Изобретение относится к металлообработке, в частности к дорнирующим комбинированным инструментам для одновременной обработки резанием, пластическим деформированием и полированием деталей со сквозными отверстиями, имеющими как прямолинейную, так и криволинейную ось.
Цель изобретения - расширение технологических возможностей и повышение качества за счет полирования обрабатываемой поверхности.
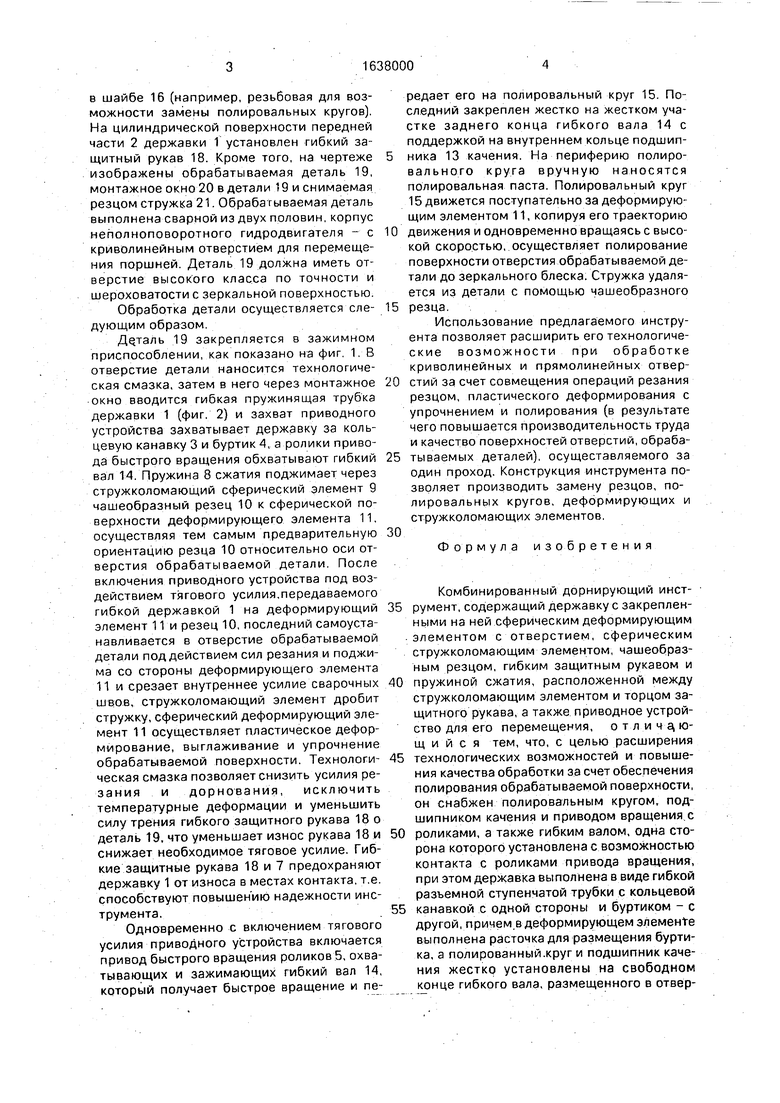
На фиг. 1 изображен комбинированный дорнирующий инструмент; на фиг 2 - то же, в начале процесса обработки
Комбинированный дорнирующий инструмент состоит из державки 1,выполненной в виде гибкой пружинящей трубки, из двух частей разного диаметра. Передняя часть 2
большего диаметра имеет кольцевую канавку 3 и передний буртик 4, контактирующие с захватным устройством 5 приводного устройства, задняя часть державки 1 жестко присоединена к передней части 2 после установки на задней части 6 гибкого защитного рукава 7, пружины сжатия 8, сферического стружколомающего элемента 7, чашеобразного резца 10, сферического деформирующего элемента 11, в расточку которого сзади упирается буртик 12 заднего конца части 6. В расточке буртика 12 установлен подшипник 13 качения, внутреннее кольцо которого жестко установлено на гибкий вал 14, проходящий сквозь отверстие пружинящей трубки державки 1, За подшипником 13 на гибком валу 14 жестко установлен эластичный полировальный круг 15. шайба 16 с заделкой 17 гибкого вала 14
в шайбе 16 (например, резьбовая для возможности замены полировальных кругов). На цилиндрической поверхности передней части 2 державки 1 установлен гибкий защитный рукав 18. Кроме того, на чертеже изображены обрабатываемая деталь 19, монтажное окно 20 в детали 19 и снимаемая резцом стружка 21. Обраба гываемая деталь выполнена сварной из двух половин, корпус неполноповоротного гидродвигателя - с криволинейным отверстием для перемещения поршней. Деталь 19 должна иметь отверстие высокого класса по точности и шероховатости с зеркальной поверхностью.
Обработка детали осуществляется следующим образом.
Деталь 19 закрепляется в зажимном приспособлении, как показано на фиг. 1. В отверстие детали наносится технологическая смазка, затем в него через монтажное окно вводится гибкая пружинящая трубка державки 1 (фиг. 2) и захват приводного устройства захватывает державку за кольцевую канавку 3 и буртик 4, а ролики привода быстрого вращения обхватывают гибкий вал 14. Пружина 8 сжатия поджимает через стружколомающий сферический элемент 9 чашеобразный резец 10 к сферической поверхности деформирующего элемента 11, осуществляя тем самым предварительную ориентацию резца 10 относительно оси отверстия обрабатываемой детали. После включения приводного устройства под воздействием тягового усилия,передаваемого гибкой державкой 1 на деформирующий элемент 11 и резец 10, последний самоустанавливается в отверстие обрабатываемой детали под действием сил резания и поджима со стороны деформирующего элемента 11 и срезает внутреннее усилие сварочных швов, стружколомающий элемент дробит стружку, сферический деформирующий элемент 11 осуществляет пластическое деформирование, выглаживание и упрочнение обрабатываемой поверхности. Технологическая смазка позволяет снизить усилия резания и дорнования, исключить температурные деформации и уменьшить силу трения гибкого защитного рукава 18 о деталь 19, что уменьшает износ рукава 18 и снижает необходимое тяговое усилие. Гибкие защитные рукава 18 и 7 предохраняют державку 1 от износа в местах контакта, т.е. способствуют повышению надежности инструмента.
Одновременно с включением тягового усилия приводного устройства включается привод быстрого вращения роликов 5, охватывающих и зажимающих гибкий вал 14, который получает быстрое вращение и передает его на полировальный круг 15. Последний закреплен жестко на жестком участке заднего конца гибкого вала 14 с поддержкой на внутреннем кольце подшипника 13 качения. На периферию полировального круга вручную наносятся полировальная паста. Полировальный круг 15 движется поступательно за деформирующим элементом 11, копируя его траекторию
движения и одновременно вращаясь с высокой скоростью, осуществляет полирование поверхности отверстия обрабатываемой детали до зеркального блеска. Стружка удаляется из детали с помощью чашеобразного
резца.
Использование предлагаемого инстру- ента позволяет расширить его технологические возможности при обработке криволинейных и прямолинейных отверстий за счет совмещения операций резания резцом, пластического деформирования с упрочнением и полирования (в результате чего повышается производительность труда и качество поверхностей отверстий, обрабатываемых деталей), осущеставляемого за один проход. Конструкция инструмента позволяет производить замену резцов, полировальных кругов, деформирующих и стружколомающих элементов.
Формула изобретения
Комбинированный дорнирующий инструмент, содержащий державку с закрепленными на ней сферическим деформирующим элементом с отверстием, сферическим стружколомающим элементом, чашеобразным резцом, гибким защитным рукавом и
пружиной сжатия, расположенной между стружколомающим элементом и торцом защитного рукава, а также приводное устройство для его перемещения, о т л и ч а, ю- щ и и с я тем, что, с целью расширения
технологических возможностей и повышения качества обработки за счет обеспечения полирования обрабатываемой поверхности, он снабжен полировальным кругом, подшипником качения и приводом вращения с
роликами, а также гибким валом, одна сторона которого установлена с возможностью контакта с роликами привода вращения, при этом державка выполнена в виде гибкой разъемной ступенчатой трубки с кольцевой
канавкой с одной стороны и буртиком - с другой, причем.в деформирующем элементе выполнена расточка для размещения буртика, а полированный.круг и подшипник качения жестко установлены на свободном конце гибкого вала, размещенного в отвер
стии гибкой разъемной трубки, при этом в йена расточка для установки подшипника торце державки со стороны буртика выпол- качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
| Дорнирующий инструмент | 1989 |
|
SU1646813A1 |
| Дорнирующий инструмент | 1987 |
|
SU1530422A1 |
| УСТРОЙСТВО ДЛЯ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2002 |
|
RU2218261C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| Способ исследования динамических характеристик технологической системы и комбинированный инструмент для его осуществления | 1989 |
|
SU1738615A1 |
Изобретение относится к машиностроению, а именно к комбинированной обработке отверстий деталей. Цель изобретения - расширение технологических возможностей и повышение качества обработки за счет полирования обрабатываемой поверхности. Инструмент снабжен приводом вращения с роликами, гибкой ступенчатой пружинящей трубчатой разъемной державкой с установленными на ней пружиной сжатия, стружколомом, резцом и дорном, а также гибким валом с закрепленными на нем подшипником качения и полировальным кругом. Гибкий вал установлен в разъемной державке с возможностью вращения и контакта с роликами привода вращения. Такое выполнение инструмента позволяет за один проход осуществить средние припуски, поверхностное пластическое деформирование и полирование обрабатываемой поверхности.2 ил.
//tf
5
i
I / - /- I I
if&ui/m ////77 /7
-7t- & &////№///// //г/t
/5
Фиг.2
| Дорнирующий инструмент | 1987 |
|
SU1530422A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
