(54) ИНДУКТОР ДЛЯ НАГРЕВА УЧАСТКОВ ИЗДЕЛИЙ .И СПОСОБ МОНТАЖА
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Индуктор для локального нагрева изделий | 1979 |
|
SU856043A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Петлевой индуктор для локального нагрева | 1983 |
|
SU1103366A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
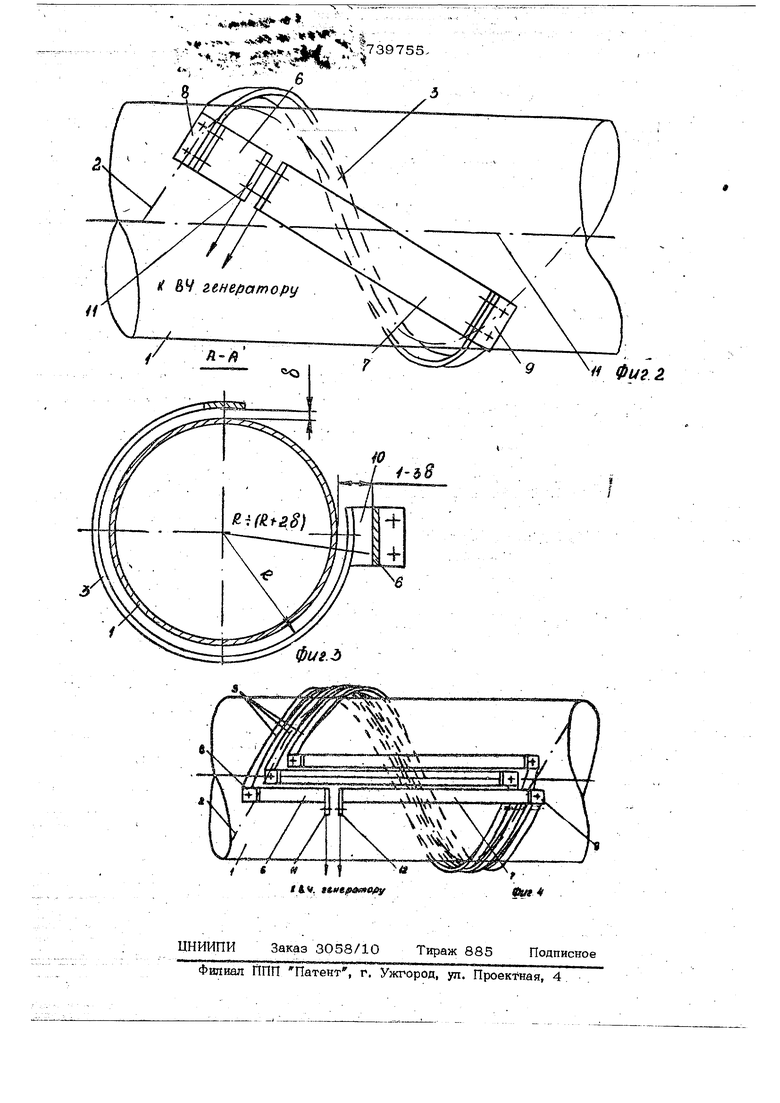
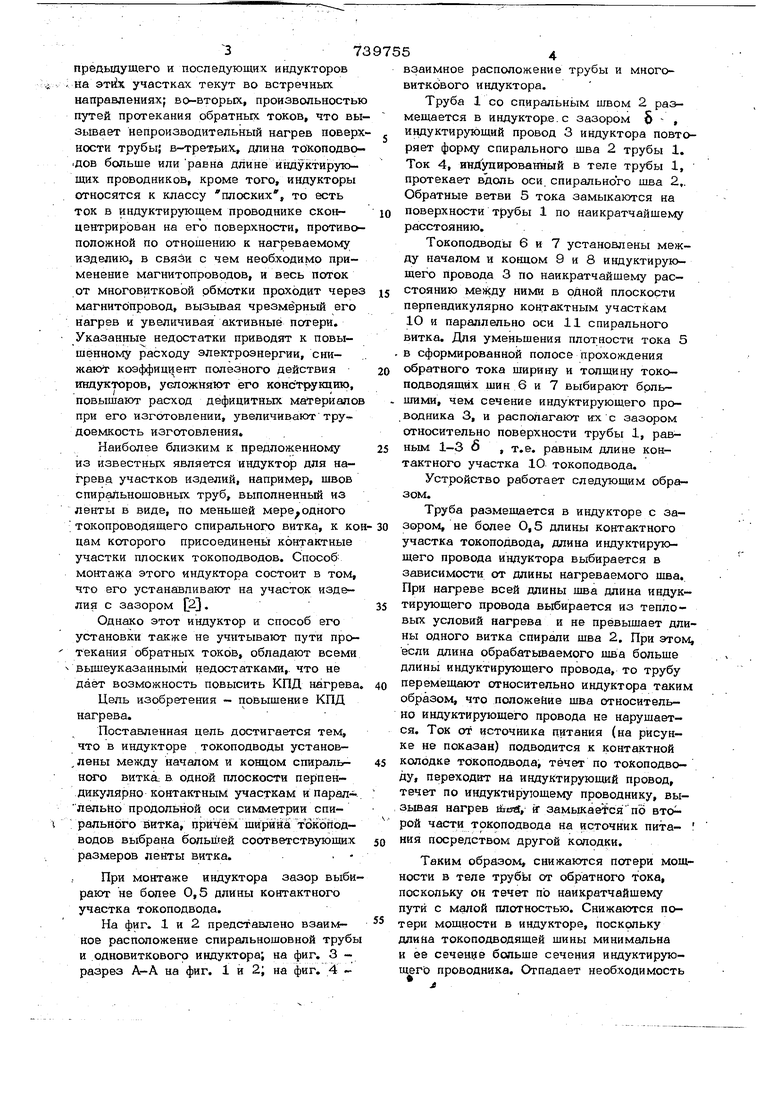
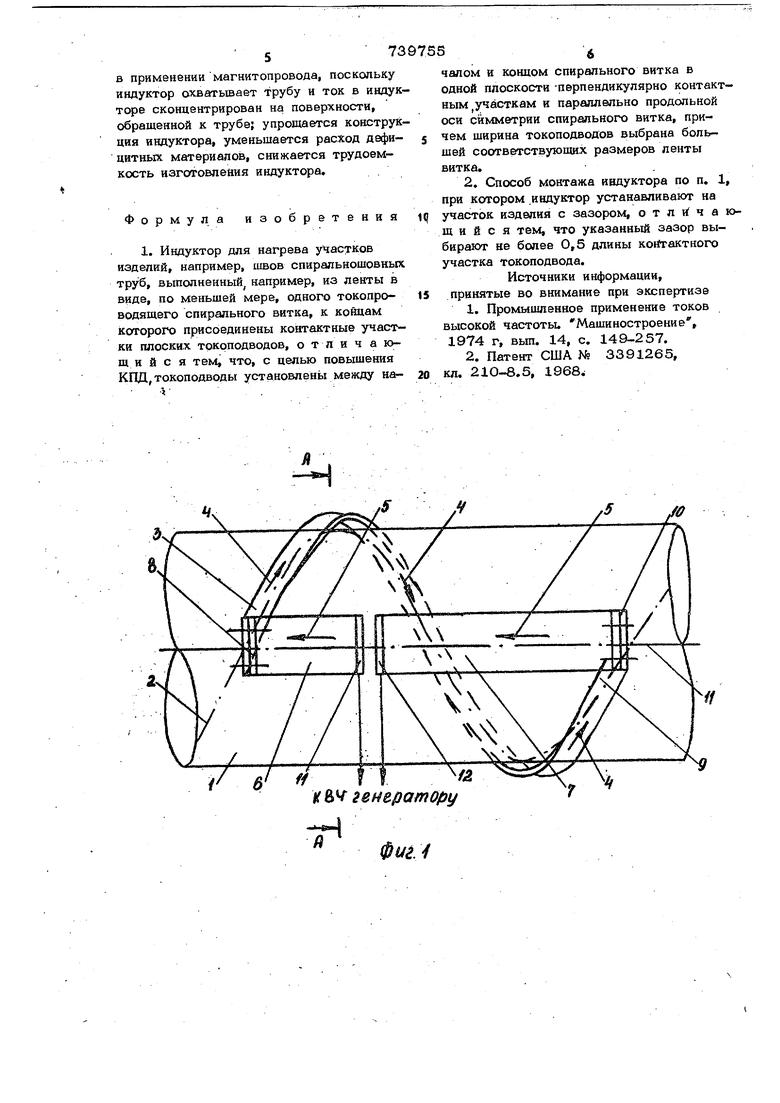
Изобретение относится к индукционному нагреву изделий и может быть испол зовано в машиностроительной, трубной отраслях промышленности, в частности при локальном нагреве швов спиральношовнык труб для локальной термообработки. Известен способ локальногО нагрева сварных швов спиральношовных труб, который заключается в том, что в зоне шва трубы с помошью ряда последовательно расположенных друг за другом .индукторов, размещенных над на реваемой зоной, по спиральной линии шва индуктируют ток, nf ютекающчй в зоне шва вдоль его оси. Обратные ветви тока растекаются по телу трубы по произволь ным путям. Индуктор состоит из много витковой обмотки, магнитопровода и токо проводящего экрана, выполняющего роль вторичной обмотки, и расположенного между обмоткой индуктора и нагреваемы участком трубы, служащего для защиты электрической изоляции обмотки индуктора от теплового нагретого шва. Многовитковая обмотка индуктора состоит из индуктирующих проводников, расположенных над экраном, и токоподводов, соединяющих конец предьщущего индуктирующего проводника с началом порледующего То соподводы расположены над индуктирующими проводниками, образуя окно, в котором монтируется магнитопровод, охватывающий индуктирующие проводники. Магнитопровод повышает интенсивность нагрева, вытесняя ток с внутренней цен. верхности индуктирующих проводников, обращенной к токоподводам, на наружную, обращенную к нагреваемой детали 1 . Известный способ и совокупность индукторов, с помощью которых осущест вляется способ, обладают рядом недостатков. Во-первьк дискретностью протекания тока вдоль нагреваемого иша, что в местах перехода индуцированного тока от прямого к обратному создает недогретые участки, поскольку обратные токи предыдущего и последующих индукторов на STtix участках текут во встречных направлениях; во-вторых, произвольность путей протекания обратных токов, что вы зывает непроизводительный нагрев повер ности трубы; в-третьих, длина токоподво .дов больше илиравна длине индуктирующих проводников, кроме того, индукторы относятся к классу плоских, то есть ток в индуктирующем проводнике сконцентрирован на его поверхности, противо положной по отношению к нагреваемому изделию, в связи с чем необходимо применение магнитопроврдов, и весь поток от многовитковой обмотки праходит чере магнитопровод, вызьшая чрезмерный его нагрев и увеличивая активные потери. Указанные недостатки приводят к повышенному расходу электроэнергии, снижают коэффициент полезного действия индукторов, усложняют его конструкцию, повышают расход дефицитных материало при его изготовлении, увеличивают трудоемкость изготовления. Наиболее близким к предложенному из известньгх является индуктор для нагрева участков изделий, например, швов спирапьношовных труб, выполненный из ленты в виде, по меньшей мере одного токопроводящего спирального витка, к ко дам которого присоединены контактные участки плоских токоподводов. Способ: монтажа этого индуктора состоит в том, что его устанавливают на участок изделия с зазором И. Однако этот индуктор и способ его установки также не учитывают пути протекания обратных токов, обладают всеми - вышеуказанными недостатками,, что не дает возможность повысить КПД нагрева Цель изобретения - повышение КПД нагрева. Поставленная цель достигается тем, что в индукторе токоподводы установ- ,лены между началом и концом спирального витка, в одной плоскости перпендикулярно контактным участкам ипарал лельйо продольной оси симметрии спирального витка, причем ширййатокбйодводов выбрана большей соответствующих размеров ленты витка. При монтаже индуктора зазор выби рают не более 0,5 длины контактного участка токоподвода. На фиг. 1 и 2 представлено вэакмное расположение спиральношовной труб и одновиткового индуктора; на фиг. 3 разрез А-А на фиг. 1 и 2; на фиг. 4 всзаимное расположение трубы и многовиткового индуктора. Труба 1 со спиральным швом 2 размещается в индукторе, с зазором § - , индуктирующий провод 3 индуктора повторяет форму спирального шва 2 трубы 1. Ток 4, индуцированный в теле трубы 1, протекает вдоль оси спирального шва 2,. Обратные ветви 5 тока замыкаются на поверхности трубы 1 по наикратчайшему расстоянию... Токоподводы 6 и 7 установлены между началом и концом 9 н 8 индуктирующего провода 3 по наикратчайшему расстоянию между ними в одной плоскости перпендикулярно контактным участкам 10 и параллельно оси 11 спирального витка. Для уменьшения плотности тока 5 в сформированной полосе прохождения обратного тока ширину и толщину токо- подводящй.х шин 6 и 7 выбирают большими, чем сечение индуктирующего проводника 3, и располагают их с зазором относительно поверхности трубы 1, равным 1-3 О , т.е. равным длине контактного участка 10 токоподвода. Устройство работает следующим образом. Труба размещается в индукторе с зазором, не более 0,5 длины контактного участка токоподвода, длина индуктирующего провода индуктора выбирается в зависимости от длины нагреваемого шва. При нагреве всей длины шва длина индуктирующего провода выбирается из тепловых условий нагрева и не превышает длины одного витка спирали шва 2, При этом, если длина обрабатьшаемого шва больше длины индуктирующего провода, то трубу перемещают относительно индуктора таким образом, что положение шва относительно индуктирующего провода не нарушается. Ток от источника питания (на рисунке не показан) подводится к контактной колодке токоподвода, течет по токоподво- ду, переходит на индуктирующий провод, течет по индуктирующему проводнику, вызьшая нагрев ifatsg, ir замыкае тсяпо вто рой части токоподвода на источник питакия посредством другой колодки. Таким образом, снижаются потери мощности в теле трубы от обратного тока, поскольку он течет по наикратчайшему пути с малой плотностью. Снижаются потери мощности в индукторе, поскольку длийа токоподводящей шины минимальна и ее сечение больше сечения индуктирующего проводника. Отпадает необходимость
в применении магнитопровода, поскольку индуктор охватьшает трубу и ток в индукторе сконцентрирован на поверхности, обращенной к трубе; упрощается конструкция индуктора, уменьшается расход дефицитвык материалов, снижается трудоемкость изготовления индуктора.
Ф
обретения i(|
ормула из
/ 5/ /
чалом и концом спирального витка в одной плоскости -перпендикулярно контактным участкам и параллельно продольной оси симметрии спирального витка, причем ширина токоподводов выбрана большей соответствующих размеров ленты витка.
2, Способ монтажа индуктора по п. 1, при котором индуктор устанавливают на участок изделия с зазором, отличающ и и с я тем, что указанный зазор выбирают не более 0,5 длины контактного участка токоподвода.
Источники информации, принятые во внимание при экспертизе
1974 г, вып. 14, с. 149-257.
