Изобретение относится к технологии сварки металлов в микроэлектронике, приборостроении, а именно к сварке выводов малого сечения - проволоки, подвесы, пружины - с массивными деталями.
Цель изобретения - упрощение сборки и повышение качества сварки за счет обеспечения надежного контактирования деталей в зоне соединения и снижения энергозатрат.
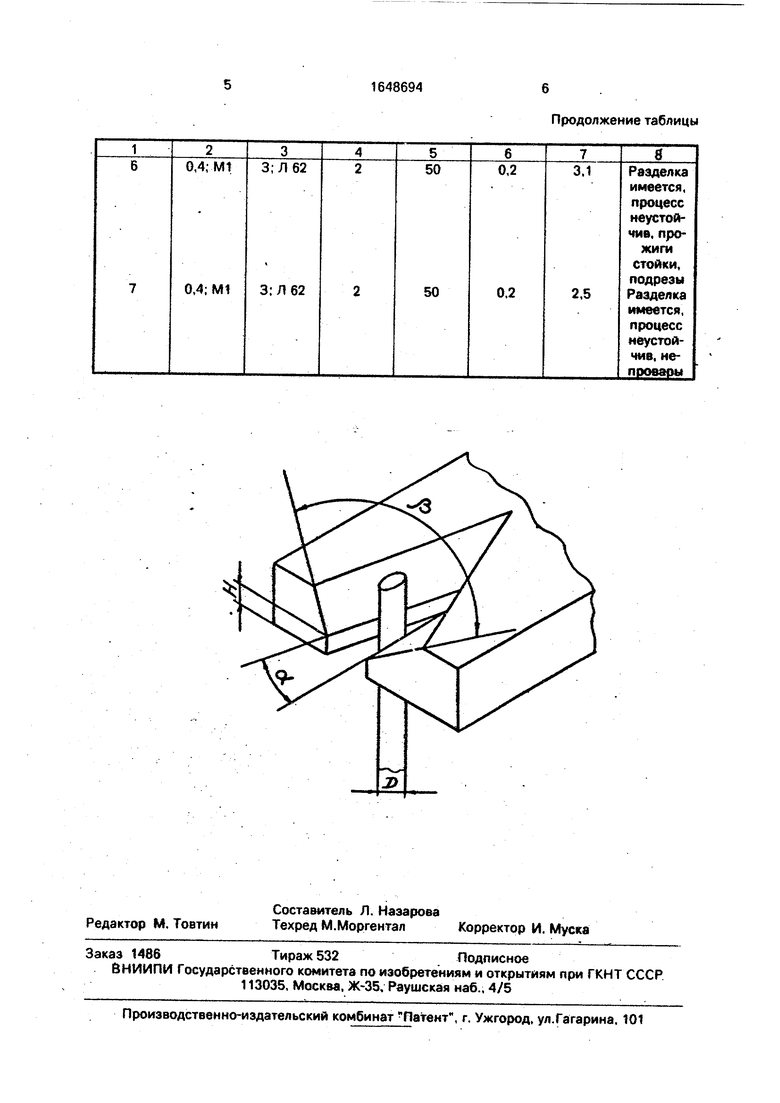
Способ поясняется чертежом.
Деталь малого сечения (провод, возможно без зачистки изоляции) вставляется в клиновидный паз с V-образной разделкой массивной детали. Угол клина 0° а 4°. Угол V-образной разделки 30° / 60°. Высота притупления Н (0,8-1,5)D. Зона соединения двух элементов подвергается
воздействию лазерного излучения так, что ось луча может направляться не только по оси проволоки, но и под углом, что некритично для образования совместной литой зоны. Угол наведения луча выбирается в пределах 0-45°. Сварка лучом лазера детали малого сечения и массивной детали происходит за доли секунды (2-3 мс), что и исключает отжиг даже деталей малого сечения.
Надежная фиксация деталей обеспечивается без применения дополнительных технологических операций и оснастки, для него в массивной детали выполняют паз в виде клина с V-образной разделкой, при этом имеется зона контактирования свариваемых деталей с регулируемой теплопередачей.
Os
00 ON Ю
Ь
Оптимальные условия нагрева и формирования совместной литой зоны между сва- риваемыми деталями создают путем изменения площади их контактирования за счет глубины V-образной разделки.
Использование паза в виде клина с V- образной разделкой для фиксации детали малого сечения исключает операцию запрессовки провода в массивную деталь с помощью специального приспособления, 8 также применение самого специального приспособления для фиксации свариваемых деталей, обеспечивает высокое качест- во сварного соединения за счет гарантированного контакта между свариваемыми изделиями, позволяет без затруднений вести процесс сборки в ограниченном пространстве. В случае необходимости имеется возможность повторить операцию сборки.
Теплопередачу в предлагаемом способе можно регулировать за счет изменения глубины V-образной разделки. При этом достигается высокая экономичность процесса плавления, что позволяет резко снизить
энерговложение для создания общей литой зоны.
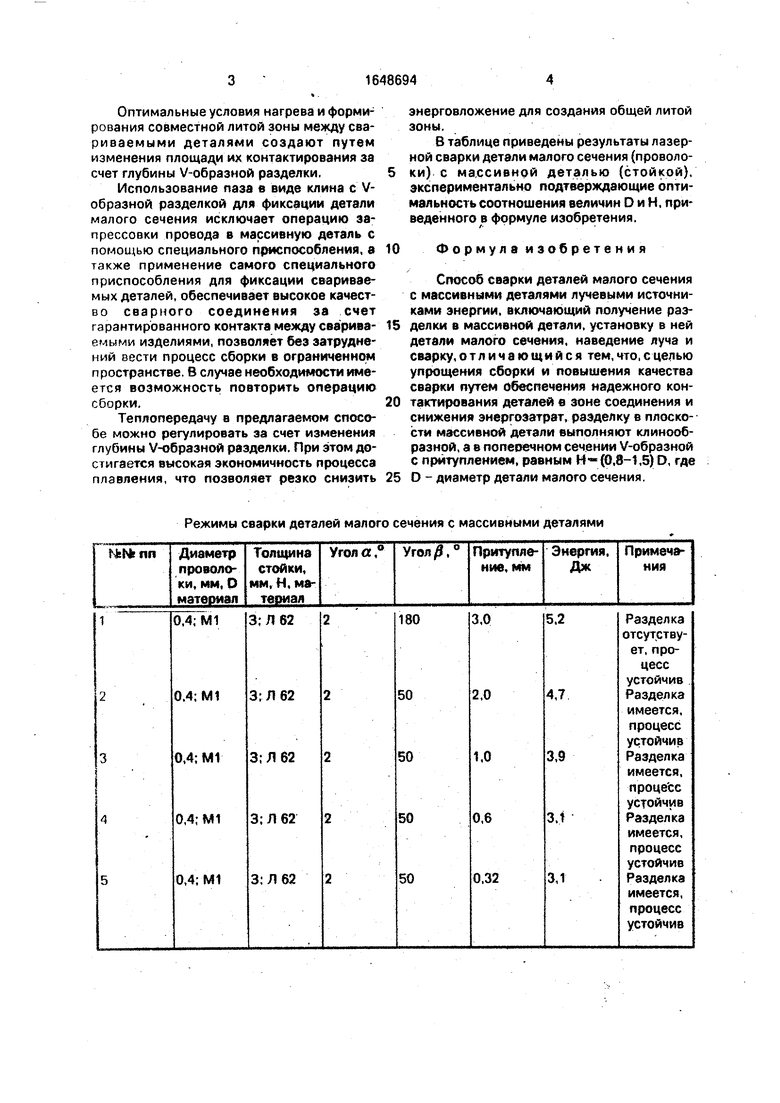
В таблице приведены результаты лазерной сварки детали малого сечения (проволо- ки) с массивной деталью (стойкой), экспериментально подтверждающие оптимальность соотношения величин D и Н, приведенного в формуле изобретения.
Формул а изобретени я
Способ сварки деталей малого сечения с массивными деталями лучевыми источниками энергии, включающий получение разделки в массивной детали, установку в ней детали малого сечения, наведение луча и сварку, отличающийся тем, что, с целью упрощения сборки и повышения качества сварки путем обеспечения надежного контактирования деталей е зоне соединения и снижения энергозатрат, разделку в плоскости массивной детали выполняют клинообразной, а в поперечном сечении V-образной с притуплением, равным Н-(0,8-1,5) D, где
D-диаметр детали малого сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
Изобретение относится к технологии сварки металлов, в частности к способам сварки деталей малого сечения массивными деталями лучевыми источниками энергии, и м.б. использовано в микроэлектронике, приборостроении, а именно в сварке выводов малого сечения с массивными стойками. Цель изобретения - упрощение сборки и повышение качества сварки путем обеспечения надежного контактирования деталей в зоне соединения и снижения энергозатрат. Надежное контактирование деталей обеспечивается за счет формирования в массивной детали паза, клинообразного в плоскости массивной детали и V-образного в поперечном сечении с притуплением Н
Режимы сварки деталей малого сечения с массивными деталями
Продолжение таблицы
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
