Изобретение относится к машиностроению, к механообрабатывающему производству и может быть использовано для выполнения зачистных и финишно-отделоч- ных операций на деталях типа втулок, фильер, алмазных и твердосплавных волок различного профиля и др.
Цель изобретения - повышение долговечности станка за счет равномерного распределения сил а наиболее нагруженных узлах.
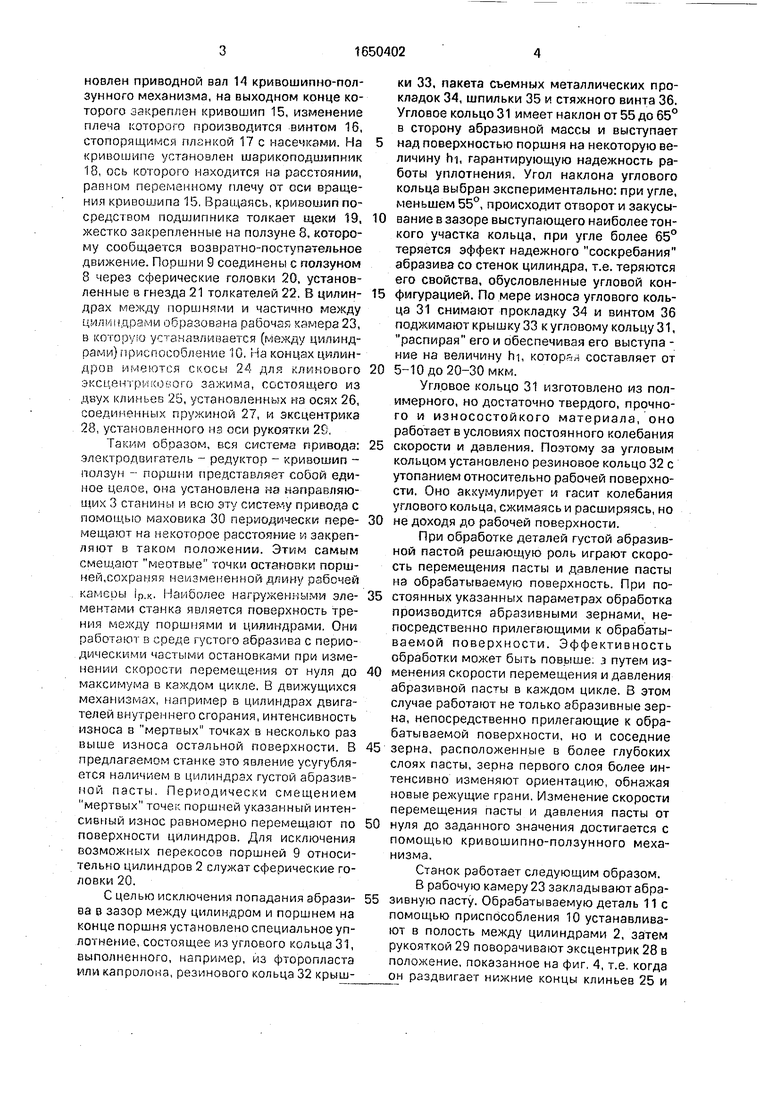
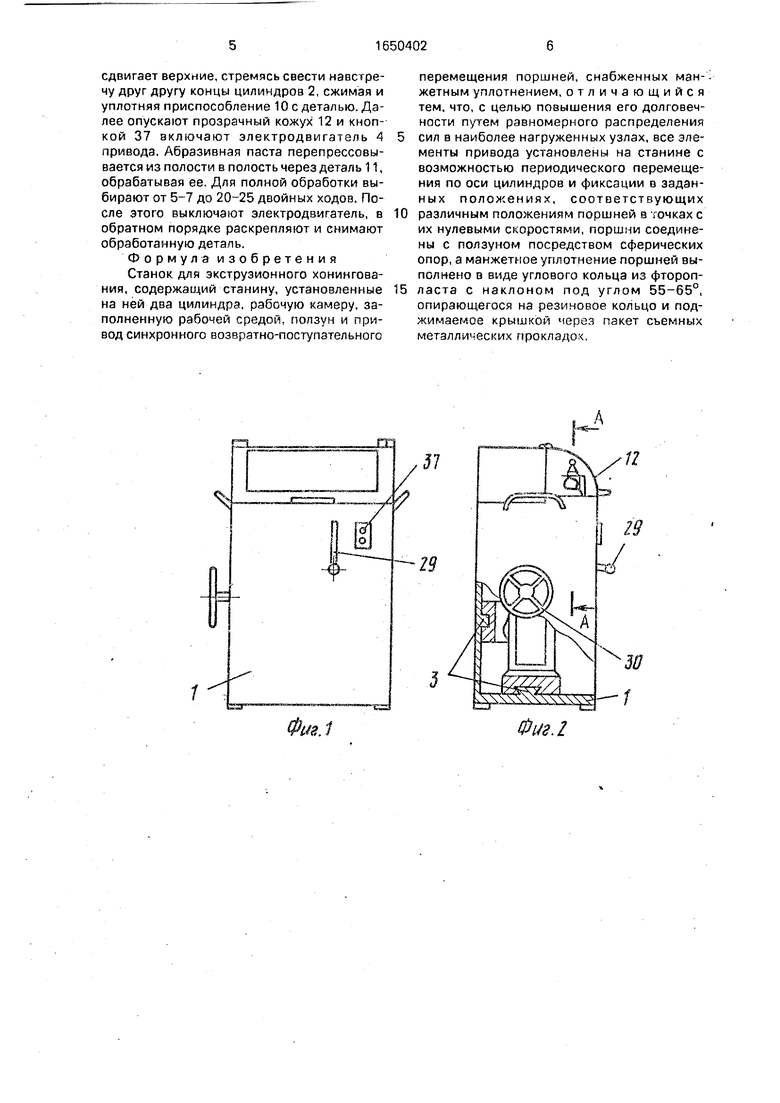
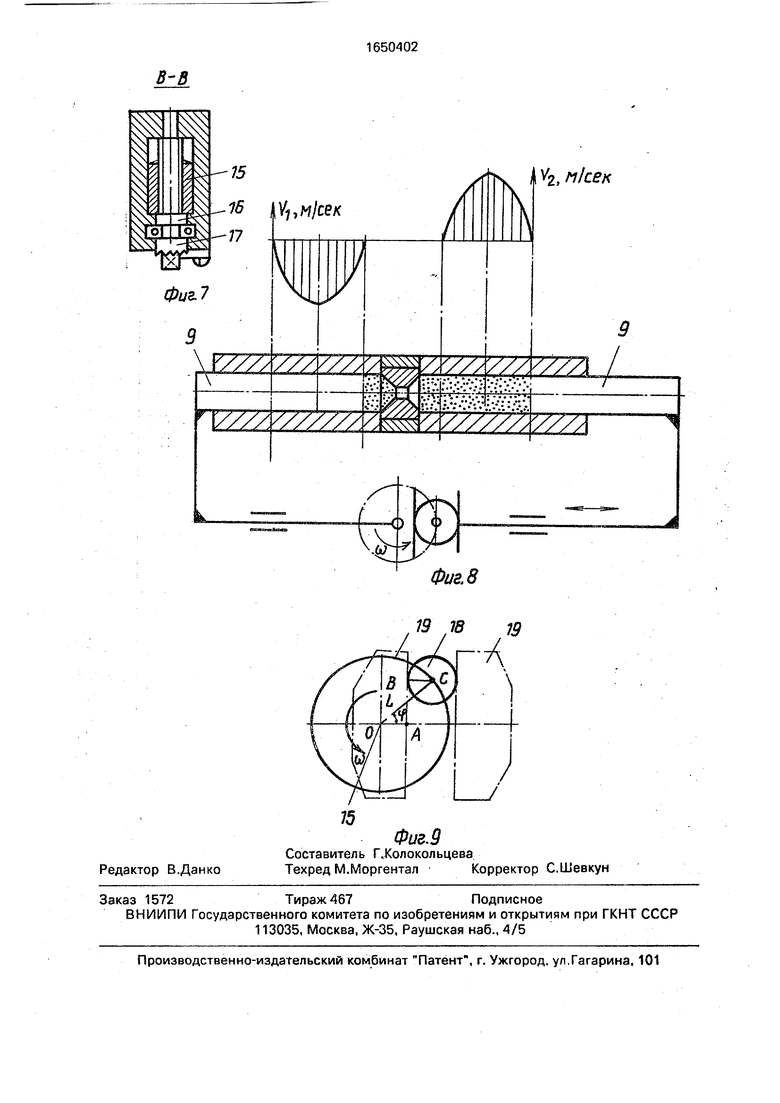
На фиг. 1 изображен станок, главный вид; на фиг, 2 - то же, вид сбоку; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - зона размещения приспособлений крепления обрабатываемой детали, вид сверху, на фиг 6 - уплотнение поршня; на фиг. 7 - сечение В-В на фиг. 4; на фиг. 8 - ползун с кривошипом и с поршнями; на фиг. 9 - схема кривошипа.
Станок состоит из станины 1, на которой закреплены два цилиндра 2 и направляющие 3. На направляющих установлена система привода, включающая асинхронный электродвигатель 4, который через предохранительную муфту 5 соединен с червячным редуктором 6 (I 25), кривошипно-ползун- ный механизм 7, ползун 8 и поршни 9. На станине размещены также приспособления
10для крепления обрабатываемой детали
11и прозрачный откидывающийся кожух 12. В полый тихоходный вал 13 редуктора устаО
ю
новлен приводной вал 14 кривошипно-пол- зунного механизма, на выходном конце которого закреплен кривошип 15, изменение плеча которого производится винтом 16, стопорящимся планкой 17 с насечками. На кривошипе установлен шарикоподшипник 18, ось которого находится на расстоянии, равном переманному плечу от оси вращения кривошипа 15. Вращаясь, кривошип посредством подшипника толкает щеки 19, жестко закрепленные на ползуне 8, которому сообщается возвратно-поступательное движение. Поршни 9 соединены с ползуном 8 через сферические головки 20, установленные в гнезда 21 толкателей 22. В цилиндрах между поршнями и частично между цилиндрами образована рабочая камера 23, в которую устанавливается (между цилиндрами) приспособление 10. На концах цилиндров имеются скосы 24 для клинового ЭКСЦЯ1-При. соиого зажима, состоящего из двух клиньев 25, установленных на осях 26, соединенных пружиной 27, и эксцентрика 28, установленного из оси рукоятки 20.
Таким образом, вся система привода: электродвигатель - редуктор - кривошип - ползун - поршни представляет собой единое целое, она установлена на направляющих 3 станины и всю эту систему привода с помощью маховика 30 периодически перемещают на некоторое расстояние и закрепляют в таком положении. Этим самым смещают меотвые точки остановки поршней,сохраняя неизмененной длину рабочей камеры |р.к. Наиболее нагруженными элементами станка является поверхность трения между поршнями и цилиндрами. Они работают в среде густого абразива с периодическими частыми остановками при изменении скорости перемещения от нуля до максимума в каждом цикле. В движущихся механизмах, например в цилиндрах двигателей внутреннего сгорания, интенсивность износа в мертвых точках а несколько раз выше износа остальной поверхности. В предлагаемом станке это явление усугубляется наличием в цилиндрах густой абразивной пасты. Периодически смещением мертвых точек поршней указанный интенсивный износ равномерно перемещают по поверхности цилиндров. Для исключения возможных перекосов поршней 9 относительно цилиндров 2 служат сферические головки 20.
С целью исключения попадания абразива в зазор между цилиндром и поршнем на конце поршня установлено специальное уплотнение, состоящее из углового кольца 31, выполненного, например, из фторопласта или капролона, резинового кольца 32 крышки 33, пакета съемных металлических прокладок 34, шпильки 35 и стяжного винта 36. Угловое кольцо 31 имеет наклон от 55 до 65° в сторону абразивной массы и выступает
над поверхностью поршня на некоторую величину hi, гарантирующую надежность работы уплотнения. Угол наклона углового кольца выбран экспериментально: при угле, меньшем 55°, происходит отворот и закусы0 ванне в зазоре выступающего наиболее тонкого участка кольца, при угле более 65° теряется эффект надежного соскребания абразива со стенок цилиндра, т.е. теряются его свойства, обусловленные угловой кон5 фигурацией. По мере износа углового кольца 31 снимают прокладку 34 и винтом 36 поджимают крышку 33 к угловому кольцу 31, распирая его и обеспечивая его выступа - ние на величину hi, которая составляет от
0 5-10 до 20-30 мкм.
Угловое кольцо 31 изготовлено из полимерного, но достаточно твердого, прочного и износостойкого материала, оно работает в условиях постоянного колебания
5 скорости и давления. Поэтому за угловым кольцом установлено резиновое кольцо 32 с утопанием относительно рабочей поверхности. Оно аккумулирует и гасит колебания углового кольца, сжимаясь и расширяясь, но
0 не доходя до рабочей поверхности.
При обработке деталей густой абразивной пастой решающую роль играют скорость перемещения пасты и давление пасты на обрабатываемую поверхность. При по5 стоянных указанных параметрах обработка производится абразивными зернами, непосредственно прилегающими к обрабатываемой поверхности. Эффективность обработки может быть повыше, э путем из0 менения скорости перемещения и давления абразивной пасты в каждом цикле. В этом случае работают не только абразивные зерна, непосредственно прилегающие к обрабатываемой поверхности, но и соседние
5 зерна, расположенные в более глубоких слоях пасты, зерна первого слоя более интенсивно изменяют ориентацию, обнажая новые режущие грани. Изменение скорости перемещения пасты и давления пасты от
0 нуля до заданного значения достигается с помощью кривошипно-ползунного механизма.
Станок работает следующим образом. В рабочую камеру 23 ззкладываютабра5 зивную пасту. Обрабатываемую деталь 11с помощью приспособления 10 устанавливают в полость между цилиндрами 2, затем рукояткой 29 поворачивают эксцентрик 28 в положение, показанное на фиг, 4, т.е. когда он раздвигает нижние концы клиньев 25 и
сдвигает верхние, стремясь свести навстречу друг другу концы цилиндров 2, сжимая и уплотняя приспособление 10 с деталью. Далее опускают прозрачный кожух 12 и кнопкой 37 включают электродвигатель 4 привода. Абразивная паста перепрессовы- вается из полости в полость через деталь 11, обрабатывая ее. Для полной обработки выбирают от 5-7 до 20-25 двойных ходов. После этого выключают электродвигатель, в обратном порядке раскрепляют и снимают обработанную деталь.
Формула изобретения Станок для экструзионного хонингова- ния, содержащий станину, установленные на ней два цилиндра, рабочую камеру, заполненную рабочей средой, ползун и привод синхронного возвратно-поступательного
0
5
перемещения поршней, снабженных манжетным уплотнением, отличающийся тем, что, с целью повышения его долговечности путем равномерного распределения сил в наиболее нагруженных узлах, все элементы привода установлены на станине с возможностью периодического перемещения по оси цилиндров и фиксации в заданных положениях, соответствующих различным положениям поршней в точках с их нулевыми скоростями, поршни соединены с ползуном посредством сферических опор, а манжетное уплотнение поршней выполнено в виде углового кольца из фторопласта с наклоном под углом 55-65°, опирающегося на резиновое кольцо и поджимаемое крышкой через пакет сьемных металлических прокладок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клетка для содержания самок лисиц до отнятия щенков | 1990 |
|
SU1739920A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2539641C2 |
| Установка для обработки свободным абразивом | 1981 |
|
SU1085782A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| РОТОРНО-ЛОПАСТНОЙ ДВИГАТЕЛЬ И МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ КОЛЕБАТЕЛЬНО-УГЛОВЫХ ДВИЖЕНИЙ РОТАРА ВО ВРАЩЕНИЕ ВЫХОДНОГО ВАЛА | 2007 |
|
RU2362883C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ И ОБЪЕМНАЯ МАШИНА, ИСПОЛЬЗУЮЩАЯ ТАКОЙ МЕХАНИЗМ | 2010 |
|
RU2494260C2 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ МАТЕРИАЛОВ НА УСТАЛОСТЬ | 1992 |
|
RU2029281C1 |
| УСТРОЙСТВО ИЗМЕНЕНИЯ РАДИУСА КРИВОШИПА КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА | 2016 |
|
RU2651897C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
Изобретение относится к машиностроению, а именно к механообрэбатывающему производству, и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение долговечности станка путем равномерного распределения сил в наиболее нагруженных узлах. Станок снабжен кривошипно-ползунным механизмом с регулируемым радиусом вращения кривошипа, перемещающим ползун и связанные с ним поршни в цилиндрах, имеющих на концах скосы с установленным на них клиновым эксцентриковым зажимом, стягивающим и уплотняющим установленное в рабочую камеру приспособление с обрабатываемой деталью. Все элементы привода установлены на станине с возможностью периодического перемещения по оси цилиндра и фиксации в заданных положениях, соответствующих различным положениям поршней в точках с их нулевыми скоростями, поршни соединены с ползуном посредством сферических опор, а уплотнение поршней выполнено в виде углового кольца из фторопласта с наклоном под углом 55-65° в сторону рабочей среды,опира- ющегося на резиновое кольцо и поджимаемое крышкой через пакет съемных металлических прокладок. 9 ил.
Фиг.1
27 18 7 Фиг А
Фиг. 5
15
16 |У„м/сек
V///./7777Z/Z,
V2, nice
У//////777
I
e
:/;. «...... ..
s.
Z/ZA
Ы
о
.М-1УИ
Фиг, 8
| Устройство для абразивно-жидкостной обработки деталей | 1986 |
|
SU1349974A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
