Изобретение относится к области подводной сварки в защитной камере малых размеров.
Целью изобретения является упрощение оборудования, преимущественно при использовании камер малых размеров, например при контактной стыковой сварке под водой.
На чертеже приведено предлагаемое устройство.
Устройство состоит из сварочной головки 1 клещевого типа, защитной камеры 2, эластичной емкости 3 с газом, подсоединенной к камере посредством шланга 4, балласта 5, соединенного с емкостью и закрепленного на сварочной головке тросом 6, намотанным на барабан 7, и узла 8 расстопорения. Сварочная машина установлена на свариваемые детали 9.
Массу балласта те устанавливают равной весу воды, вытесняемой балластом и эластичной емкостью в не деформированном состоянии, т.е. в начальный момент погружения:
ГПб рб Ve рв (VewK + Ve), где рб , РВ - удельный вес соответственно материала балласта и воды;
Venn. Ve - объем соответственно эластичной емкости в недеформированном состоянии и балласта.
Из данного условия определяют объем балласта
Vfi -А - Уемк рб-рв и массу балласта
Балласт с такой массой обеспечивает погружение эластичной емкости на глубину, определяемую длиной троса б. Длина троса определяется в зависимости от величины избыточного давления в камере по сравнению с давлением воды на глубине сварки. При увеличении глубины на каждые 10 м давление воды возрастает на 0,1 МПа, поэтому длина троса (в метрах) Гт ш 100 Ризб, где Ризб (МПа) - избыточное давление в камере, необходимое для предотвращения проникновения воды в камеру.
Погружение камеры и присоединенной к ней эластичной емкости, заполненной газом, может осуществляться совместно или раздельно, однако при погружении емкость должна находиться выше уровня расположения камеры. В этом случае при увеличении глубины погружения эластичная емкость деформируется под давлением столба воды, а находящийся в ней газ находится под давлением, равным давлению воды на глубине по-пужения. При эюм утечки газа из емкости не происходит, так как ее выходное отверстие находится на уровне погружения камеры, где давление воды
больше.
После установки камеры на свариваемые детали вытеснение воды и регулирование давления в камере производится путем изменения глубины погружения емкости с
газом. Вытеснение воды производится при расположении емкости ниже уровня погружения камеры. После полного вытеснения воды из камеры в ней устанавливается давление, равное давлению воды на глубине
расположения эластичной емкости. При необходимости возможно путем перемещения емкости относительно уровня расположения камеры регулировать давление газовой среды в камере.
Максимальное избыточное давление газовой среды, которое можно создать в камере, достигается при погружении эластичной емкости на дно водоема,
Объем эластичной емкости определяется исходя из объема сварочной камеры и максимального рабочего давления в камере. Минимальный объем емкости Venn.мин при условии использования герметичной камеры /емк.мин К V. где VK - объем камеры.
К - коэффициент, равный отношению максимального рабочего давления в камере Ркмакс к атмосферному давлению Ратм (давление заполнения эластичной емкости). Таким образом
,, VK Ркмакс .
V,
емк.мин
атм
(2)
Учитывая упругость материала эластичной емкости, возможность образования складок, неравномерность деформации стенок емкости, а также то. что часть газа остается в соединительном шланге, объем эластичной емкости следует устанавливать не менее 1,.мин. Устанавливать объем емкости более 1,5Уемк.мин нецелесообразно
вследствие неоправданного увеличения размера емкости. Перед погружением защитную камеру 2, установленную между то- коподводящими зажимами сварочной головки 1, подсоединяют посредством
шланга 4 к эластичной емкости 3. объем которой определен в пределах Т,1-1.5 величины VBMK мин (формула (2)). К емкости крепят балласт 5, масса которого установлена пропорционально объему емкости (формула
(1)). Емкость с балластом крепят к сварочной головке 1 тросом 6, намотанным на барабан 7. Узел 8 расстопорения переводят в застопоренное состояние при разведении токо- подводящих зажимов сварочной головки.
После этого эластичную емкость 3 заполняют защитным газом под атмосферным давлением и осуществляют погружение сварочной машины на место сварки. При зажатии сварочной головкой деталей 9 автоматически срабатывает узел 8 расстопоре- ния. При этом эластичная емкость с балластом погружается на глубину, определяемую длиной троса. Происходит вытеснение воды из камеры и в ней устанавливается давление, равное давлению воды на глубине расположения эластичной емкости, после чего выполняют сварку по заданной программе.
Пример. Производят ремонт вертикального участка трубопровода & 219 х12 мм. присоединяющего добывающую платформу к трубопроводу на морском дне на глубине 35 м контактной стыковой сваркой оплавлением в защитной камере.
Поврежденный участок трубопровода вырезают и на его место устанавливают заменяющую секцию. Между токоподводящи- ми зажимами сварочной головки устанавливают защитную камеру, закрытие которой синхронизировано с зажатием свариваемых деталей. Эластичную емкость с балластом устанавливают в верхней части сварочной головки. Эластичную емкость и защитную камеру соединяют посредством гибкого резинового шланга с металлической оплеткой. Определяют минимальный обьем емкости по формуле (2). Для надежной герметизации камеры достаточно создать в ней давление, превышающее давление воды на глубине сварки на 0.05 МПа. Для этого следует погрузить емкость относительно камеры на 5 м, т.е. на глубину 40 м. Отношение
давления на глубине 40 м к атмосферному р
К 4 . Минимальный обьем емко- атм
сти Уемк.мии- К V к 72 Л при VK 18 л. Объем емкости Увм« 1,4- Уемк.мин «100 л.
К эластичной емкости подсоединяют балласт, состоящий из стальных дисков массой
Ј Уем «105КГ.
/ -/
Узел расстопорения включает консоль, на которой закрепляют эластичную емкость с балластом и подпружиненную защелку,
срабатывающую автоматически при зажатии труб сварочной головкой.
Эластичную емкость заполняют защитным газом (аргоном) под атмосферным давлением и сварочное устройство погружают на заданную глубину (35 м). Установку защитной камеры на место сварки осуществ- ляют одновременно с зажатием
свариваемых труб токоподводящими зажимами сварочного устройства, при этом срабатывает узел расстопорения и емкость с балластом погружается на глубину 40 м (длина троса & 5 м). Происходит вытеснение воды из камеры и в камере создается избыточное давление 0,05 МПа. Производятся сварка по заданной программе.
Сварено два контрольных стыка, причем качество соединений соответствует требованиям СНиП.
Использование изобретения значительно повышает качество сварки, упрощает оборудование и снижает стоимость подводных работ.
Формула изобретения
1.Способ заполнения защитной камеры газом при сварке под водой, при котором перед сваркой вытесняют воду из рабочего объема камеры путем подачи в него зэщигного газа и поддерживают рабочее давление газа в процессе выполнения сварного шва, от личающийся тем, что, с целью упрощения оборудования, преимущественно при сварке в камерах малых размеров,
подачу газа производят из эластичной емкости, при этом емкость погружают на глубину большую, чем глубина расположения защитной камеры, а обьем емкости устанавливают пропорционально объему камеры и
максимальному рабочему давлению в ней.
2.Устройство для заполнения защитной камеры газом при сварке под водой, содержащее сварочную головку, устанооленную на ней защитную камеру, связанную с защитной камерой систему подачи газа для вытеснения из камеры воды и создания в ней рабочего давления, отличающее- с я тем, что, с целью упрощения оборудования, система подачи газа выполнена в виде
эластичной емкости, снабженной балластом, масса которого пропорциональна объему емкости, при этом емкость вместе с балластом установлены с возможностью перемещения относительно камеры.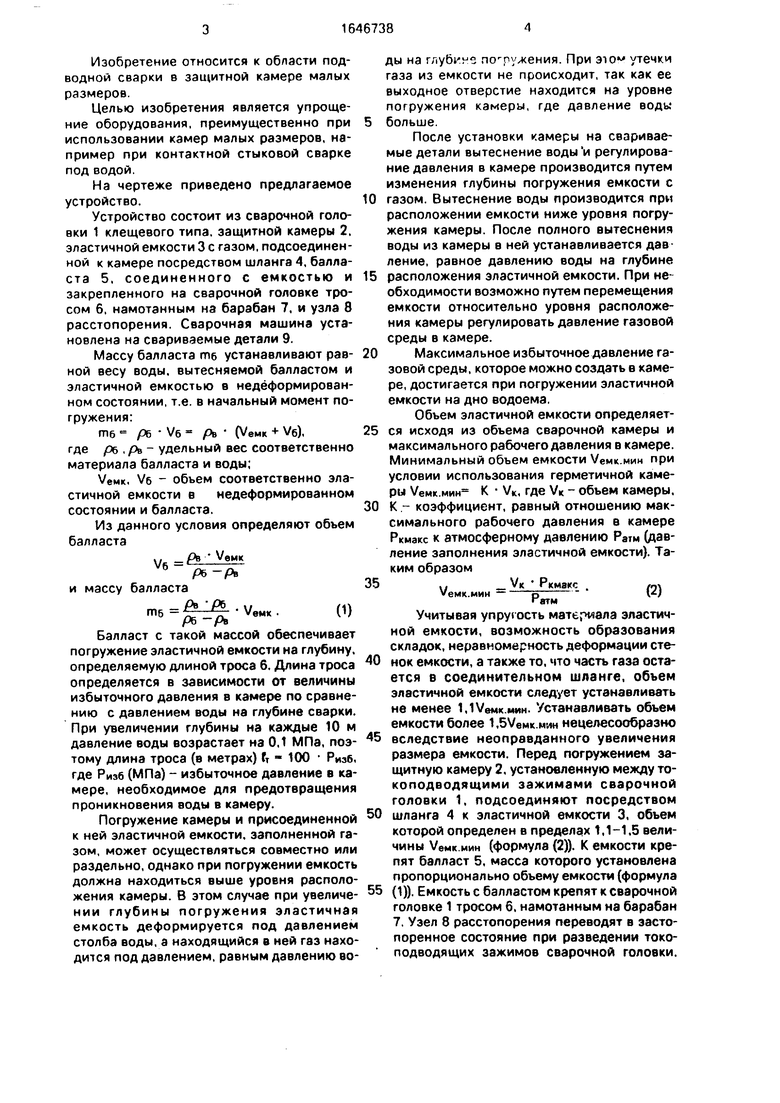
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитная камера для сварки под водой | 1989 |
|
SU1710246A1 |
| Способ контактной стыковой сварки под водой | 1988 |
|
SU1637976A1 |
| Способ контактной сварки в замкнутой камере | 1990 |
|
SU1798092A1 |
| СПОСОБ ПОДГОТОВКИ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА К РЕМОНТУ И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА К РЕМОНТУ | 2010 |
|
RU2460927C2 |
| СПОСОБ ФУНКЦИОНИРОВАНИЯ И ПОСТАНОВКИ ПРИТОПЛЕННОГО ОКЕАНОЛОГИЧЕСКОГО БУЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2529940C2 |
| СПОСОБ СПАСЕНИЯ И ПОДЪЕМА СУДОВ И КОМПЛЕКС СРЕДСТВ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2299831C2 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
| КЕССОН ДЛЯ РЕМОНТА ПОДВОДНЫХ ТРУБОПРОВОДОВ | 2006 |
|
RU2342492C2 |
| Способ и устройства повышения глубоководности, проходимости, работоспособности, универсальности транспортных средств, эффективности работ на грунте | 2021 |
|
RU2789617C2 |
| УСТРОЙСТВО ДЛЯ ЦИКЛИЧЕСКОГО ПОГРУЖЕНИЯ И ВСПЛЫТИЯ МОРСКОГО БУЯ | 2018 |
|
RU2701293C1 |
Изобретение относится к подводной сварке в защитной камере, в частности к способам заполнения камеры рабочим газом. Цель изобретения - упрощение оборудования, преимущественно при сварке в камерах малых размеров. Подачу газа в камеру производят из эластичной емкости, которую погружают на глубину большую, чем глубина расположения защитной камеры. Объем емкости устанавливают пропорциональным объему камеры и максимальному рабочему давлению в ней. Устройство для осуществления способа применительно, например, к стыковой сварке оплавлением состоит из сварочной головки 1 клещевого типа, защитной камеры 2, эластичной емкости 3, подсоединенной к камере посредством шланга 4, балласта 5, соединенного с емкостью и закрепленного на сварочной головке тросом 6, намотанным на барабан 7. Это обеспечивает возможность перемещения емкости вместе с балластом относительно камеры 2 и их стопорение узлом 8. При работе устройства емкость заполняют защитным газом и производят погружение устройства на место сварки. Благодаря тому, что емкость вместе с балластом за счет троса погружается на большую глубину, чем защитная камера, в ней устанавливается большее давление, чем в камере. Находящаяся в камере вода вытесняется этим давлением и создается необходимая атмосфера для проведения сварки. 2 с.п.ф-лы, 1 ил. -s ё О 4 О xj О) 00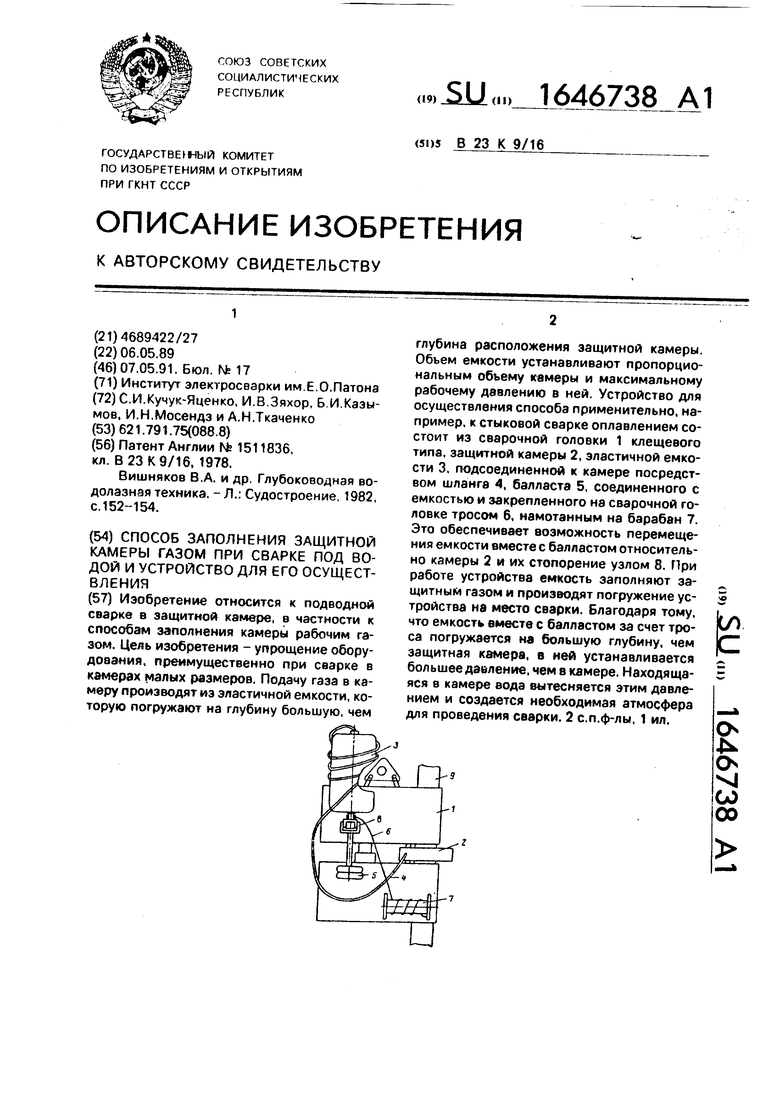
| Способ пуска энергетической установки | 1987 |
|
SU1511836A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Вишняков В.А | |||
| и др | |||
| Глубоководная водолазная техника | |||
| - Л.: Судостроение, 1982, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
