Изобретение относится к станкостроению и может быть использовано в многооперационных станках токарной группы.
Целью изобретения является повышение точности за счет снижения веса поворотных частей.
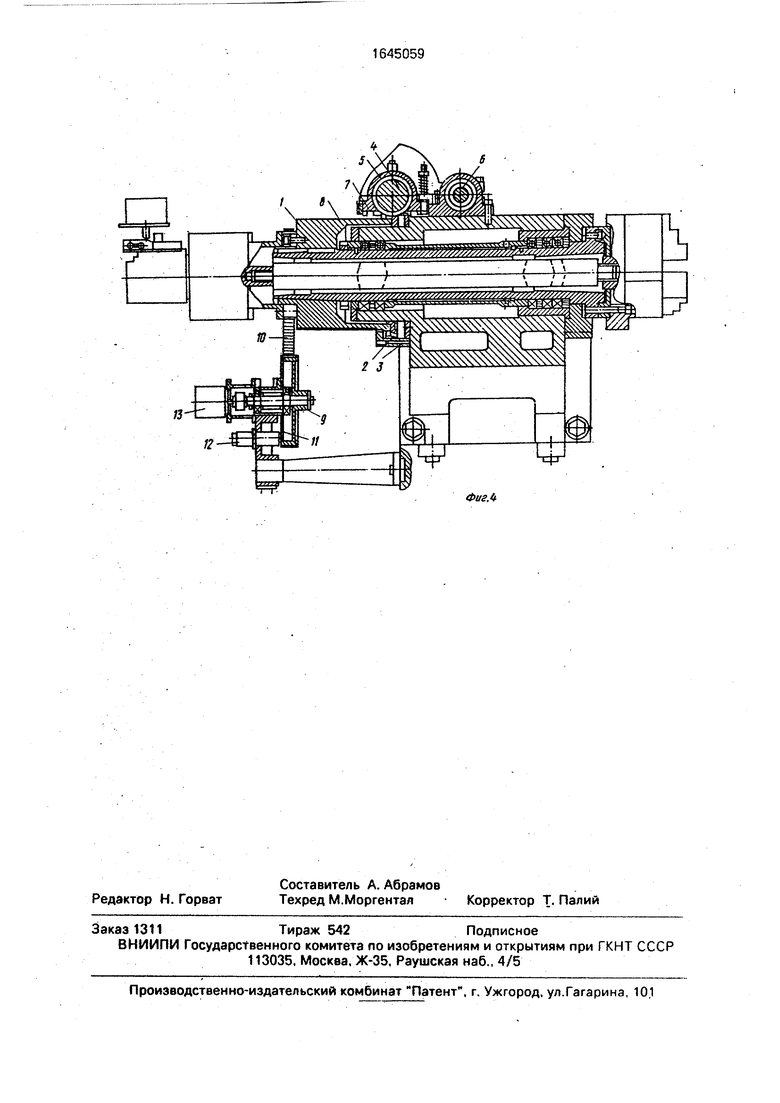
На фиг.1 показан станок с левого торца (в положении червячной пары сцеплено); на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - фронтальный разрез по шпинделю и приводу датчика резьбо- нарезаний.
Привод круговой подачи шпинделя монтируется на корпусе шпиндельной бабки токарного станка. На шкиве 1 шпинделя закреплено червячное колесо 2, заключенное в отдельный крепящийся к шпиндельной бабке корпус 3. Шкив 1 через поликлиновую ременную передачу связан с двигателем привода главного движения (не показан). Корпус 3 имеет окно выхода периферии червячного колеса 2 для сцепления с самотормозящим червяком 4 привода круговой подачи. Червяк 4 смонтирован на опорах качения в собственном корпусе 5. имеющем возможность поворота вокруг оси б. Ось смонтирована на опорах качения в расточке корпуса шпиндельной бабки перпендикулярно оси шпинделя.
В корпусах 3 и 5 имеются окна, совмещенные между собой и связанные резиновым гофрированным уплотнением 7, образующим замкнутую камеру и исключающим утечки масла в зону поликлинового ремня 8.
Для возможности сцепления червячной пары задействуется цепь привода датчика резьбонарезания, состоящая из опоры качения со шкивом 9, зубчатого ремня 10, смонтированных на штанге, крепящейся в расточке корпуса шпиндельной бзбки.
На шкиве 9 жестко установлено кольцо 11, взаимодействующее своим управляющим элементом на срабатывание бесконтактного конечного выключателя 12. дающего сигнал на торможение главного
сл
с
а
СЛ
о сл о
ю
привода со скорости быстрого вращения и получения ноль-метки датчика 13.
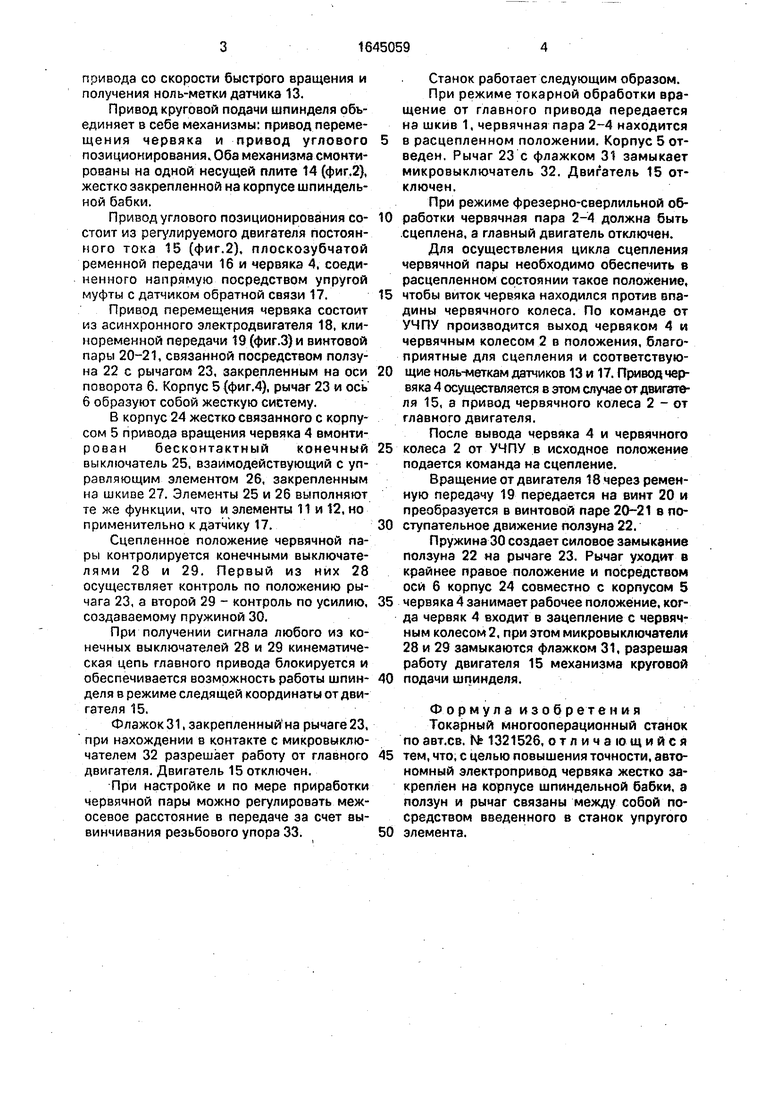
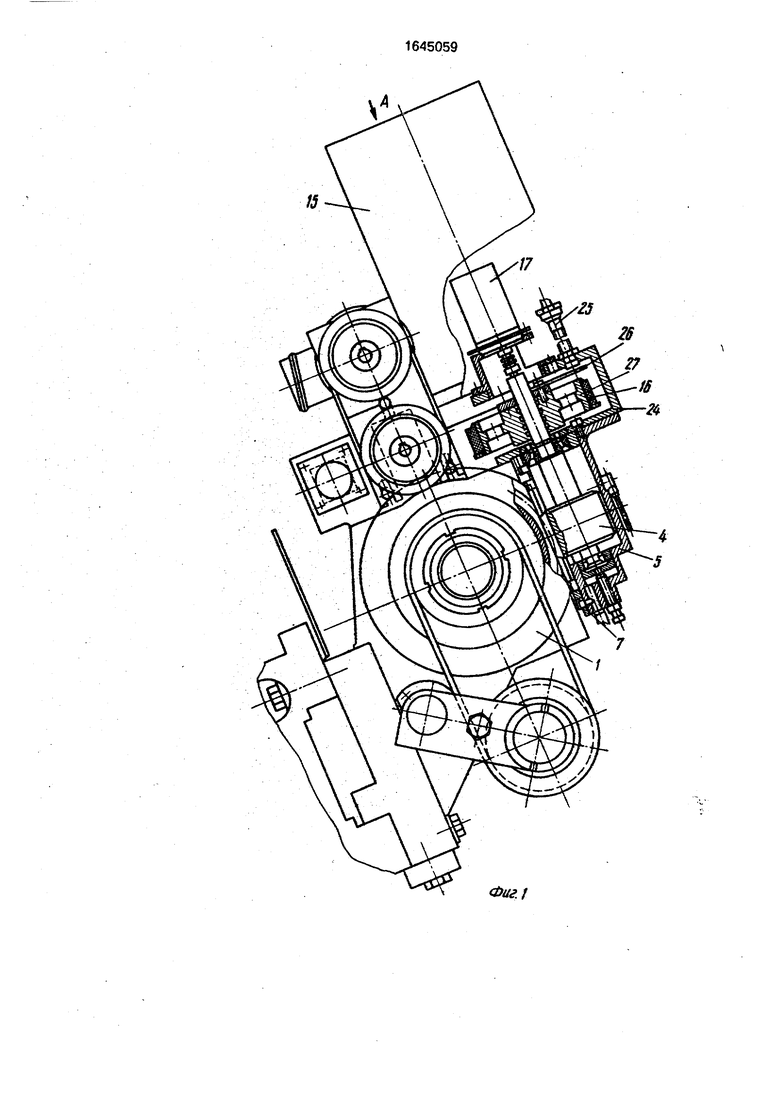
Привод круговой подачи шпинделя объединяет в себе механизмы: привод переме- щения червяка и привод углового позиционирования Оба механизма смонтированы на одной несущей плите 14 (фиг.2), жестко закрепленной на корпусе шпиндельной бабки.
Привод углового позиционирования состоит из регулируемого двигателя постоянного тока 15 (фиг.2), плоскозубчатой ременной передачи 16 и червяка 4, соединенного напрямую посредством упругой муфты с датчиком обратной связи 17.
Привод перемещения червяка состоит из асинхронного электродвигателя 18, кли- ноременной передачи 19 (фиг.З) и винтовой пары 20-21, связанной посредством ползуна 22 с рычагом 23, закрепленным на оси поворота 6. Корпус 5 (фиг.4), рычаг 23 и ось б образуют собой жесткую систему.
В корпус 24 жестко связанного с корпусом 5 привода вращения червяка 4 вмонти- рован бесконтактный конечный выключатель 25, взаимодействующий с управляющим элементом 26, закрепленным на шкиве 27. Элементы 25 и 26 выполняют те же функции, что и элементы 11 и 12, но применительно к датчику 17.
Сцепленное положение червячной пары контролируется конечными выключателями 28 и 29. Первый из них 28 осуществляет контроль по положению рычага 23, а второй 29 - контроль по усилию, создаваемому пружиной 30.
При получении сигнала любого из конечных выключателей 28 и 29 кинематическая цепь главного привода блокируется и обеспечивается возможность работы шпин- дел я в режиме следя щей координаты от дви- гателя 15.
Флажок 31, закрепленный на рычаге 23, при нахождении в контакте с микровыключателем 32 разрешает работу от главного двигателя. Двигатель 15 отключен.
При настройке и по мере приработки червячной пары можно регулировать межосевое расстояние в передаче за счет вывинчивания резьбового упора 33.
Станок работает следующим образом. При режиме токарной обработки вращение от главного привода передается на шкив 1, червячная пара 2-4 находится
в расцепленном положении. Корпус 5 отведен. Рычаг 23 с флажком 31 замыкает микровыключатель 32. Двигатель 15 отключен.
При режиме фрезерно-сверлильной обработки червячная пара 2-4 должна быть .сцеплена, а главный двигатель отключен.
Для осуществления цикла сцепления червячной пары необходимо обеспечить в расцепленном состоянии такое положение,
чтобы виток червяка находился против впадины червячного колеса. По команде от УЧПУ производится выход червяком 4 и червячным колесом 2 в положения, благоприятные для сцепления и соответствующие ноль-меткам датчиков 13 и 17. Привод червяка 4 осуществляется в этом случае от двигателя 15, а привод червячного колеса 2 - от главного двигателя.
После вывода червяка 4 и червячного
колеса 2 от УЧПУ в исходное положение подается команда на сцепление.
Вращение от двигателя 18 через ременную передачу 19 передается на винт 20 и преобразуется в винтовой паре 20-21 в поступательное движение ползуна 22.
Пружина 30 создает силовое замыкание ползуна 22 на рычаге 23. Рычаг уходит в крайнее правое положение и посредством оси 6 корпус 24 совместно с корпусом 5
червяка 4 занимает рабочее положение, когда червяк 4 входит в зацепление с червячным колесом 2, при этом микровыключатели 28 и 29 замыкаются флажком 31, разрешая работу двигателя 15 механизма круговой
подачи шпинделя.
Формула изобретения Токарный многооперационный станок по авт.св. № 1321526, отличающийся тем, что, с целью повышения точности, автономный электропривод червяка жестко закреплен на корпусе шпиндельной бабки, а ползун и рычаг связаны между собой посредством введенного в станок упругого элемента.
15
26
Фиг.1
1645059 Sad A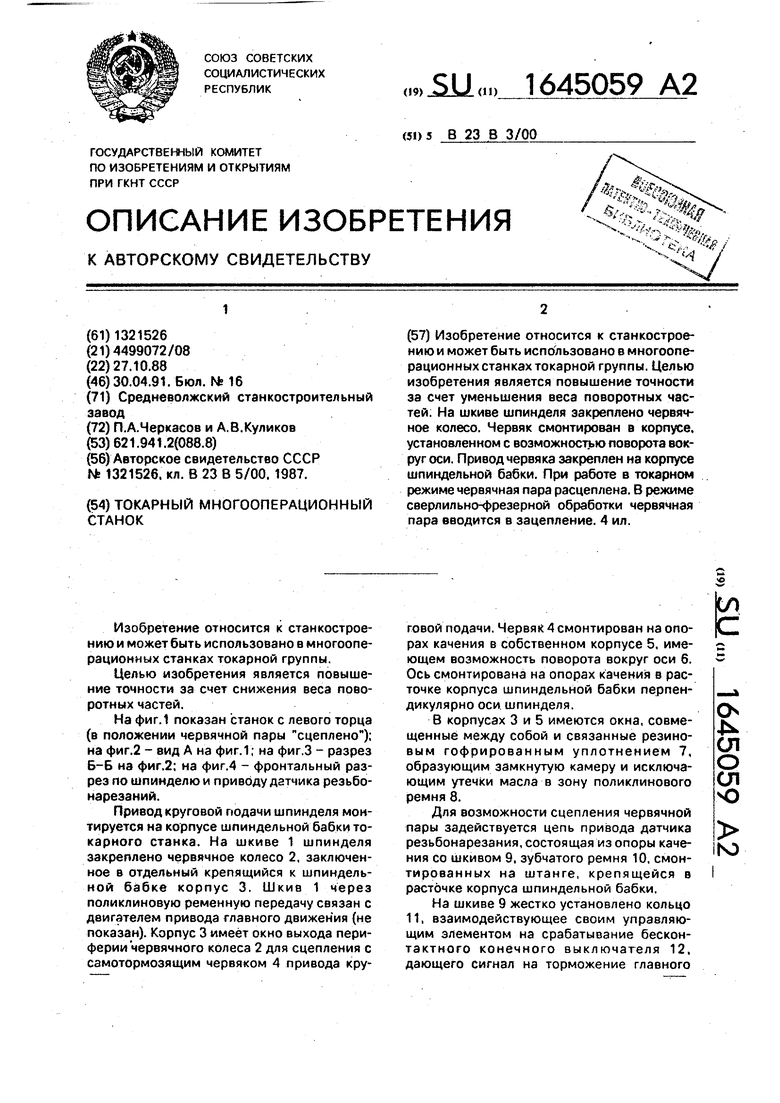
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| Токарный многооперационный станок | 1983 |
|
SU1144772A1 |
| Шпиндельная бабка токарного многоцелевого станка | 1990 |
|
SU1792807A1 |
| ТОКАРНЫЙ МНОГООПЕРАЦИОННЫЙ СТАНОК | 1989 |
|
SU1826319A1 |
| Токарный станок | 1983 |
|
SU1158296A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1990 |
|
RU2027559C1 |
| СТАНОК ДЛЯ ПРИТИРКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248461A1 |
Изобретение относится к станкостроению и может быть использовано в многооперационных станках токарной группы. Целью изобретения является повышение точности за счет уменьшения веса поворотных частей. На шкиве шпинделя закреплено червячное колесо. Червяк смонтирован в корпусе, установленном с возможностью поворота вокруг оси. Привод червяка закреплен на корпусе шпиндельной бабки. При работе в токарном режиме червячная пара расцеплена. В режиме сверлильно-фрезерной обработки червячная пара вводится в зацепление. 4 ил.
зо зг л 29
25
Фаг. 2
6-Б
Фиг.З
/5
1фГ
Фиг Л
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
