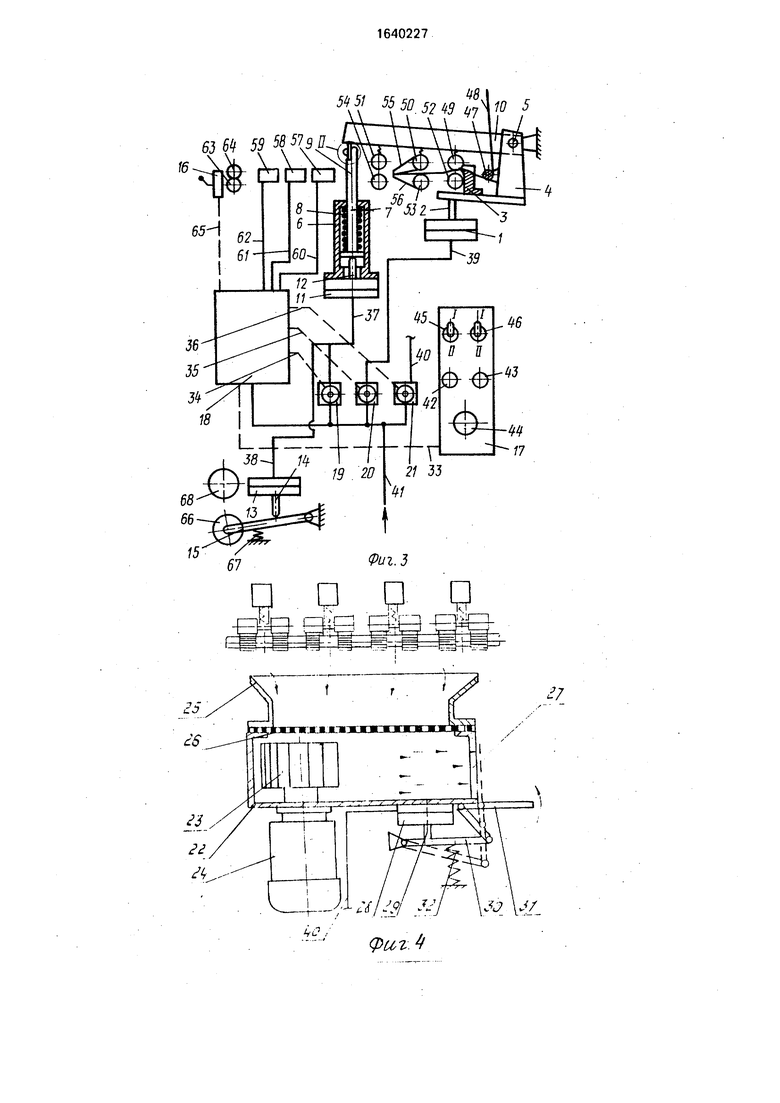
На фиг. 1 представлено устройство, реализующее предлагаемый способ, в исходном положении (процесс запрядки); на фиг.2 и 3 - то же, в положениях, соответствующих первой и второй фазам отключения рабочих органов; на фиг.4 - система пылепухоудале- ния; на фиг. 5 и 6 - положения крючка отно- сительно скобы соответственно при опущенном и поднятом рычаге нагрузки (узел I на фиг, 1 и узел II на фиг.З соответственно).
Устройство содержит узел подъема питающего нажимного валика и зажима ровницы, состоящий из пневмокамеры 1 с подвижным штоком 2, направителя 3, жестко закрепленного на поворотном кронштейне 4, установленном на оси 5, узел зажима, состоящий из корпуса 6, крючка 7. пружины 8 нагружения, скобы 9, соединенной с рычагом 10 нагрузки, пневмокамеры 11 с подвижным штоком 12, узел отвода бобины, состоящий из пневмокамеры 13 с подвижным штоком 14 и бобинодержателя 15, датчик 16 контроля наличия пряжи, станцию (пульт) 17 управления, систему 18 электропневмоавтоматики, электропневмоклапаны 19-21, систему пылепухоудаления, общую для всей машины (фиг 4), состоящую из корпуса волокносборника 22, рабочего колеса 23, установленного на валу двигателя 24, всасывающего патрубка 25, сетки-фильтра 26, выхлопного окна 27, пневмокамеры 28 с подвижным штоком 29, рычажной системы 30, поворотной заслонки 31, пружины 32 Пневмокамеры 1, 11, 13 и 28 имеют одинаковые конструкцию и технические характеристики.
О
4
О
,
ю VJ
Система электропневмоавтоматики 18 соединена со станцией 17 управления электрической линией 33 связи, а с электропнев- моклапанами 19-21 - электрическими линиями 34-36 связи. Электропневмокла- пан 19 соединен трубопроводами 37 и 38 с пневмокамерами 11 и 13. Электропневмок- лапан 20 соединен трубопроводом 39 с пневмокамерОй 1. Электропневмоклапан21 соединен трубопроводом 40 с пневмокаме- рой 28. Система электропневмоавтоматики 18 иэлектропневмоклапаны 19-21 соединены с питающей сетью сжатого воздуха трубопроводом 41. Электропневмоклапаны 19-21 имеют одинаковую конструкцию и технические характеристики.
Станция 17 управления имеет кнопки 42-44, а также тумблеры 45 и 46.
На поворотном кронштейне 4 закреплен направитель 47 ровницы 48. Подпружиненные нажимные валики 49-51 соответственно питающего 52, среднего (ремешкового) 53 и выпускного 54 цилиндров вытяжного прибора установлены на рычаге 10 нагрузки. Валик 50 и цилиндр 53 имеют ремешки 55 и 56.
Устройство имеет аэродинамическое крутильное устройство (АКУ), состоящее из эжекторов 57 (два на один рабочий выпуск), крутильных 58 (две на один рабочий выпуск) и соединительной 59 (одна на один рабочий выпуск) камер, и соединено с системой 18 электропневмоавтоматики трубопроводами 60-62.
Между АКУ и датчиком 16 контроля наличия пряжи расположен тянульный вал 63 с нажимным валиком 64. Датчик 16 соединен с системой 18 электропневмоавтоматики электрической линией 65 связи.
На бобинодержателе 15 установлена паковка 66, прижатая в рабочем положении пружиной 67 к фрикционному мотальному барабанчику 68. Кнопка 42 предназначена для перевода машины в заправочный, а кнопка 43 - в рабочий режимы. Кнопка 44 предназначена для останова машины. Тумблер 45 предназначен для включения (положение I) и отключения (положение II) подачи импульсов сжатого воздуха в крутильные 58 и соединительную 59 камеры с одновременным отключением (положение I) и включением (положение II) подачи сжатого воздуха в эжекторы 57. Тумблер 46 предназначен для ручного управления пневмокамерами 1, 11 и 13. В положении I тумблера 46 штоки 2, 12 и 14 пневмокамер 1, 11 и 13 находятся в исходном положении, а при переводе тумблера 46 в положение II в пневмокамеры 1,
11и 13 подается сжатый воздух и штоки 2,
12и 14 совершают рабочий ход,
Система 18 электропневмоавтоматики предназначена для осуществления функциональной связи между датчиком 16, станцией 17управления, электропневмоклапанами 1921, а также управления подачей сжатого воздуха в эжекторы 57, крутильные 58 и соединительную 59 камеры.
Способ осуществляется следующим образом.
0В исходном положении рычаг 10 нагрузки расположен горизонтально под действием усилия пружины 8 (технологическое усилие порядка 100-130 кгс). При этом по- верхкость А крючка 7 взаимодействует со
5 скобой 9, закрепленной на рычаге 10 нагрузки (фиг.5). Нажимные валики 49-51 прижаты к вращающимся цилиндрам 52-54. Ровница 48 (две ровницы на один рабочий выпуск), огибая направитель 47, вытягивается ци0 линдрами 52-54 в две мычки. Импульсы сжатого воздуха, подаваемые системой 18 электропневмоавтоматики в крутильные камеры 58 (две камеры на один рабочий выпуск), сообщают мычкам знакопеременную
5 ложную крутку. В соединительной камере 59 (одна камера на один рабочий выпуск) мычки соединяются, формируя под действием импульсов сжатого воздуха, подаваемых системой 18 электропневмоавтоматики, са0 мокрученую пряжу. Пряжа транспортируется тянульным валом 63, проходит датчик 16 контроля наличия пряжи и наматывается мотальным барабанчиком 68 на паковку 66. При обрыве пряжи или одной из ее со5 ставляющих по команде отдатчика 16 система электропневмоавтоматики одновременно включает злектропневмоклапаны 19 и 20. При этом сжатый воздух подается по трубопроводам 37-39 в пневмокамеры 1, 11 и
0 13. Под действием сжатого воздуха штоки 2 и 14 пневмокамер 1 и 13 перемещаются, поворачивая на некоторый угол поворотный кронштейн 4 и бобинодержатель 15. При этом направитель 3 выводит нажимной ва5 лик 49 из фрикционного контакта с цилиндром 52 и прижимает ровницу 48 к цилиндрической поверхности валика 49, а паковка 66 выводится из фрикционного контакта с мотальным барабанчиком 68.
0В течение некоторого промежутка времени движущиеся ремешки 55 и 56 предварительно подготавливают концы ровницы, находящейся в эластичном зажиме между ними, к последующей заправке путем рас5 прямления волокон и утонения концов ровницы за счет удаления из них короткого волокна.
После этого под действием сжатого воздуха перемещается шток 12 пневмокамеры 11. Преодолевая усилие пружины 8, шток 12
перемещает крючок 7, который, взаимодействуя поверхностью Б паза со скобой 9, поворачивает на некоторый угол рычаг 10 нагрузки. Нажимной валик 50 с ремешком
55и нажимной валик 51 выходят при этом из фрикционного контакта с цилиндрами 53 и 54.
Данная последовательность перемещения штоков пневмокамер обеспечивается тем, что электропневмоклапаны 19 и 20 имеют такую связь с системой 18 электропневмоавтоматики, что при обрыве пряжи по команде от датчика 16 напряжение на обмотки электропневмоклапанов 19 и 20 от системы электропневмоавтомэтики подается одновременно. При этом пневмокамеры 11 и 13, в которые сжатый воздух подается через электропневмоклапан 19, имеют параллельную связь между собой посредством трубопроводов 37 и 38. При этом сжатый воздух перемещает сначала наименее нагруженные штоки 2 и 14 пневмокамер 1 и 13 (технологическая нагрузка на штоки 2 и 14 составляет 10-20 кгс), а уже затем нагруженный пружиной 8 шток 12 пневмокамеры 11 (технологическая нагрузка на шток 12 составляет 100-130 кгс).
С этого момента рабочий выпуск находится в состоянии ожидания обслуживания оператором. При этом ровница 48 находится в зажиме между направителем 3 и нажим- ным валиком 49, а концы ровницы, предварительно подготовленные в заправке, расположены на движущихся ремешках
56(фиг.З). Выработка пряжи на остальных рабочих выпусках продолжается в течение всего времени ожидания машиной обслуживания. Система пылепухоудаления в исходном положении при отключении рабочего выпуска и в течение всего времени ожидания машиной обслуживания продолжает работать. При этом рабочее колесо 23 вращается, а отсасываемый от цилиндров 52-54 воздух, пройдя через сетку-фильтр 26, выбрасывается через выхлопное окно 27 в атмосферу.
Приступив к обслуживанию, оператор нажатием на кнопку 42 переводит всю машину на заправочную скорость (порядка 10- 30 м/мин). При этом система 18 электропневмоавтоматики отключает электропневмоклапан 19, сообщая внутренние полости трубопроводов 37 и 38 с атмосферой, включает электропневмоклапан 21 и прекращает подачу напряжения на двигатель 24. Под действием пружины 8 крючок 7, взаимодействуя со скобой 9, возвращает рычаг 10 нагрузки в исходное положение. Нажимные валики 50 и 51 прижимаются к цилиндрам 53 и 54, начавшие совместное
движение ремешки 55 и 56 производят окончательную подготовку концов ровницы 48, находящихся в эластичном зажиме между ними, к заправке. Бобинодержатель 15 под действием пружины 67 возвращается в исходное положение, прижимая паковку 66 к мотальному барабанчику 68. Сжатый воздух из трубопровода 41 через электропневмоклапан 21 подается по трубопроводу 40
0 во внутреннюю полость пневмокамеры 28. Шток 29 совершает рабочий ход, воздействуя на рычажную систему 30. Поворотная заслонка 31, поворачиваясь, перекрывает выхлопное окно 27, в результате чего забор
5 воздуха от цилиндров 52-54 прекращается. По истечении промежутка времени (минимальное значение, полученное экспериментально, составляет около 2 с) после нажатия на кнопку 42 оператор переводит
0 тумблер 45 в положение II. При этом система 18 электропневмоавтоматики прекращает подачу импульсов сжатого воздуха в крутильные 58 и соединительную 59 камеры, включает подачу сжатого воздуха в
5 эжекторы 57 и отключает электропневмоклапан 20, сообщая внутреннюю полость трубопровода 39 с атмосферой. Поворотный кронштейн 4 возвращается в исходное положение, при этом направитель 3 освобож0 дает ровницу 48 из зажима. Мажимной валик 49 опускается и вступает во фрикционный контакт с цилиндром 52 Ровница 48 вытягивается в мычки, которые под действием эжекционного потока, создаваемого
5 эжекторами 57, пробрасываются через крутильные 58 и соединительную 59 камеры. После того, как нескрученные мычки выйдут из зажима между тянульным валом 63 и нажимным валиком 64, оператор переводит
0 тумблер 45 в положение I При этом система 18 электропневмоавтоматики включает подачу импульсов сжатого воздуха в крутильные 58 и соединительную 59 камеры. Происходит формирование самокрученой
5 пряжи на заправочной скорости. Оператор нажатием на кнопку 44 останавливает всю машину, связывает конец сформированной пряжи с концом пряжи, намотанной на паковку 66 после чего последовательным на0 жатием на кнопки 42 и 43 запускает машину в работу на рабочей скорости выпуска пряжи (200-220 м/мин). При нажатии на кнопку 43 система 18 электропневмоавтоматики отключает электропневмоклапан 21, сообщая
5 внутреннюю полость трубопровода 40 с атмосферой, и включает двигатель 24. Поворотная заслонка 31 открывает выхлопное окно 27. Система отсоса начинает работать. Необходимость отключения системы отсоса при заправке рабочего выпуска вызвана тем, что при работающей системе отсоса нескрученные мычки после выхода из зажима между цилиндром 54 и валиком 51 или при выходе из ремешков 55 и 56 засасываются всасывающим патрубком 25, и заправка не происходит. Несмотря на то, что при переводе машины на заправочную скорость нажатием на кнопку 42 двигатель 24 обесточивается, рабочее колесо 23 продолжает в течение некоторого времени вращаться по инерции, создавая тем самым разрежение во всасывающем патрубке 25, что препятствует осуществлению процесса заправки. Перекрытие выхлопного окна 27 поворотной заслонкой 31 обеспечивает быстрое отключение системы отсоса и существенно (на 6-10 с) сокращает время, необходимое для заправки рабочего выпуска.
Приведенное описание работы устройства для осуществления предлагаемого способа относится к случаю, когда обрыв пряжи или мычки произошел на участке между цилиндром 53 и паковкой 66. Если же обрыв произошел до цилиндра 53, то в этом случае оператор сразу останавливает всю машину нажатием на кнопку 44, поднимает рычаг 10 нагрузки, после чего производит укладку ровницы в вытяжной прибор и вручную подготавливает концы ровницы к заправке. Управление пневмокамерами 1, 11 и 13 в этом случае осуществляется вручную тумблером 46.
После подготовки концов ровнииы оператор опускает рычаг 10. переводит тумблер 46 в положение I, а тумблер 45 - в положение II, после чего нажатием на кнопку 42 запускает машину на заправочную скорость. После выхода нескрученных мычек из зажима между валом 63 и нажимным валиком 64 оператор переводит тумблер 45 в положение I, при этом импульсы сжатого воздуха начинают поступать в крутильные 58 и соединительную 59 камеры, формируя самокрученую пряжу. После выхода пряжи
из зажима между валом 63 и нажимным валиком 64 оператор нажимает на кнопку 44, останавливая машину, соединяет конец пряжи с концом, находящимся на паковке 66, и последовательным нажатием на кнопки 42 и 43 запускает машину в работу.
Формула изобретения Способ управления работой вытяжного прибора прядильной машины заключающийся в прекращении подачи волокнистого продукта при его обрыве после ремешковой пары по ходу перемещения продукта путем вывода нажимного валика из контакта с питающим цилиндром с одновременным зажимом волокнистого продукта и последующей его заправкой, отличающийся тем, что, с целью повышения производительности за счет сокращения времени заправки, после зажима волокнистого продукта осуществляют вывод нажимных валиков из контакта с ремешковым и выпускным цилиндрами, а заправку осуществляют путем ввода в контакт нажимных валиков с соответствующими цилиндрами в
обратной последовательности.
IA 6M90SBSS IS t$ Б ffli
1 гпф
S9
I Lg № 6$ Ј9 91



| название | год | авторы | номер документа |
|---|---|---|---|
| Вытяжной прибор прядильной машины | 1988 |
|
SU1675423A1 |
| Устройство для получения пряжи | 1991 |
|
SU1786204A1 |
| Устройство для обработки отходов натурального шелка | 1989 |
|
SU1786201A1 |
| Устройство для получения фасонной пряжи | 1989 |
|
SU1680822A1 |
| ПРЯДИЛЬНО-КРУТИЛЬНАЯ МАШИНА | 1969 |
|
SU246357A1 |
| Вытяжной прибор прядильной машины | 1982 |
|
SU1106853A1 |
| Вытяжной прибор машины прядильного производства | 1985 |
|
SU1341275A1 |
| Одноремешковый вытяжной прибор прядильной машины для мокрого прядения льна | 1978 |
|
SU745199A1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| ВЫТЯЖНОЙ ПРИБОР ПРЯДИЛЬНОЙ МАШИНЫ | 1994 |
|
RU2076159C1 |


Изобретение относится к текстильной промышленности. Цель изобретения - повышение производительности за счет сокращения времени заправки, которая достигается за счет того, что при обрыве волокнистого продукта после ремешковой пары по ходу его перемещения выводят нажимной валик из контакта с питающим цилиндром с одновременным зажимом волокнистого продукта, затем выводят нажимные валики из контакта с ремешковым и выпускным цилиндрами, а заправку осуществляют путем ввода в контакт нажимных валиков с соответствующими цилиндрами в обратной последовательности 6 ил
LZZQWl
50 52 frlf 5
63 № S95B57e.
e.k ьЙй
65-H
Фиг
И
/
Фаг. б
| Вытяжной прибор прядильной машины | 1982 |
|
SU1106853A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
