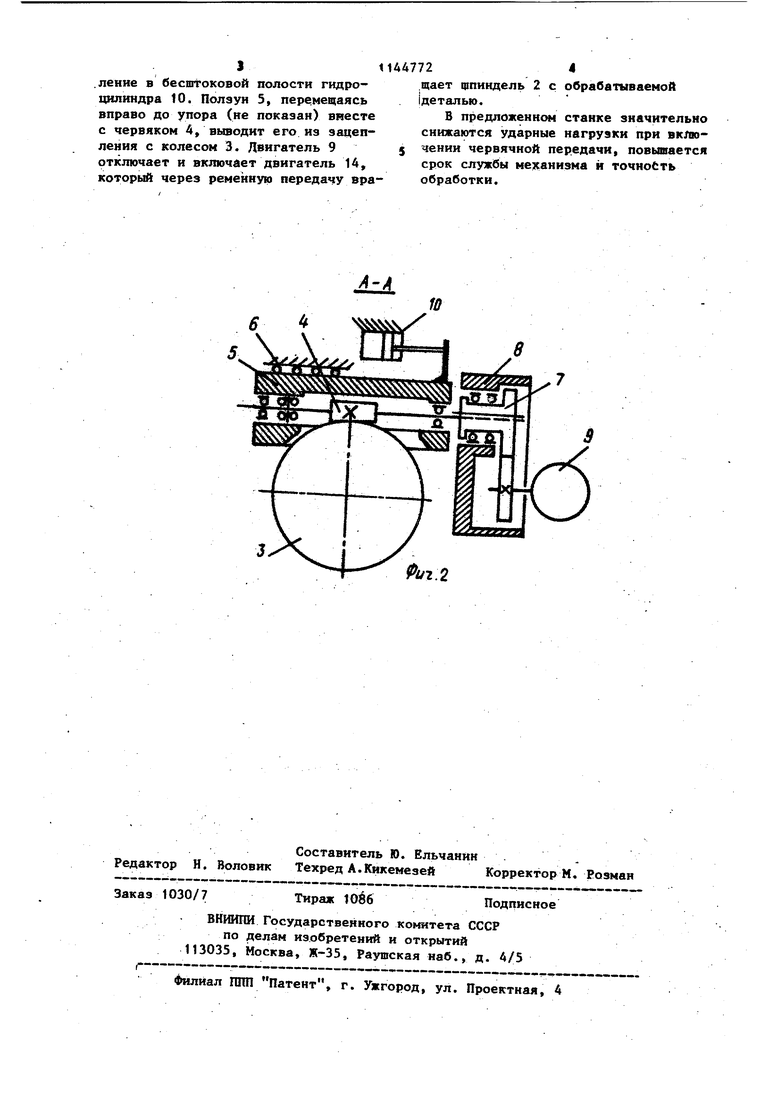
Изобретение относится к станкостроению. Известен токарньй многооперационн станок,содержаций установленную на станине шпиндельную бабку, механизм круговой подачишпинделя, вковочающк зубчатую передачу, ведомое звено которой установлено на шпинделе, а ведущее - кинематически связано с редуктором привода круговой подачи установленным на шпиндельной бабке Щ. Недостатком известного станка является наличие ударных нагрузок в механизме круговой подачи, приводящих к сниженшо срока службы и точности механизма. Цель изобретения - повышение точности станка при одновременном увеличении его срока службы путем увеличения плавности и точности работы механизма круговой подачи шпин деля. Поставленная цель достигается тем, что Б токарном многооперационном станке, содержащем установлен ную на станине шпиндельную бабку, механизм круговой подачи шпинделя, включакячий зубчатую передачу, выпол ненную в вкде червячной пары, червя ное Колесо которой установлено на шпинделе, а червяк кинематически связан с редуктором привода кругово подачи, установленным на шпиндельн бабке, механизм круговой подачи шпинделя снабжен размещенным нашпиндельиой бабке подвнжньв4 в перпендикулярном оси шпинделя направл нии ползуном, в котором смонтирова червяк, причём последн1й имеет воз можность выхода из зацепления с червячньм колесом. I На фиг. 1 изображен станок, общий вид; на фиг, 2 - разрез А-А , на фиг. t, Станок содержит установлетсую н станине (не показано) шпиндельную бабку t со шпинделем 2, на котором закреплено червячное колесо 3. Пос леднее сцеплено с червяком 4, вал которого установлен в опорах качен ползунА 5, смонтированного на направлякщих 6 качения корпуса шпинде ной бабки 1, перпендикулярных оси шпинделя 2, Задний конвц вала червяка 4с помощью шпонки 7 постоянно кинематически связан с редуктором 8, сое дииенн1Л4 с двигателем 9. Ползун 5 соединен со штоком гидроцилиндра 10. На шпинделе 2 закреплен тормозной диск 11, взаимодействующий с тормозными колодками рычагов 12, соединенных с гидроцилиндром 13. В приводе точения размещен двигатель 14, соединенный ременной передачей, включшощей шкивы 15 и 16 и ремень 17, со шпинделем 2. В исходном положении червяк 4 находится в крайнем правом положении и не зацеплен с червячньм колесом 3. При необходимости круговой подачи шпинделя 2 для езерования, например, кольцевого паза на торце заготовки, выключают двигатель 14 главного движения, соединенньй со шпинделем 2 ременной передачей, на ведомом шкиве 15 которой закреплено червячное колесо 3. Включают двигатель 9, который через редуктор 8вращает червяк 4, и создает давление в штоковой полости гидроцили дpa 10. Ползун 5, перемещаясь влево до упора (не показан) вместе с червяком 4, вводит его в зацепление,с колесом 3, которое медленно поворачивают со шпинделем до выхода его в нулевое положение, процесс контролируют с помощью датчика (не показан) и останавливают вращение птинделя 2, выключая двигатель 9 (двигатель t4 при этом выключен). При фрезеровании обработку проводят следующим образом. Включают привод вращения фрезы, включают двигатель 9, ocyщectвляя круговую подачу детали по кинематической цепи, включакяций двигатель 9, редуктор 8, червячную передачу 3-4 и шпиндель 2, Для сверления отверстия в детали аналогично поворачквшот шпиндель 2 до нулевого положения и затем в заданное положение. После этого гидроцилиндром 13 4ерез рычаги 12 затррм:аживают диск 11 шпинделя 2 и осу есгзляют обработку - включают вращение и осевую подачу сверла. Для сверления следующего отверстия шпиндель 2 растормаживают, поварачивают в новое заданное положение, снова затормаживают и осуществляют обработку. Для точения детали растормаживают шпиндель 2, включают двигатель 9в обратную сторону и создают дав.ление в бесштоковой полости гидроцилиндра 10. Ползун 5, перемещаясь вправо до упора (не показан) впесте с червяком 4, выводит его из зацепления с колесом 3. Двигатель 9 отключает и включает двигатель 14, которьй через ременную передачу вращает шпиндель 2 с обрабатываемой {деталью.
В предложенном станке значительно снижаются ударные нагрузки при включении червячной передачи, повышается срок службы механизма и точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| Токарный многооперационный станок | 1988 |
|
SU1645059A2 |
| Шпиндельная бабка токарного многоцелевого станка | 1990 |
|
SU1792807A1 |
| ТОКАРНЫЙ МНОГООПЕРАЦИОННЫЙ СТАНОК | 1989 |
|
SU1826319A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
ТОКАРНЫЙ МНОГООПЕРАЦИОННЫЙ СТАНОК, содержащий установленную 11 NJ на станине шпиндельную бабку, механизм круговой подачи шпинделя, включающий зубчат5 передачу, выполненную в виде червячной пары, червячное колесо которой установлено на шпинделе, а червяк кинематически связан с редуктором привода круговой подачи, установленным на шпиндельной бабке, отличающийся тем, что, с целью повышения точности станка при одновременном увеличении его долговечности, механизм круговой подачи шпинделя снабжен размещенным на шпиндельной бабке подвижньм в перпендикулярном оси шпинделя направлении ползуном, в котором смонтирован червяк, причем последний имеет возможность вьпсода из зацепления с червячным колесом. « l: к| ч| N9
6 «
JLA
в
Й;/7 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| №, 1981, Feb | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
