Изобретение относится к низкотемпературной пайке и может быть использовано в электронной и радиоэлектронной промышленности.
Цель изобретения - уменьшение потерь припоя на окисление за счет снижения его температуры в ванне.
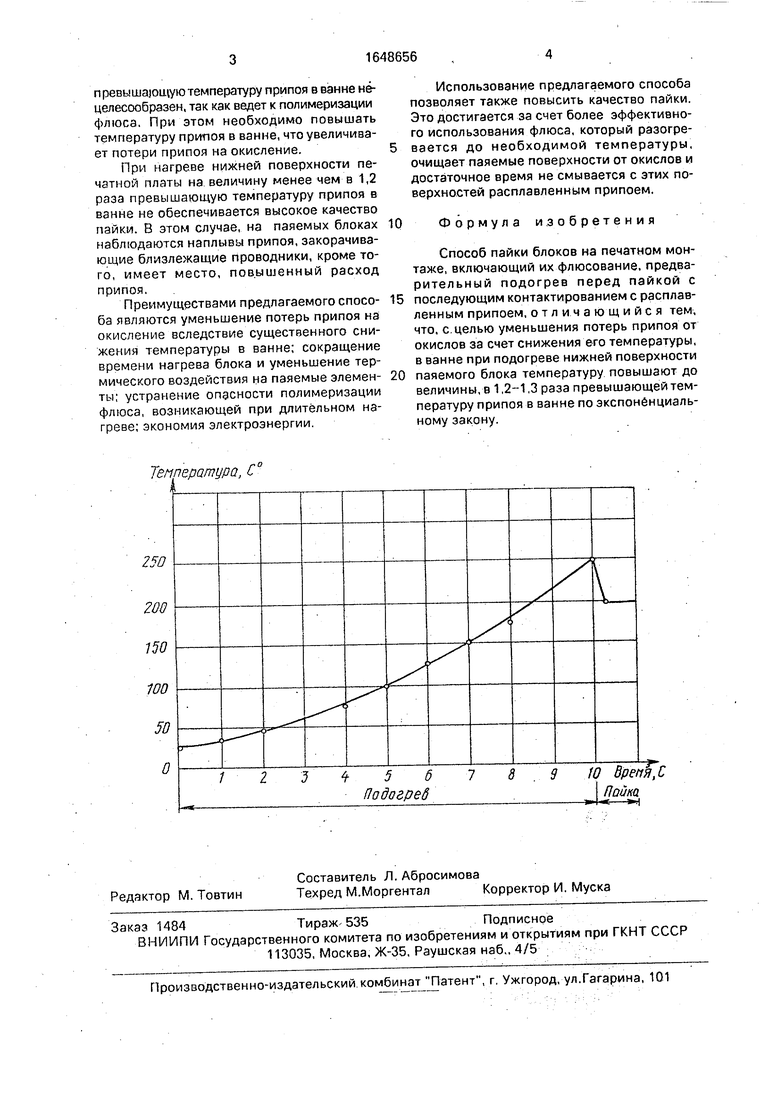
На чертеже приведена кривая нагрева паяемой поверхности блока при приближении его к месту пайки.
Сущность изобретения состоит в том, что при пайке блоков на печатном монтаже производят флюсование их паяемых поверхностей, предварительный подогрев перед пайкой и последующее контактирование с расплавленным припоем. При этом температуру нижней поверхности паяемого блока повышают постепенно до величины в 1,2-1,3 раза превышающей температуру припоя в ванне по экспоненциальному закону.
Блок на печатном монтаже устанавливают в технологическую оснастку и осуществляют операцию флюсования одним из известных способов. Затем блок подают на узел подогрева перед пайкой и по мере приближения блока к месту пайки скорость нагрева увеличивают. Подогрев ведут непрерывно, но до момента контакта блока с расплавленным припоем, температура которого поддерживается постоянной и существенно меньшей, чем температура нижней поверхности блока.
Пример. Подогрев осуществляется после флюсования пенообразным флюсом типа ФКСП и прекращается до достижения температуры 250°С. При этом температура припоя ПОС 61 в ванне 200°С, а время контактирования блока с расплавленным припоем 1 с.
Подогрев нижней поверхности печатной платы на величину более чем в 1,3 раза
N
со
О СЛ
о
превышающую температуру припоя в ванне нецелесообразен, так как ведет к полимеризации флюса. При этом необходимо повышать температуру припоя в ванне, что увеличивает потери припоя на окисление.
При нагреве нижней поверхности печатной платы на величину менее чем в 1,2 раза превышающую температуру припоя в ванне не обеспечивается высокое качество пайки. В этом случае, на паяемых блоках наблюдаются наплывы припоя, закорачивающие близлежащие проводники, кроме того, имеет место, повышенный расход припоя.
Преимуществами предлагаемого способа являются уменьшение потерь припоя на окисление вследствие существенного снижения температуры в ванне; сокращение времени нагрева блока и уменьшение термического воздействия на паяемые элементы; устранение опасности полимеризации флюса, возникающей при длительном нагреве; экономия электроэнергии.
Использование предлагаемого способа позволяет также повысить качество пайки. Это достигается за счет более эффективного использования флюса, который разогре- вается до необходимой температуры, очищает паяемые поверхности от окислов и достаточное время не смывается с этих поверхностей расплавленным припоем.
Формула изобретения
Способ пайки блоков на печатном монтаже, включающий их флюсование, предварительный подогрев перед пайкой с
последующим контактированием с расплавленным припоем, отличающийся тем, что, с. целью уменьшения потерь припоя от окислов за счет снижения его температуры, в ванне при подогреве нижней поверхности
паяемого блока температуру повышают до величины, в 1,2-1,3 раза превышающей температуру припоя в ванне по экспоненциальному закону.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки волной припоя | 1987 |
|
SU1449266A1 |
| Способ пайки печатных плат | 1980 |
|
SU927427A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1990 |
|
RU2016729C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Способ лужения изделия | 1976 |
|
SU662289A1 |
| Способ лужения проводов печатных плат | 1988 |
|
SU1512728A1 |
| Флюс для пайки легкоплавкими припоями | 1983 |
|
SU1140920A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| Состав для пайки | 1985 |
|
SU1292964A1 |
| Флюс для пайки и лужения узлов и деталей радиоэлектронной аппаратуры | 1987 |
|
SU1407732A1 |
Изобретение относится к низкотемпературной пайке и может быть использовано в электронной и радиоэлектронной промышленности. Цель изобретения - уменьшение потерь припоя от окислов за счет снижения его температуры а ванне. После флюсования паяемых поверхностей блоков на печатном монтаже температуру нижней поверхности блока в процессе предвари- тельноголподогрева повышают до величины, в 1,2-1,3 раза превышающей температуру припоя в ванне, вплоть до момента контакта с припоем по экспоненциальному закону. Это позволяет сократить время нагрева и воздействия на паяемые элементы. 1 ил.
| Буслович С.Л | |||
| и др | |||
| Автоматизация пайки печатных плат | |||
| Энергия, 1976, с.63-66, 72-76. |
