Предлагаемое изобретение относится к области металлообработки, в частности к обработке наружных поверхностей деталей на токарных станках.
Известно устройство для чистовой обработки наружных поверхностей тел вращения, содержащее резец с упругим элементом, реализующий механизм бреющего резания [1].
Недостатком данного устройства является невозможность регулирования жесткости резца и собственной частоты его колебаний в широком диапазоне частот.
Известно устройство для обработки внутренних поверхностей, выбранное в качестве прототипа, содержащее резец, закрепленный на боршанге, в корпус которой вмонтирован волновод [2].
Недостатком данного устройства является невозможность плавного изменения статической жесткости упругого элемента по одной координате, а следовательно, и частотой колебаний вершины резца.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки и производительности с достижением следующих технических результатов: увеличение надежности работы инструмента за счет стабилизации высокочастотных колебаний инструмента, повышение точности и качества обработки путем снижения шероховатости и уменьшение энергоемкости процесса резания за счет использования для возбуждения высокочастотных колебаний инструмента.
Эта задача решается тем, что резец для вибрационной обработки наружных поверхностей тел вращения, содержащий державку с упругим элементом, снабжается упругим элементом цилиндрической формы с внутренней и наружной резьбой и не сквозной прорезью. В центр упругого элемента ввинчивают винт, а на наружную поверхность упругого элемента навинчивают гайку, оба резьбовых соединения с мелкой резьбой.
Оснащение резца упругим элементом с регулированием жесткости позволяет реализовать условия резания, подобные высокочастотному вибрационному резанию, за счет использования в качестве источника ультразвуковых колебаний зоны контакта инструмента и обрабатываемой детали, с передачей колебаний инструменту через зону стружкообразования. Выполнение резьбовых передач с помощью ввинчивания винта в центр упругого элемента и гайки по наружной поверхности одновременно, и в отдельности, позволяет проводить черновую и чистовую обработку одним инструментом с оптимальной амплитудой и частотой резца за счет возможности настройки на разные частоты. Выполнение двух резьбовых передач одновременно повышает надежность работы механизма регулирования жесткости упругого элемента.
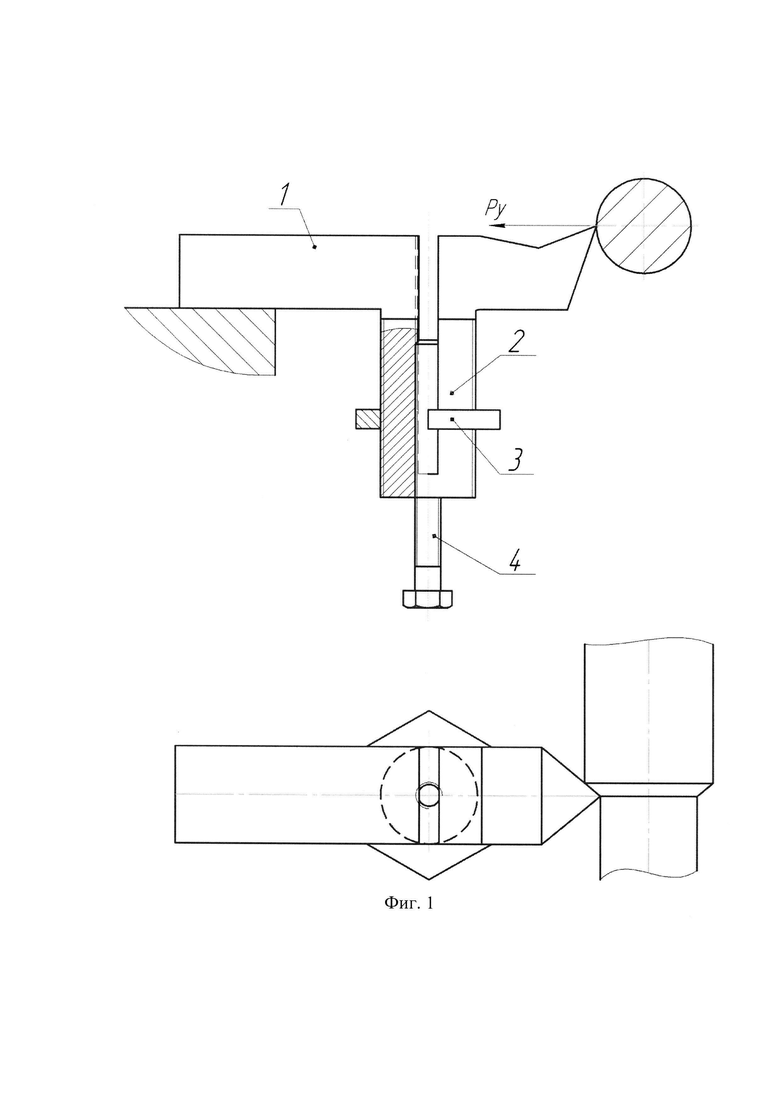
Предлагаемое изобретение иллюстрируется чертежом, представленным на фиг. 1.
Резец для вибрационной обработки наружных поверхностей тел вращения содержит державку 1, включающую упругий элемент 2 цилиндрической формы и имеющий наружную и внутреннюю резьбу. На наружную резьбу упругого элемента навинчена гайка 3, а во внутреннее ввинчен винт 4.
Устройство работает следующим образом. С державкой 1, с упругим элементом 2 снимаются АЧХ в функции их жесткости, которая регулируется гайкой 3 и винтом 4. АФЧ - характеристика упругого элемента 2, она позволяет оценить и настроить резец на резонансный режим, относительно переменной возбуждающей силы резания в зоне стружкообразования с учетом прочностных характеристик обрабатываемого материала и технологических режимов резания, настройкой гайкой 3 и винтом 4 на рабочую резонансную частоту. Далее обрабатываемой заготовке сообщают движение резания. При врезании режущей части резца в заготовку, в следствие упругости элемента 2, происходит перемещение вершины резца под действием сил резания. При совпадении собственной частоты резца и частоты волновых процессов в зоне стружкообразования происходит усиление амплитуды высокочастотных колебаний вершины резца. Частота собственных колебаний упругого элемента 2 ω0, с массой резцовой головки, прямо пропорционально его жесткости, которая в свою очередь зависит от его материала, геометрических параметров и зоны расположения винта 4, и гайки 3. Частота возбуждения ω зоны стружкообразования является функцией режимов резания, причем прямо пропорциональна скорости резания и обратно пропорциональна глубине резания и подачи. Поэтому, частота возбуждения ω на черновых операциях значительно меньше, чем на чистовых. Соответственно, на черновых операциях гайка 3 и винт 4 навинчиваются на упругий элемент на меньшую величину его длины, а на чистовых операциях гайка 3 и винт 4 навинчиваются на максимальную величину подлине упругого элемента для большой частоты усиления. Амплитуда вынужденных колебаний рабочей части упругого элемента определяется по формуле:

Qo - возмущающая сила; Б - коэффициент сопротивления; m - рабочая часть резца - головка с режущими пластинками; с - жесткость упругого элемента.
Использование данного устройства позволяет повысить производительность обработки, качество и точность обработанной поверхности, улучшить надежность работы инструмента и обеспечить стабильность форм и размеров в эксплуатационный период работы детали.
Источники
1. С.П. Карцев. Инструмент для изготовления резьбы. Гос. Научно-техническое издательство машиностроительной литературы. - М.: 1955. - с. 19, ФИГ. 6
2. Б.Е. Бруштейн, В.И. Демантьев. Токарь по металлу. Гос. издательство оборонной промышленности. - М.: 1954 г., с. 189
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Резец для вибрационного резания | 2017 |
|
RU2660488C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2169058C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| УСТРОЙСТВО ВИБРОСВЕРЛИЛЬНОЕ | 2011 |
|
RU2478023C2 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
Изобретение относится к области металлообработки и может быть использовано для токарной обработки валов на универсальных станках. Резец содержит пружинящую державку с прорезью и отверстием, в которое ввинчен винт. Державка выполнена с упругим элементом цилиндрической формы, в котором расположены упомянутые прорезь, отверстие и винт, причем прорезь расположена по центру упругого элемента, а винт и отверстие выполнены с мелкой резьбой. При этом на наружной поверхности упругого элемента выполнена мелкая резьба, на которую навинчена гайка. Достигается повышение производительности за счет стабилизации высокочастотных колебаний резца и повышение точности и качества обработки за счет снижения шероховатости обработанной поверхности. 1 ил.
Резец для вибрационного точения наружных поверхностей тел вращения, содержащий пружинящую державку с прорезью и отверстием, в которое ввинчен винт, отличающийся тем, что державка выполнена с упругим элементом цилиндрической формы, в котором расположены упомянутые прорезь, отверстие и винт, причем прорезь расположена по центру упругого элемента, а винт и отверстие выполнены с мелкой резьбой, при этом на наружной поверхности упругого элемента выполнена мелкая резьба, на которую навинчена гайка.
| БРУШТЕЙН Б.Е | |||
| и др | |||
| "Токарь по металлу", М., Оборонгиз, 1954, с.189, фиг | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| Инструмент с шарнирно-подпружиненным креплением режущего элемента к державке | 1958 |
|
SU121646A1 |
| Резец | 1974 |
|
SU544516A1 |
| СБОРНЫЙ РЕЗЕЦ | 1992 |
|
RU2024363C1 |
| Прибор для изучения пламени при сжигании жидких, твердых и газообразных материалов | 1937 |
|
SU61618A1 |
| Способ обогащения глиноземом щелочных и нефелиновых сиенитов и псевдолейцитовых пород | 1948 |
|
SU72427A1 |
| Устройство для обмена данными между процессором и периферийными устройствами | 1987 |
|
SU1418727A1 |

