Изобретение относится к обработке металлов давлением и температурой, в частности к вспомогательному оборудованию для технологической обработки металлических заготовок, и может быть использовано для термообработки при гибке и закалке длинномерных металлических заготовок преимущественно полособульбового и таврового профилей.
Цель изобретения - повышение качества получаемых изделий.
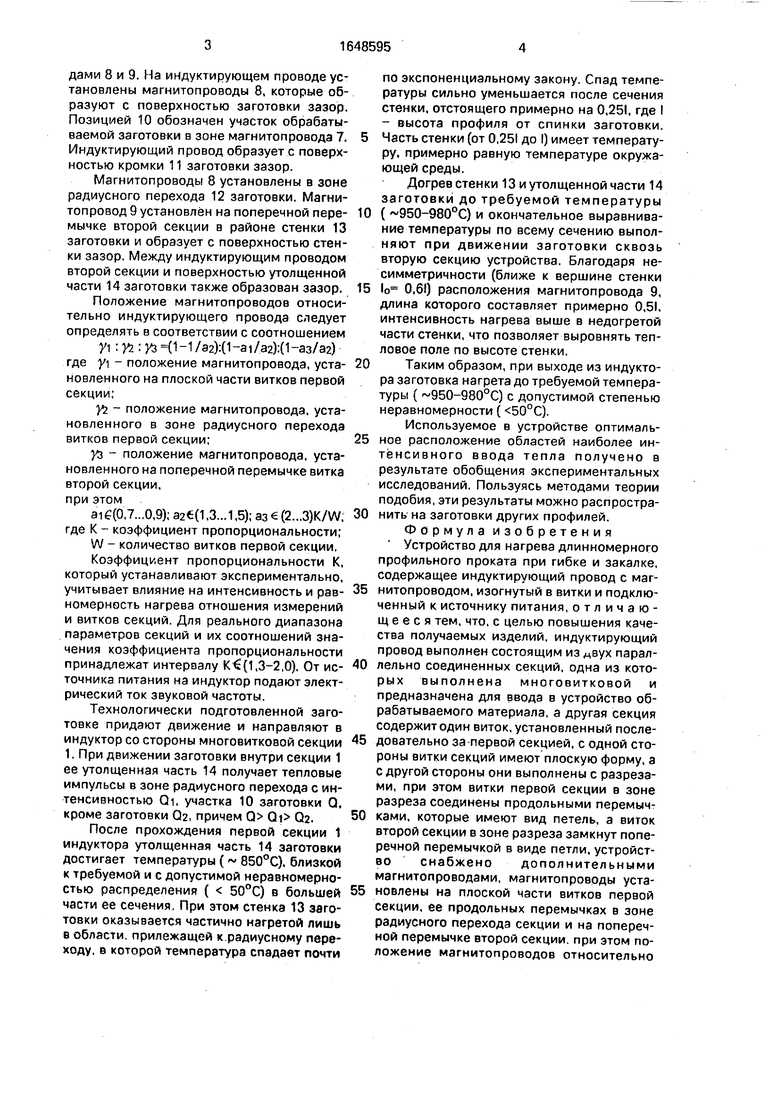
На фиг. 1 показана конструкция устройства, в общий вид; на фиг. 2 - первая (мно- говитковая) секция, поперечный разрез; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - вторая (одновитковая) секция, поперечный разрез; на фиг. 6 - сечение В-В на фиг. 5.
Устройство содержит индуктирующий провод, который изогнут в витки и образует многовитковую секцию 1 и одновитковую секцию 2. Витки первой и второй секций разрезаны с одной стороны В местах разреза витки первой секции соединены продольными перемычками 3, а виток второй секции замкнут поперечной перемычкой & виде петли 4. Обе секции соединены с двумя токоведущими шинами 5. Токоведущие шины соединены с колодками 6, служащими для подключения индуктора к выходному (закалочному) трансформатору источника питания (не показан). На плоской части всех витков первой секции установлены магнитопроводы 7 (фиг. 2), которые образуют с поверхностью спинки заготовки воздушный зазор. Устройство снабжено магнитопровоО-N 00
СЛ Ю
ся
дами 8 и 9. На индуктирующем проводе установлены магнитопроводы 8, которые образуют с поверхностью заготовки зазор. Позицией 10 обозначен участок обрабатываемой заготовки в зоне магнитопровода 7. Индуктирующий провод образует с поверхностью кромки 11 заготовки зазор.
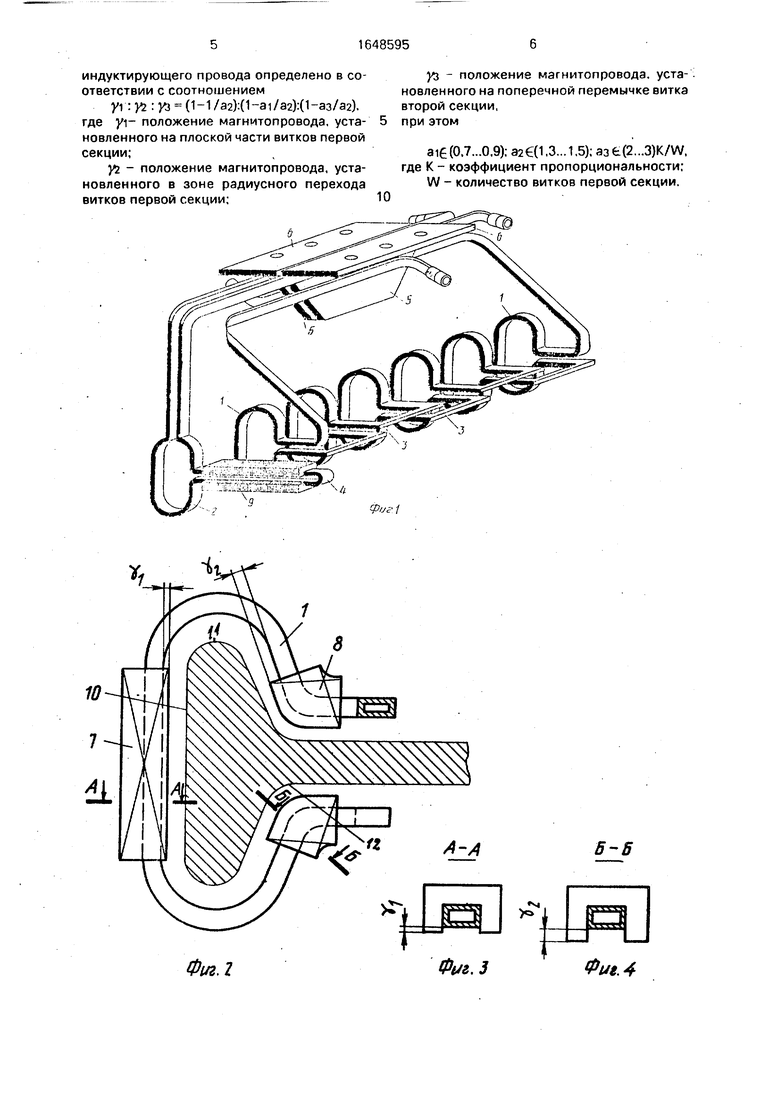
Магнитопроводы 8 установлены в зоне радиусного перехода 12 заготовки, Магни- топровод 9 установлен на поперечной перемычке второй секции в районе стенки 13 заготовки и образует с поверхностью стенки зазор. Между индуктирующим проводом второй секции и поверхностью утолщенной части 14 заготовки также образован зазор.
Положение магнитопроводов относительно индуктирующего провода следует определять в соответствии с соотношением
:У2 (1-1/а2):(1-а1/а2):(1-аз/а2) где yi - положение магнитопровода, установленного на плоской части витков первой секции;
YI положение магнитопровода, установленного в зоне радиусного перехода витков первой секции;
уз положение магнитопровода, установленного на поперечной перемычке витка второй секции, при этом
aie(0,7...0,9); a2€(1,3...1,5); аз«Ј(2...3). где К - коэффициент пропорциональности;
W - количество витков первой секции.
Коэффициент пропорциональности К, который устанавливают экспериментально, учитывает влияние на интенсивность и равномерность нагрева отношения измерений и витков секций. Для реального диапазона параметров секций и их соотношений значения коэффициента пропорциональности принадлежат интервалу К(1,3-2,0). От источника питания на индуктор подают электрический ток звуковой частоты.
Технологически подготовленной заготовке придают движение и направляют в индуктор со стороны многовитковой секции 1. При движении заготовки внутри секции 1 ее утолщенная часть 14 получает тепловые импульсы в зоне радиусного перехода с интенсивностью СИ, участка 10 заготовки Q, кроме заготовки Q2, причем Q Qi Qz.
После прохождения первой секции 1 индуктора утолщенная часть 14 заготовки достигает температуры ( 850°С). близкой к требуемой и с допустимой неравномерностью распределения ( 50°С) в большей части ее сечения, При этом стенка 13 заготовки оказывается частично нагретой лишь & области, прилежащей к радиусному переходу, в которой температура спадает почти
по экспоненциальному закону. Спад температуры сильно уменьшается после сечения стенки, отстоящего примерно на 0,251, где I - высота профиля от спинки заготовки.
Часть стенки (от 0,251 до I) имеет температуру, примерно равную температуре окружающей среды.
Догрев стенки 13 и утолщенной части 14 заготовки до требуемой температуры
( 950-980°С) и окончательное выравнивание температуры по всему сечению выполняют при движении заготовки сквозь вторую секцию устройства. Благодаря несимметричности (ближе к вершине стенки
lo 0,61) расположения магнитопровода 9, длина которого составляет примерно 0,51, интенсивность нагрева выше в недогретой части стенки, что позволяет выровнять тепловое поле по высоте стенки.
Таким образом, при выходе из индуктора заготовка нагрета до требуемой температуры ( 950-980°С) с допустимой степенью неравномерности (50°С).
Используемое в устройстве оптимальное расположение областей наиболее интенсивного ввода тепла получено в результате обобщения экспериментальных исследований. Пользуясь методами теории подобия, эти результаты можно распространить на заготовки других профилей. Формула изобретения Устройство для нагрева длинномерного профильного проката при гибке и закалке, содержащее индуктирующий провод с магнитопроводом, изогнутый в витки и подключенный к источнику питания, отличающееся тем, что, с целью повышения качества получаемых изделий, индуктирующий провод выполнен состоящим из мвух параллельно соединенных секций, одна из которых выполнена многовитковой и предназначена для ввода в устройство обрабатываемого материала, а другая секция содержит один виток, установленный последовательно за первой секцией, с одной стороны витки секций имеют плоскую форму, а с другой стороны они выполнены с разрезами, при этом витки первой секции в зоне разреза соединены продольными перемычками, которые имеют вид петель, а виток второй секции в зоне разреза замкнут поперечной перемычкой в виде петли, устройство снабжено дополнительными магнитопроводами, магнитопроводы установлены на плоской части витков первой секции, ее продольных перемычках в зоне радиусного перехода секции и на поперечной перемычке второй секции, при этом положение магнитопроводов относительно
индуктирующего провода определено в соответствии с соотношением
yi -.yz :уз (1-1/а2):(1-а1/а2):(1-аз/а2). где yi положение магнитопровода, установленного на плоской части витков первой секции;
уг - положение магнитопровода, установленного в зоне радиусного перехода витков первой секции;
V/
уз - положение магнитопровода. установленного на поперечной перемычке витка второй секции, при этом
aiЈ(0.7...0,9); а2€(1,3... 1,5); a3fc(2...3)K/W, где К - коэффициент пропорциональности; W - количество витков первой секции.
(риг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Индуктор для нагрева поверхностей | 1980 |
|
SU936469A1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ДИСКОВ | 1986 |
|
RU2044780C1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Индуктор для одновременного нагрева внутренних поверхностей изделий | 1982 |
|
SU1098106A1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
Изобретение относится к обработке металлов давлением и температурой и может быть использовано в промышленных уста. новках для термообработки длинномерного профильного проката при гибке и закалке. Цель изобретения - повышение качества получаемых изделий. В устройстве индуктирующий провод состоит из двух параллельно соединенных многовитковой и одновитковой секций. Витки первой секции соединены между собой продольными пере- мычкапи, охватывающими утолщенную часть за/отовки. Виток второй секции имеет поперечную петлю, охватывающую стенку заготовки. На индуктирующем проводе в районе спинки, радиусного перехода и стенки профиля установлены магнитопроводы. Зазоры между индуктирующим проводом и поверхностью заготовки, а также размеры магнитопроводов установлены такими, при которых получают оптимальное распределение и интенсивность вводимых в заготовку тепловых потоков, обеспечивающих равномерность сквозного нагрева. 6 ил. Ё
Фиг. 2
Б-5
«м
1
5
лт-.тдП
Фм.4
Фиг. 5
Фиг 6
| Калявкин В | |||
| М | |||
| и др | |||
| Технология гибки труб и профилей с зональным индукционным нагревом | |||
| Обзорная информация | |||
| М.: НИИИнформтяжмаш, 1974, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Солесос | 1922 |
|
SU29A1 |
