Изобретение относится к сварочному производству и можег исполь:юнаться в технологических процессах электродуговой плазменной резки нлплавки, напыления и сварки
Целью изобретения является расширение технологических возможностей за счет расширения диапазона рабочего тока плазмотрона.
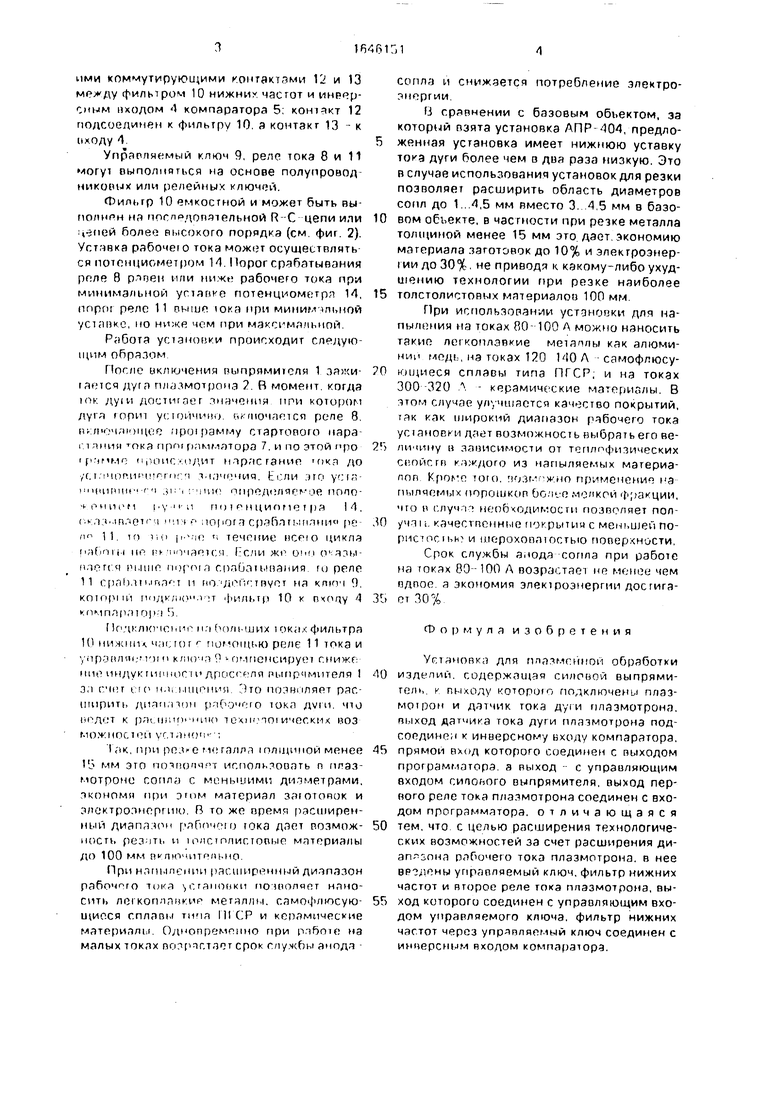
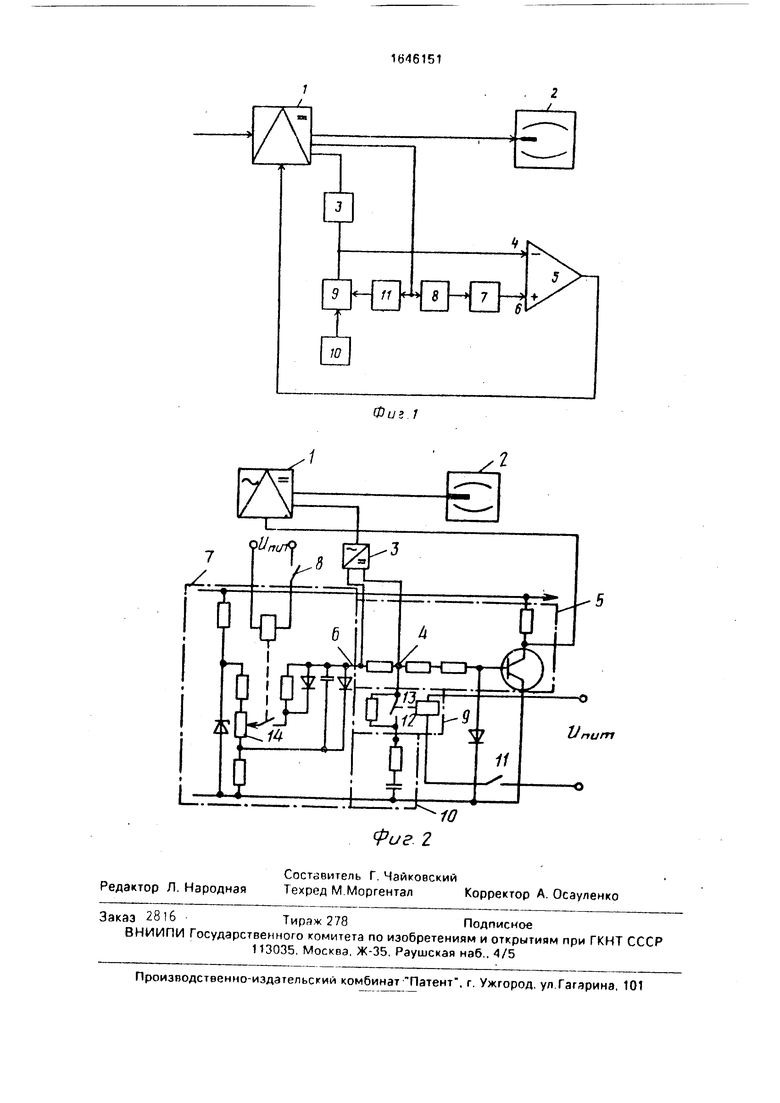
На фиг. 1 изображена Функциональная схема установки; па фиг. 2 электрическая схема при использовании данного решения при модернизации серийной установки АПР-404
Установка для плазменной обработки изделий содержит силовой выпрямитель 1, к выходу которого подключен плазмотрон 2, датчик 3 тока дуги плазмотрона, подсоединенный к инверсному входу 4 компаратора 5, у которого прямой вход 6 подсоединен к выходу программатора 7, а выход - к клемме управления силового выпрямителя Первое реле 8 тока плазмотрона 2 подсоединено к входу программатора 7
В установку также введены управляемый ключ 9. фипьтр 10 нижних частот и второе реле 11 тока плазмотрона 2. Выход реле 11 соединен с-управляющим электродом управляемого ключа 9 подсоединенного сво
(
4 О
СЛ
ими коммутирующими контактами 12 и 13 между фильтром 10 нижних частот и инверсным «ходом 1 компаратора 5, контакт 12 подсоединен к фильтру 10. а контакт 13 - к пходу 4
Управляемый ключ 9, реле тока 8 и 11 могут выполняться на основе полупровод пиковых или релейных ключей.
Филыр 10 емкостной и может быть выполнен на погпрдопдтельной R -С цепи или ,-зпей более высокого порядка (см фиг. 2). Уг.т.чвка рабочею тока может осуществлять сяпотенциометром 14 Порог срабатывания рпле 8 pinen или ниже рабочего тока при минимальной уставке потенциометра 14, порог реле 11 ВЫШР юка при миним льной уставке, но ниже чем при максимальной
Робота установки происходит щим образом
Поте включения выпрямителя 1 зажигается дуга плазмотрона В момент когда гон ду(и достигнет значения при котором дуга горит устойчиво включается реле 8 н; )|щ;о профэмму стартового пара i 1 ании пргн рамматора 7. и по этой про i рчммг i роис одит н-трас ганир пка до /с.г Ц) ч ч.|,) Ьгли но ус fa i моиммх г ч ,i i MHIP пцредслярг те поло- он игм i у и потенциометра 14, ( ,) шлет i ч t Р .юрога сряоатыплни ре fin 11 MI ч in р IP . течение UCPIO цикла riafiniii ИР г ПОЧЯРН ч Гели ЖР O Hi стазы ПЛРТГ q ni.iuip порога спаиать нания го реле 11 rpaln i.ir, и по ДН тпум на ключ 9 когпрмн иодк/но11 i т фильтр 10 к пхгмду 1 юмпа(1ак)|) i S
lr U flt(vicii -p in (ч)Л1 ijjux lOKcix фильтра 1(1 ничишд. г помощью реле 11 тока и , (ф.эплчр1 г)| ч ключа ° 1 омпенсирурт гнижг пие инд VK гит юг г и дросррлп пыгтрчмителя 1 3.) счет 11 с1 н.ь мщения Это пилш 1ляет расширить, дилп.пон рлОэчгто токл /win что к ра ныть ник) техиптог ичег.ких воз МОЖНОСТРЧ vr T lH jip ;
I а к, при po-u e галла юл щи пои менее мм это почполч г использовать п пгаз- мотрогне сопла с меньшими диаметрами, ткономн при материал заготовок и злсктролнгргию В то же время расширенный диапя юн рабочем о гока дает возможность рез 1ть и юлстолистооые материалы до 100 мм п лю итпльно
При напылении расширенный диапазон рабочего тока .тапоики поиюляет наносить легкоплпикир металлы, самофлюсую- и(иося г.плапы типа 111 CP и керамические материалы Одновременно при рчбте на малых токах попристает срок глучсоы анода
сопла и снижается потребление электроэнергии
fj сравнении с базовым объектом, за который взята установка АПР-404, предложенная установка имеет нижнюю уставку тока дуги более чем в два раза низкую. Это в случае использования установок для резки позволяет расширить область диаметров сопл до 1 4,5 мм вместо 3.45 мм в базо0 вом объекте, в частности при резке металла толщиной менее 15 мм это дает экономию материала заготовок до 10% и электроэнергии до 30%. не приводя к какому-либо ухудшению технологии при резке наиболее
5 толстолистовых материален 100 мм
При использовании установки для напыления на токах 80- 100 Л можно наносить такие легкоплавкие металлы как алюминии мод, на токах 120 140 Л самофлюсу0 ющиеся сплавы типа ПГСР, и на токах 300 320 Л - керамические материалы. В этом случае улучшается качество покрытий, так как широкий диапазон рабочего тока установки дает возможность выбрать его веГ личину в зависимости от теплпфиэических свойств каждого из напыляемых материалом Кроме ого. гю.зг-д1лм но применение на гшлчсмых порошков bo. ifo мелкой Фракции, что н случт необходимости позволяет полО учти качественные покрытия с меньшей поРИС ТОСГЬН И ШС РОХОВЛ ОСТЬЮ ПОВСрХНиСТИ,
Срок службы анода сопла при работе на гоках 80 -100 Л возрастает не менее чем вдвое а экономия электроэнергии досгигаЬ ет 30%
Формула изобретения
Установка для плазменной обработки
0 изделий, содержащая силовой выпрямитель к пьиоду которою подключены плазмотрон и датчик тока дуги плазмотрона, пыход датчика тока дуги плазмотрона подсоединен к инверсному входу компаратора,
5 прямой вход которого соединен с выходом программатора а выход с управляющим входом силового выпрямителя, выход первого реле тока плазмотрона соединен с входом программатора, отличающаяся
0 тем, что с целью расширения технологических возможностей за счет расширения ди- рабочего тока плазмотрона, в нее управляемый ключ, фильтр нижних частот и второе реле тока плазмотрона, вы5 ход которого соединен с управляющим входом управляемого ключа, фильтр нижних частот через упряпляемый ключ соединен с инверсным входом компаратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плазменной обработки изделий | 1990 |
|
SU1731526A1 |
| Способ возбуждения дуги плазмотрона | 1990 |
|
SU1773635A1 |
| Устройство для управления электрическим режимом плазмотрона | 1982 |
|
SU1066049A1 |
| Устройство для запуска и питания плазменно-дуговой установки | 1989 |
|
SU1676767A1 |
| Устройство для зажигания и питания плазменной дуги | 1987 |
|
SU1505701A1 |
| Устройство для запуска и питания плазменно-дуговой установки | 1986 |
|
SU1391820A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДЛЯ ПИТАНИЯ ПЛАЗМОТРОНА | 1991 |
|
RU2022736C1 |
| Способ защиты от обрыва фазы асинхронного электродвигателя и устройство для его осуществления | 1991 |
|
SU1817185A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Устройство для управления асинхронным электроприводом | 1990 |
|
SU1830609A1 |
Изобретение относится к сварочному производству и может использоваться в технологических процессах электродуговой плазменной резки, наплавки, напыления и сварки Цель - расширение технологических возможностей за счет расширения диапазона рабочего тока. Для этого в установку для плазменной обработки изделий, содержащую силовой выпрямитель, плазмофон, датчик и перное реле токэ дуги плазмотрона, компаратор и программатор, введены управляемый ключ фильтр нижних частот и второе реле тока дуги плазмотрона Компенсация снижения индуктивности силового дросселя при больших токах за счет подключения фильтра нижних частот устраняет противоречие между легким зажиганием дуги на малых токах и ее устойчивым горением на больших Преимуществами установки является улучшение качества обработки, экономия материалов и электроэнергии 2 ил Ё
.1
U пит
| Счетная таблица | 1919 |
|
SU104A1 |
| Устройство для определения траекторийзАРяжЕННыХ чАСТиц B МАгНиТНОМ пОлЕ | 1978 |
|
SU683453A1 |
