1
(21)4361183/25-27
(22)08.01.88
(46) 07.10.89. Бюл. № 37
(72) Е. М. Терещенко и В. М. Емельянов
(53)621.791.3(088.8)
(56)Авторское свидетельство СССР № } 201077. кл. В 23 К 1/08, 1984.
(54)СПОСОБ ЛУЖЕНИЯ ПРОВОДОВ ПЕЧАТНЫХ ПЛАТ
(57)Изобретение относится к технологии изготовления проводных монтажных плат, преимущественно петельно-проводного монтажа. Цель изобретения - сокращение времени лужения при 280-300°С и предотвращение перегрева непаяемой части проводов и печатной платы при лужении проводов с лаковой изоляцией. После введения в отверстия платы петель проводов и их закрепления осуществляют предварительное флюсование и кратковременное погружение в расплавленный припой. В результате на лаковой пленке образуются микротрещины. При повторном флюсовании флюс по микротрещинам взаимодействует с оголенным металлом. Способ позволяет в 2-4 раза сократить время лужения при рабочей температуре и на 70-100°С уменьшить температуру лужения. I табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лужения проводов печатных плат | 1984 |
|
SU1201077A1 |
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ С ТОНКОПРОВОДНЫМ МОНТАЖОМ | 1991 |
|
RU2036566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| Способ изготовления монтажной платы | 1978 |
|
SU790380A1 |
| Способ зачистки и лужения проводов с фторопластовой изоляцией | 1980 |
|
SU930464A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| СПОСОБ СНЯТИЯ ЭМАЛЕВОЙ И ЛАКОВОЙ ИЗОЛЯЦИИ С ПРОВОДОВ | 1990 |
|
RU2014655C1 |
| Способ лужения контактных площадок печатных плат | 1977 |
|
SU683867A1 |
| Флюс для пайки и лужения | 1987 |
|
SU1505730A1 |
Изобретение относится к технологии изготовления проводных монтажных плат, преимущественно петельно-проводного монтажа. Цель изобретения - сокращение времени лужения при 280-300°С и предотвращение перегрева непаяемой части проводов и печатной платы при лужении проводов с лаковой изоляцией. После введения в отверстия платы петель проводов и их закрепления осуществляют предварительное флюсование и кратковременное погружение в расплавленный припой. В результате на лаковой пленке образуются микротрещины. При повторном флюсовании флюс по микротрещинам взаимодействует с оголенным металлом. Способ позволяет в 2-4 раза сократить время лужения при рабочей температуре и на 70-100°С уменьшить температуру лужения. 1 табл.
Изобретение относится к технологии изготовления проводных печатных плат, преимущественно петельно-проводного монтажа.
Цель изобретения - сокращение времени лужения при 280-300°С и предотвращение перегрева непаяе.мой части проводов и печатной платы при лужении проводов с лаковой изоляцией.
Введение операции предварительного флюсования и помещения петель проводного монтажа в расплавленный припой для проведения термохимического удара позволяет значительно уменьшить время пребывания проводов в расплавленном припое до получения качественного лужения и температуру припоя.
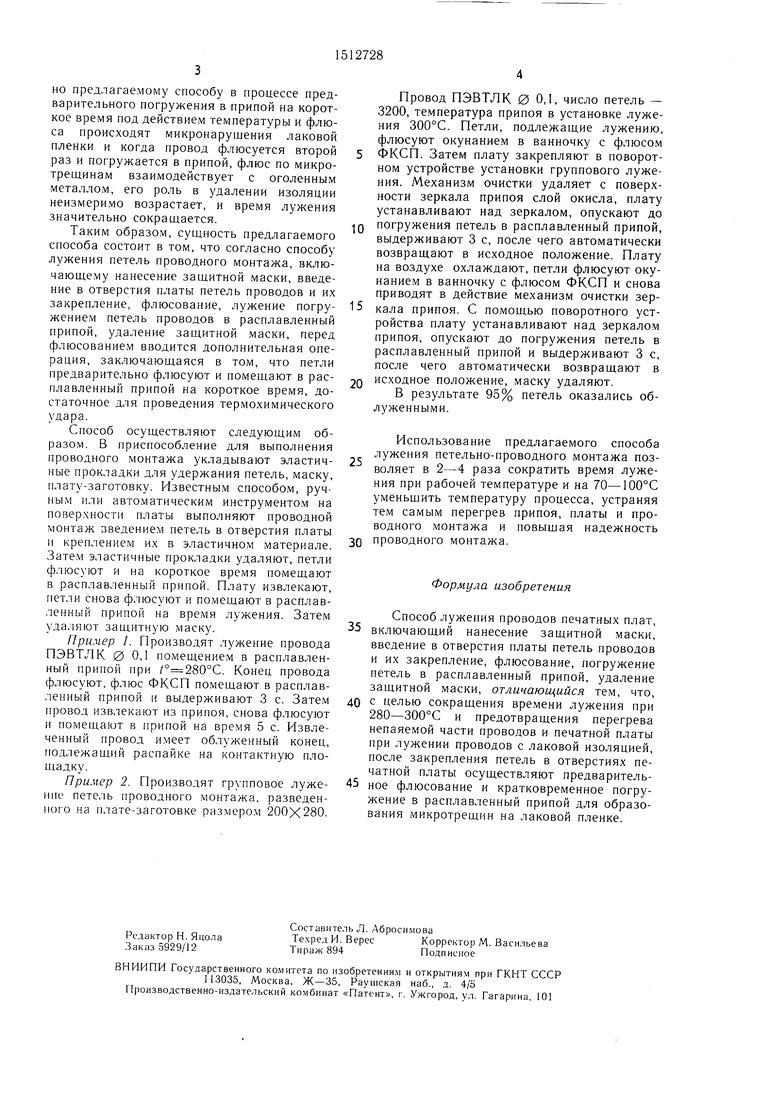
Механизм пOv yчeния положительного эффекта можно объяснить на примере лужения провода ПЭВТЛК. Время лужения провода ПЭВТЛК помещением в расплавленный припой по известному способу находится в зависимости от температуры процесса. Зависимость времени лужения провода ПЭВТЛК от температуры припоя приведена в таблице.
S
(Л
При 380°С время лужения (3с) соответствует требованиям стандартов на пайку, однако расплавленный припой при такой температуре подвергается активному окислению и требует сложной и дорогостоящей защиты. Высокая температура припоя активно отводится медной жилой провода, и, несмотря на приемлемое время лужения, изоляция проводов, особенно коротких перемычек, на обратной стороне платы нарушается, что ведет к замыканиям. При /° 28б-300°С,, типичной для ванн лужения, большое время лужения провода объясняется исключите.ь- но термическим характером разрушения изоляции. Из-за того, что флюс взаимодействует с поверхностью провода, представляющей в начальной стадии процесса поверхность прочной лаковой пленки, в первые секунды погружения в припой, роль его при таком способе лужения минимальна. Соглассд
1С
1чЭ
00
но предлагаемому способу в процессе предварительного погружения в припой на короткое время под действием температуры и флюса происходят микронарушения лаковой пленки и когда провод флюсуется второй раз и погружается в припой, флюс по микротрещинам взаимодействует с оголенным металлом, его роль в удалении изоляции неизмеримо возрастает, и время лужения значительно сокращается.
Таким образом, сущность предлагаемого способа состоит в том, что согласно способу лужения петель проводного монтажа, включающему нанесение защитной маски, введение в отверстия платы петель проводов и их закрепление, флюсование, лужение погружением петель проводов в расплавленный припой, удаление защитной маски, перед флюсованием вводится дополнительная операция, заключающаяся в том, что петли предварительно флюсуют и помещают в расплавленный припой на короткое время, достаточное для проведения термохимического удара.
Способ осуществляют следующим образом. В приспособление для выполнения проводного монтажа укладывают эластичные прокладки для удержания петель, маску, плату-заготовку. Известным способом, ручным или авто.матическим инструментом на поверхности платы выполняют проводной монтаж введением петель в отверстия платы и креплением их в эластичном материале. Затем эластичные прокладки удаляют, петли флюсуют и на короткое время помещают в расплавленный припой. П.тату извлекают, петли снова флюсуют и по.мещают в расплавленный припой на время лужения. Затем уда. шют защитную маску.
Пример I. Производят лужение провода ПЭВТ/1К 0 0,1 помещением в расплавленный припой при /° 280°С. Конец провода флюсуют, флюс ФКСП помещают в расплавленный припой и выдерживают 3 с. Затем провод извлекают из припоя, снова флюсуют и помещают в припой на время 5 с. Извлеченный провод имеет облуженный конец, подлежащий распайке на контактную площадку.
Пример 2. Производят групповое лужение петель проводного монтажа, разведенного на плате-заготовке размером 200X280.
Провод ПЭВТЛК 0 0,1, число петель - 3200, температура припоя в установке лужения 300°С. Петли, подлежащие лужению, флюсуют окунание.м в ванночку с флюсом
ФКСП. Затем плату закрепляют в поворотном устройстве установки группового лужения. Механизм очистки удаляет с поверхности зеркала припоя слой окисла, плату устанавливают над зеркалом, опускают до
погружения петель в расплавленный припой, выдерживают 3 с, после чего автоматически возвращают в исходное положение. Плату на воздухе охлаждают, флюсуют окунанием в ванночку с флюсом ФКСП и снова приводят в действие механизм очистки зеркала припоя. С помощью поворотного устройства плату устанавливают над зеркалом припоя, опускают до погружения петель в расплавленный припой и выдерживают 3 с, после чего автоматически возвращают в
исходное положение, маску удаляют.
В результате 95% петель оказались об- луженными.
Использование предлагаемого способа лужения петельно-проводного монтажа позволяет в 2-4 раза сократить время лужения при рабочей температуре и на 70-100°С уменьщить температуру процесса, устраняя тем самым перегрев припоя, платы и проводного монтажа и повышая надежность проводного монтажа.
Формула изобретения
Способ лужепия проводов печатных плат, включающий нанесение защитной маски, введение в отверстия платы петель проводов и их закрепление, флюсование, погружение петель в расплавленный припой, удаление защитной маски, отличающийся тем, что, с целью сокращения времени лужения при 280-300°С и предотвращения перегрева непаяемой части проводов и печатной платы при лужении проводов с лаковой изоляцией, после закрепления петель в отверстиях печатной платы осуществляют предваритель- ное флюсование и кратковременное погружение в расплавленный припой для образования микротрещин на лаковой пленке.
