///////////////////////} {//////##/
Изобретение относится к механической обработке неметаллических труднообрабатываемых материалов (например, керамика, ситалл, стекло, фарфор, ру- бин и rtp.) и может быть использовано при сверлении канавок вокруг предварительно выполненного отверстия или « при увеличении его диаметра.
Цель изобретения - повышение точг ности формообразования канавки.
На чертеже изображен инструмент для обработки кольцевой канавки вокруг предварительно выполненного отверстия, общий вид.
Инструмент состоит из цилиндрической направляющей 1 с закрепленным на ней посредством припоя 2 абразивным элементом 3. На выступающей части направляющей 1 выполнена направляющая 4 меньшего диаметра, на нее насажена защитная втулка 5, вставленная в кольцевую щель, образованную стенками абразивного элемента 3.
Инструмент работает следующим образом.
При осевом перемещении инструмента выступающую часть направляющей 4 меньшего диаметра направляющей 1 с защит- ной втулкой 5 вводят в предварительно обработанное отверстие детали до упора.
Включают вращение направляющей 1 и при дальнейшем осевом перемещении инструмента посредством абразивного элемента 3, закрепленного припоем 2 на направляющей, выполняют кольцевую канавку вокруг предварительно обработанного отверстия.
Способ изготовления инструмента для обработки кольцевой канавки вокруг предварительно выполненного отверстия осуществляют следующим образом.
На часть направляющей 1 большего диаметра наносят слой припоя 2, затем методом гальванических покрытий наносят абразив, т.е. создают коаксиально расположенный относительно направляю- щей абразивный элемент 3. После этого инструмент нагревают до температуры плавления припоя и сдвигают абразивный элемент 3 так, чтобы расстояние от торца участка направляющей больше- го диаметра до рабочего торца инстру- мента было меньше высЬты абразивного элемента 3 и больше половины длины участка направляющей 4 меньшего диаметра. Затем надевают защитную втулку 5 на направляющую.4.
П р и м е р. В лаборатории ИСМ АН УССР были изготовлены и испытаны алмазные инструменты, предназначенные для обработки канавок 0 3 мм вокруг отверстий 0 1,8 мм. На корпусе инструмента 0 1,8 мм из стали 45 длиной 50 мм с направляющей частью 0 1,0 мм предварительно наносили слой олова. Для нанесения слоя олова был применен электролит, содержащий, г/л: сернокислое олово 30; серную кислоту 100; клей мездровый 3; фенол 8. Температура электролита - комнатная; плотность тока I,5 А/дм ; время электроосаждения 2 ч. Изоляция мест, не подлежащих покрытию, осуществлялась при помощи втулок из диэлектрического материала (эбонит).
Для прикрепления алмазного порошка корпусы инструментов помещали в толщу порошка, который находился в специальном желеобразном приспособлении, расположенном в электролите. Прикрепление алмазного порошка осуществлялось в электролите следующего состава, г/л сернокислый никель 300; двуххлористый никель 30; борная кислота 30; температура электролита 18-20°С; кислотность 4,0-4,8. Плотность тока для порошка зернистостью 100/80 составляла 0,6 А/дм2, время I ч 50 мин. После этого в электролите того же состава осуществлялось закрепление алмазоносного слоя при плотности тока 2 А/дм в течение 2,5 ч.
Операции прикрепления и закрепле-. ния алмазного порошка повторялись многократно до достижения диаметра 3,2 мм, так как после нанесения алмазоносного слоя инструмента его диаметр должен быть на 0,1-0,2 мм больше диаметра готового инструмента. Этот припуск необходим для получения точного размера по наружного диаметру, так как получить его в процессе нанесения алмазно -гальванического покрытия не представляется возможным.
Точный размер по наружному диаметг ру достигался шлифованием алмазоносного слоя абразивным кругом иэ карбида кремния. После обработки алмазоносного элемента выполняли Смещение алмазоносного элемента относительно корпуса в сторону торца при нагревании стержня корпуса до температуры плавления олова, нанесенного на корпус
инструмента. Затем на часть направляющей меньшего диаметра надевали защитную втулку из оловянистой бронзы.
Изготовлен инструмент следующих характеристик: высота алмазного элемента 15 мм; длина защитной втулки 7 мм; длина участка абразивного элемента от торца направляющей большого диаметра до рабочего торца инструмента 6 мм; длина направляющей меньшего диаметра 12 мм.
Испытания инструмента выполняли на высокооборотном станке мод.С-30 при обработке канавки вокруг отверстия в пластинах из керамики марки ВК-100.
Частота вращения шпинделя 6,3 об/мин; подача - 10-15 мм/мин. Время обработки одного отверстия глубиной 0,5 мм составило 2,5-3 с. Шероховатость обрабатьюаемой поверхности канавки составляла Rg 0,32-0,5 мкм.
Другие показатели, характеризующие работу инструмента, приведены в таблице, где обозначено: h - высота абразивного слоя; hf - длина направляющей меньшего диаметра; h2 величина перемещения абразивного слоя вдоль направляющей; сота защитной втулки.
ha- выФормула изобретения
I. Инструмент для обработки кольцевой канавки вокруг предварительно выполненного отверстия, включающий цилиндрическую направляющую и закрепленный на ней абразивный элемент, рабочий торец которого смещен в осевом
0
направлении относительно торца направляющей в сторону хвостовика, о т- личающийся тем, что, с целью повышения точности формообразования канавки, он снабжен защитной втулкой, а цилиндрическая направляющая выполнена ступенчатой с меньшей ступенью на ее торце, на которую свободно насажена защитная втулка, при этом абразивный элемент установлен на большую ступень цилиндрической направляющей и со смещением к хвостовику.
2. Способ изготовления инструмента для обработки кольцевой канавки вокруг предварительно выполненного отверстия, заключающийся в нанесении на направляющую часть инструмента слоя припоя, а затем коаксиально расположенного абразивного элемента методом гальванических покрытий, нагреве инструмента до температуры плавления припоя и сдвиге абразивного элемента в осевом направлении, о т л и- чающийся тем, что, с целью повышения точности формообразования канавки путем уст ынения влияния из- i носа абразивного элемента и уменьшет 0 ния радиального биения инструмента, абразивный элемент сдвигают так, что расстояние от торца участка направляющей большего диаметра до рабочего торца инструмента меньше высоты абразивного элемента и больше половины длины участка направляющей меньшего диаметра, затем надевают защитную втулку на участок направляющей меньшего диаметра.
0
5
5
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2478033C1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО АЛМАЗНОГО КРУГА | 2011 |
|
RU2479410C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
Изобретение относится к механической обработке неметаллических труднообрабатываемых материалов (например, керамика8 ситалл, стекло, фарфор, рубин и np.)s может найти приг. менение при сверлении канавок вокруг предварительно выполненного отверстия или при увеличении его диаметра и позволяет повысить точность формообразо-, вания канавки. Для этого направляющую 4 меньшего диаметра с зашитной втулкой 5 вводят в предварительно обработанное отверстие детали до упора. На часть направляющей 1 большего диаметра наносят слой припоя 2 и создают абразивный элемент 3, затем его сдвигают так, чтобы расстояние от торца участка направляющей большего диаметра до рабочего торца инструмента было меньше высоты абразивного элемента 3 и больше половины длины участка направляющей 4. 1 з,п.ф-лы, 1 ил. 00 1 оо 00 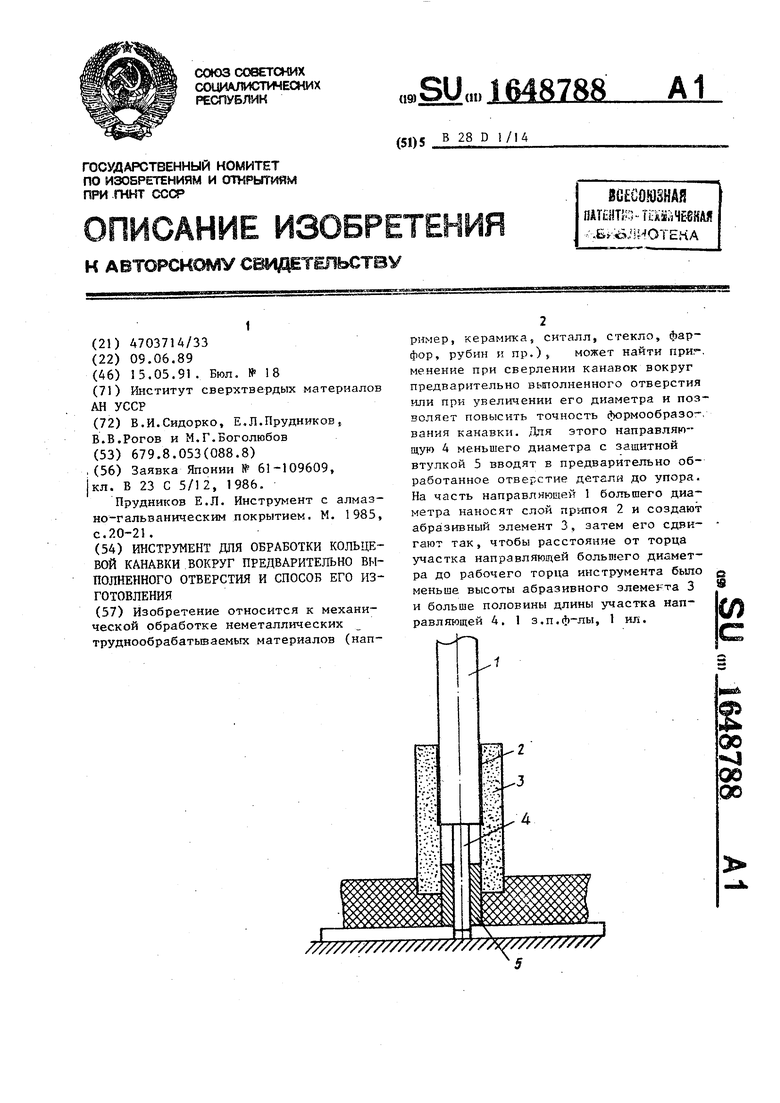
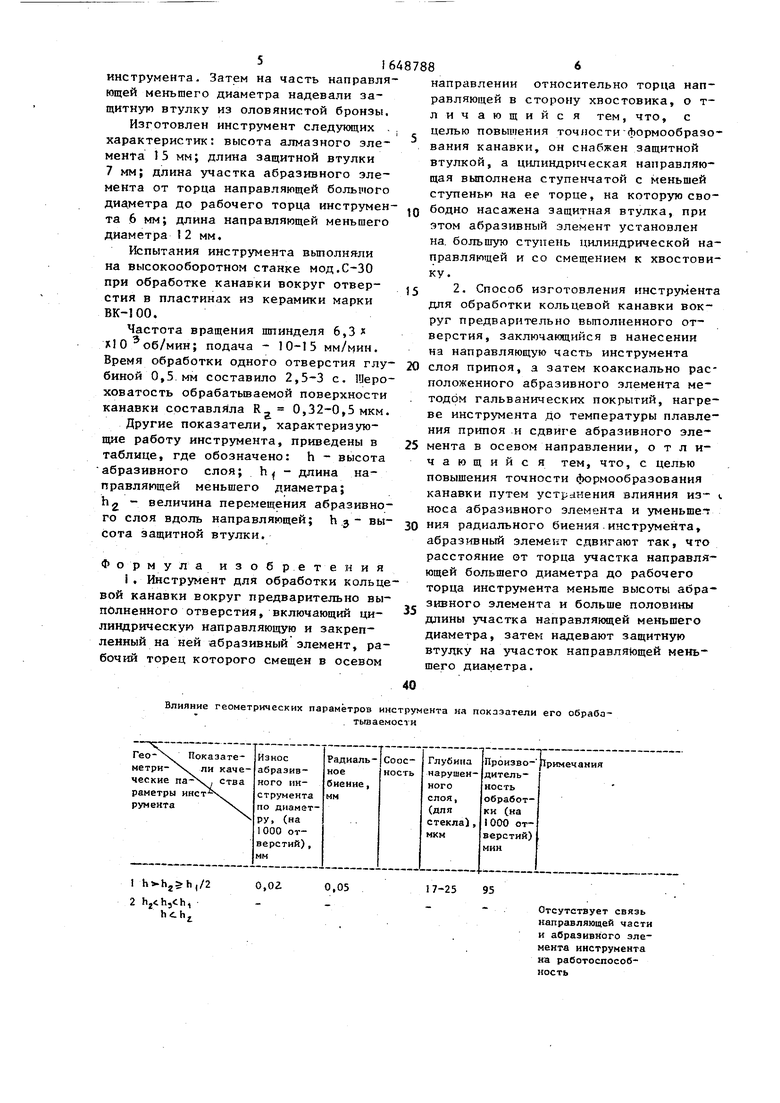
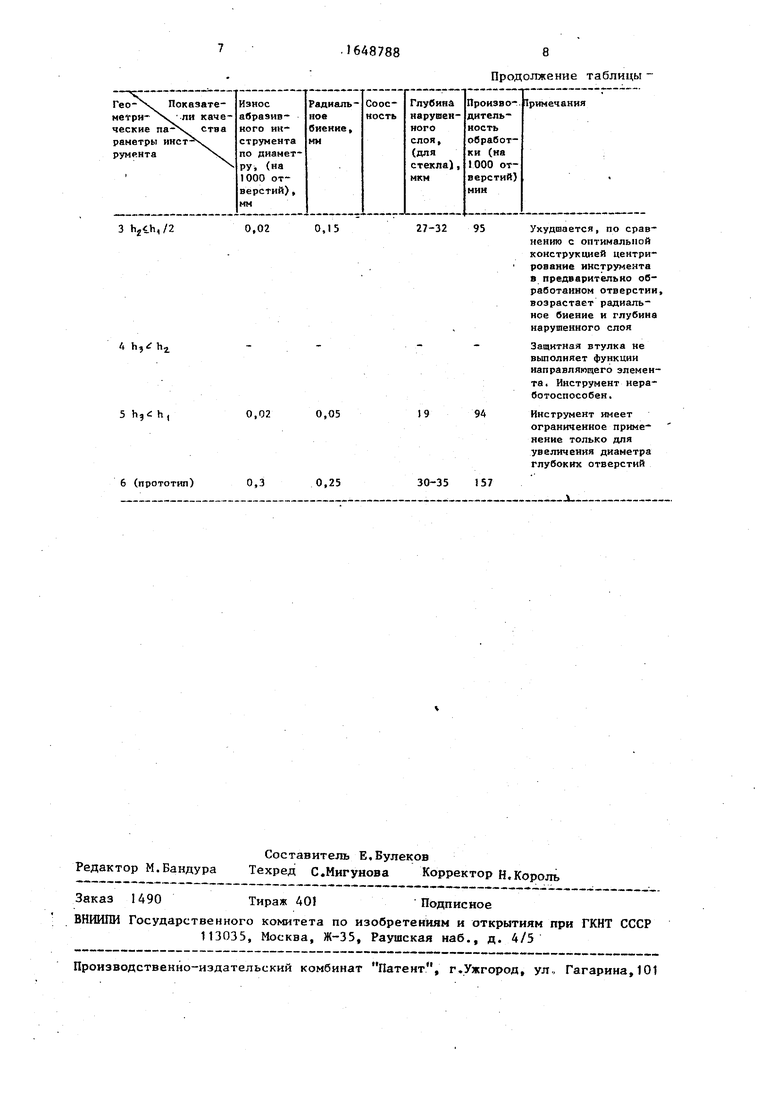
Влияние геометрических параметров инструмента на показатели его обрабатываемости
o,oz
0,05
17-25
95
Отсутствует связь направляющей части и абразивного элемента инструмента на работоспособность
3 hz.h,/2
0,020,15
4 h, Ьг
5 h,: h,
0,020,05
6 (прототип)
0,3
0,25
Продолжение таблицы 7-32 95
994
Ухудшается, по сравнению с оптимальной конструкцией центрирование инструмента в предварительно обработанном отверстии, возрастает радиальное биение и глубина нарушенного слоя
Защитная втулка не выполняет функции направляющего элемента. Инструмент неработоспособен.
Инструмент имеет ограниченное применение только для увеличения диаметра глубоких отверстий
30-35 57
