Изобретение относится к металлообработке, в частности к дорнирующим комбинированным инструментам для од- й овременной обработки резанием и пластическим деформированием деталей со сквозными отверстиями, имеющими как прямолинейную, так и криволинейную ось.
Целью изобретения является упрощение конструкции, повышение надежности и качества обработки за счет дополнительной ориентации режущей кромки относительно поверхности детали.
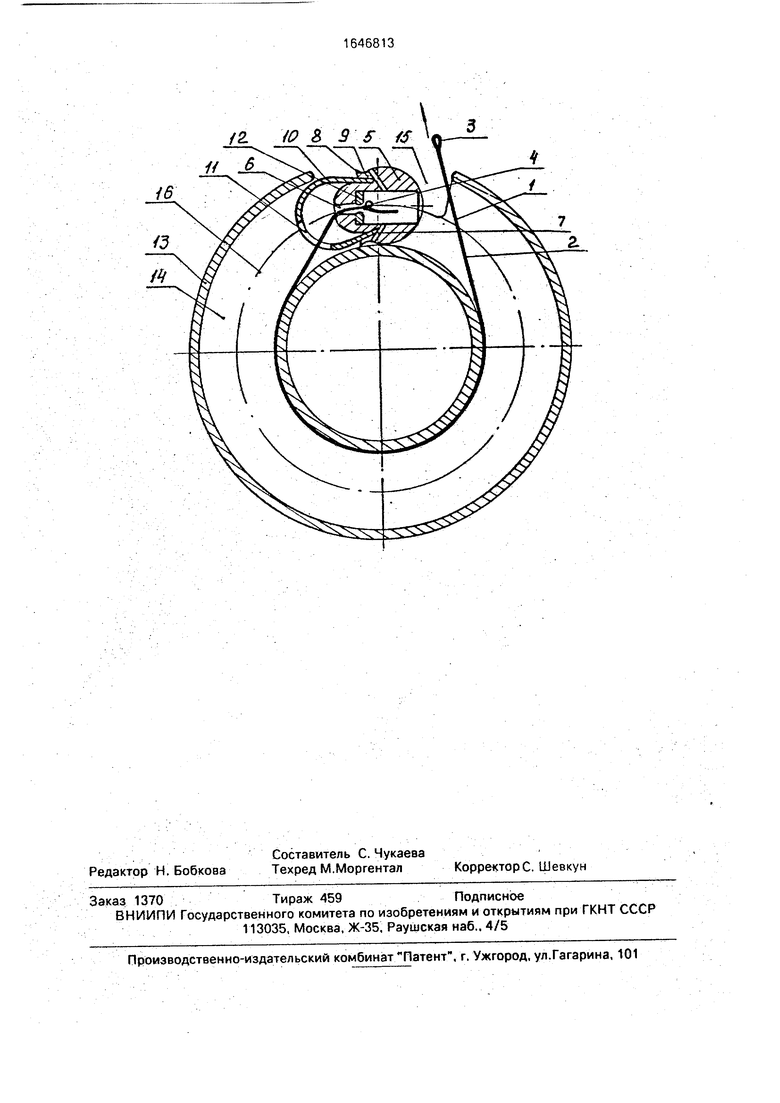
На чертеже изображен комбинированный дорнирующий элемент и обрабатываемая деталь - сварной корпус неполноповоротного гидродвигателя с тороидальным отверстием.
Дорнирующий элемент состоит из державки 1, выполненной в виде гибкого троса с гибким защитным рукавом 2, петлей 3 на одном конце троса и узлом 4 на другом конце троса, каплеобразного (овального) деформирующего элемента 5 с внутренним осевым отверстием 6 и радиальными отверстиями 7, круговой режущей кромкой 8 в передней заходной части элемента и торцовой канавкой 9 под торец стружколомающе- го и направляющего элемента 10, выполненного в виде тонкостенной пружинящей оболочки сферической формы с овальным пазом 11 под гибкий трос. В расточке деформирующего элемента 5 установлена шайба 12, которая передает тяговое усилие от узла 4 троса 1 на деформирующий
Os
Гь
о
00 CJ
элемент 5. Кроме того, изображены обрабатываемая деталь 13, тороидальное отверстие 14 детали, монтажное окно 15 в детали, которое используется при обработке для заведения гибкого троса, установки инструмента и для технологической смазки обрабатываемого отверстия и рабочих поверхностей инструмента. Место расположения сварочных швов 16 по осевой линии.
Обработка отверстий пластическим деформированием со снятием круговой режущей частью сварочных швов осуществляется следующим образом,
Деталь 13 устанавливается в приспособлении или каком-то зажимном устройстве, в отверстие 14 детали через монтажное окно 15 наносится технологическая смазка и вводится гибкий трос державки 1. Дорнирующий инструмент вставляется своим пружиняющим направляющим и стружколомающим элементом 10 во входное отверстие 14 детали до упора в круговую режущую кромку 8.
Затем петля 3 гибкого троса 1 соединяется с тяговым устройством. При включении тягового устройства- осуществляется перемещение гибкого троса 1 с деформирующим элементом по отверстию 14 обрабатываемой детали.
Одновременно в монтажное окно 15 подается гибкая технологическая смазка для дополнительной смазки рабочей поверхности деформирующего элемента 5, которая осуществляется через расточку и отверстия 7. Направляющий и стружколомающий элемент 10 за счет пружинных свойств тонко- стной оболочки прижимается к внутренней поверхности отверстия 14 обрабатываемой детали и за счет неравномерности толщины сварочных швов и неравномерности срезаемого круговой режущей кромкой 8 слоя металла подвержен колебаниям различной частоты и амплитуды, что создает переменные условия для стружкообразования и в связи с этим эффективное ее дробление. Кольцевая режущая кромка в процессе резания самоустанавливается по отверстию обрабатываемой детали из-за наличия элементов 10 и 5, которые, помимо указанных
функций, осуществляют ориентацию режущей кромки и инструмента в целом, копируя все изменения направления оси отверстия 14. Деформирующий элемент 5 своей рабочей поверхностью осуществляет пластическое деформирование отверстия детали и его упрочнение, формируя при этом отверстие высокой точности и низкой шероховатости поверхности.
Технологическая смазка позволяет снизить износ рабочих поверхностей инструмента, гибкого троса с защитным рукавом, уменьшить тяговое усилие резания и до- рнования, снизить влияние температурных
деформаций на точность отверстия, повысить качество обработанной поверхности. Гибкий защитный рукав 2 защищает гибкий трос 1 и отверстие 14 детали от истирания в местах контакта.
Удаление стружки осуществляется круговой режущей кромкой 8 и направляющим и стружколомающим элементом 10.
Применение предлагаемого инструмента позволяет упростить конструкцию устройства, повысить надежность работы и, следовательно, срок службы инструмента и качество обрабатываемых деталей при обработке длинных отверстий с прямолинейной и криволинейной осями.
Формула изобретения
Донирующий инструмент, содержащий закрепленные на гибкой тросовой оправке деформирующий элемент и с передней заборной частью сферический стружколомающий элемент, гибкий защитный рукав, а также режущий элемент с круговой режул щей кромкой, отличаю щ-и и с я тем, что, с целью упрощения конструкции, повышения надежности и качества обработки за
счет дополнительной ориентации режущей кромки относительно поверхности детали; деформирующий элемент выполнен каплеобразным или овальным с последовательно расположенными круговой режущей кромкой и торцовой канавкой на передней заборной части, а стружколомающий элемент выполнен в виде тонкостенной оболочки с овальным пазом под гибкую оправку и установлен в торцовую канавку деформирующего элемента.
Ю В 9 S ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный дорнирующий инструмент | 1989 |
|
SU1638000A1 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Дорнирующий инструмент | 1987 |
|
SU1530422A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| Резец для вибрационного точения | 2020 |
|
RU2749013C1 |
| УСОВЕРШЕНСТВОВАННЫЙ МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ С АВТОМАТИЧЕСКИ РЕГУЛИРУЕМЫМ СТРУЖКОЛОМОМ | 1994 |
|
RU2107589C1 |
| Резец для плазменно-механической обработки металла | 1980 |
|
SU933275A1 |
| Режущий элемент | 1990 |
|
SU1811988A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
Изобретение относится к машиностроению, в частности к комбинированным до- рнирующим инструментам для совмещения обработки резанием и дорнованием . Цель изобретения - упрощение конструкции, повышение надежности и качества обработки за счет дополнительной ориентации режущей кромки относительно поверхности детали. Деформирующий элемент выполнен каплеобразным с круговой режущей кромкой в передней заходной части. Стружколомающий элемент выполнен в виде тонкостенной пружинящей оболочки сферической формы с овальным пазом под гибкую державку и установлен в торцовой канавке деформирующего элемента. За счет неравномерности толщины срезаемых сварочных швов создаются переменные условия стружкообразования, что обеспечивает эффективное дробление стружки. Деформирующий и стружколомающий элементы, копируя все изменения направления от обрабатываемого отверстия, осуществляют ориентацию режущей кромки относительно поверхности детали. 1 ил. (/) С
| Дорнирующий инструмент | 1987 |
|
SU1530422A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
