1
Изобретение относится к машиностроительной отрасли промышленности и может быть использовано для выполнения зачистных и финишно-отделочных операций на деталях типа втулок, фильер, алмазных и твердосплавных волок различного профиля и др.
Цель изобретения - повышение производительности и качества обработки дбталей.
Указанная цель достигается путем равномерного распределения рабочей среды.
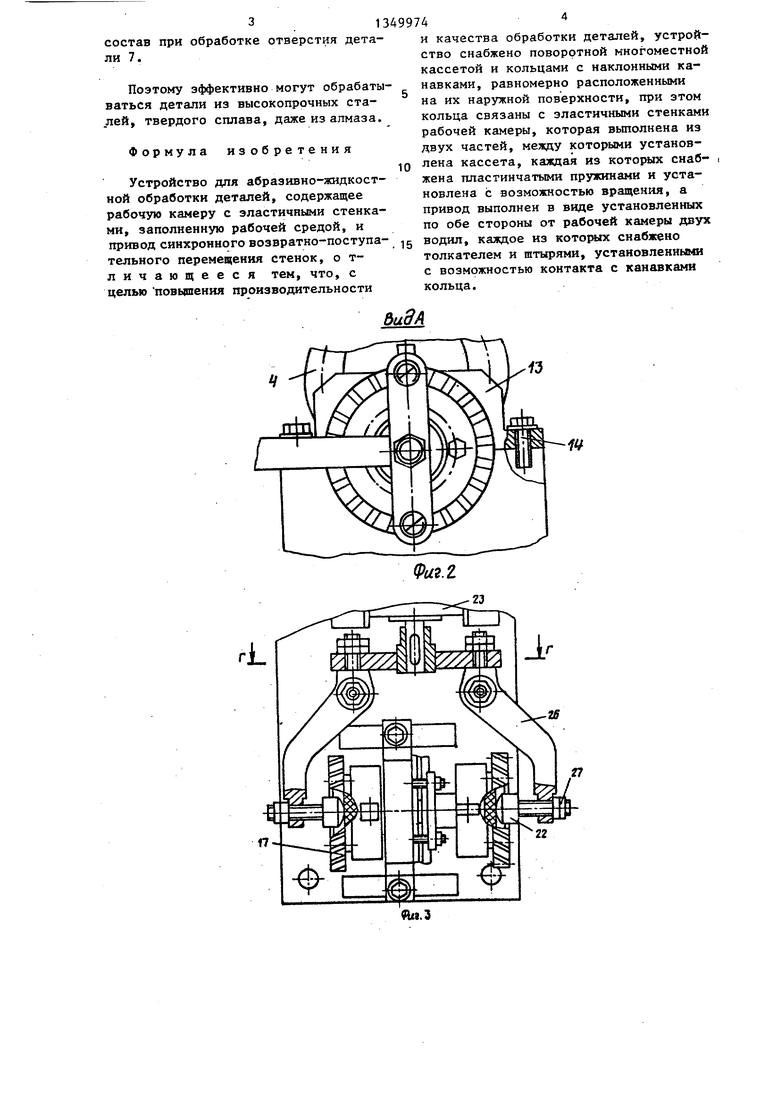
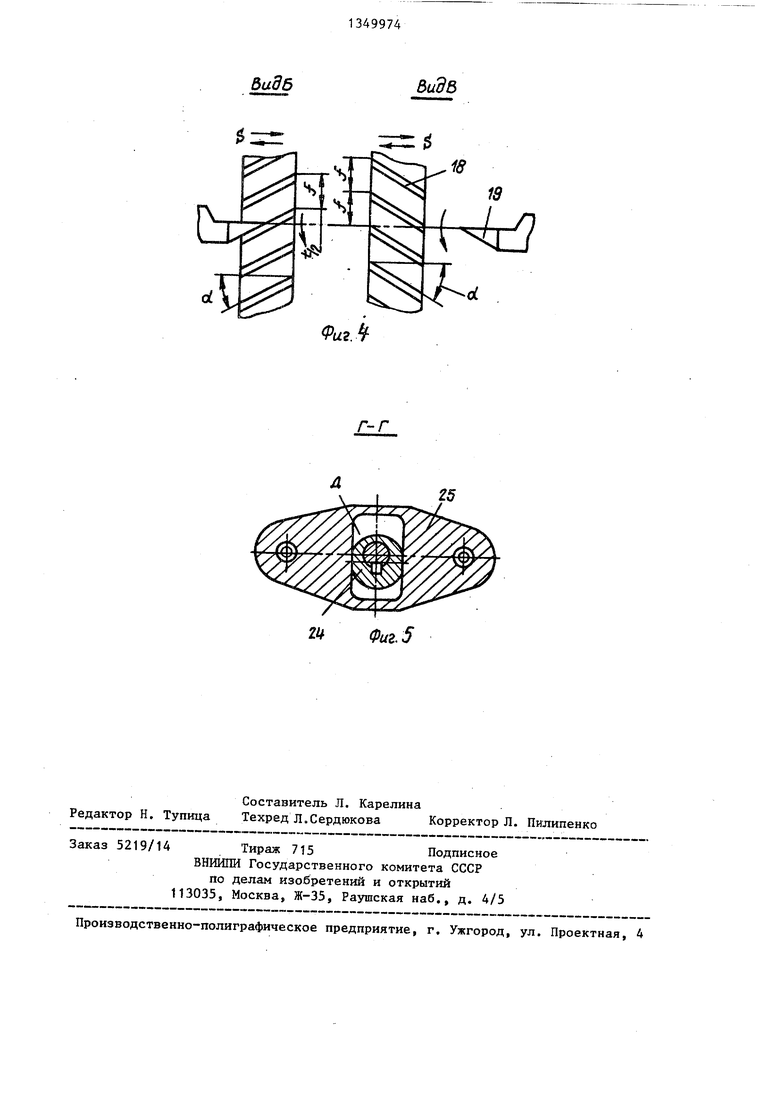
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство, ви сверху; на фиг. 4 - виды Б и В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 3.
Рабочая камера устройства имеет .две симметричные половины 1 и 2, соединенные между собой шпильками 3, между которыми закрепляется поворотная кольцевая многоместная кассета 4, состоящая из эластичных, но довольно плотных пластин 5 и 6 с углублениями под обрабатьшаёмую деталь 7. Герме1
25 пластин 5 и 6, выполнена в виде кол ца 4, при повороте которого и развод пластин в .верхней части заменяется обрабатываемая деталь 7. Она может быть выполнена многоместной, т.е.
35
тизация кассеты обеспечена жгутовыми уплотнительными кольцами 8-11. Соеди- gg одновременно в зону обработки может ненные между собой половины 1 и 2 подаваться несколько деталей, рабочей камеры установлены на корпусе 12 посредством скобы 13 и винтов 14 через шариковый подшипник 15, что обеспечивает возвожность вращения камеры относительно корпуса. С двух сторон камера имеет эластичные стенки 16, которые вместе с кольцами 17 присоединены к корпусу камеры. На наружной поверхности колец 17 выполнены равнорасположенные по окружности под углом о с шагом t канавки 18, а механизм привода имеет штыри 19, которые поочередно по два с каждой стороны входят в канавки 18. Камера заполнена гидроабразивом, который заливается и периодически пополняется при вывинчивании заглушки 20 и дополнительно перемешивается в процессе обработки плоскими вогнутыми пружинами 21,
40
45
50
Устройство работает следующим образом.
Обрабатываемую деталь 7 устанавли вают между двумя пластинами 5 и 6 и помещают в пространство между двумя половинами 1 и 2 кагмеры при ослаблен ных шпильках 3 (жгутовые уплотнения 9 и 11 находятся в канавках корпуса а 8 и 10 - в канавках пластин 5 и 6) После этого стягивс1ют половины корпуса с установленными между ними эле ментами с помощью шпилек 3 до надежного уплотнения. Далее заливают гидроабразив в камеру, поочередно остав ляя открытым отверстие в одной и вто рой половине камеры. Регулируют длин хода толкателей 22. Включают привод 23 и производят обработку детгши 7 за заданное число циклов.
установленными во внутренние пазы половин камеры и контактирующими с эластичными стенками 16.
К плоским эластичным стенкам 16, прогибая их и создавая рабочее давление гидроабразива в камере, попеременно подводятся толкатели 22, которые совершают возвратно-поступательное движение от привода 23 (электродвигад
499742 ,
тель с редуктором не показаны) через эксцентричную втулку 24, входящую в окно Д, водила 25 и рычаги 26. Рабочее давление в камере регулируется путем изменения длины хода толкателей 22, которые связаны с эксцентриситетом втулки 24, и изменения вылета толкателей 22 посредством гаек 27.
10 Перемешивание гидроабразива в камере, имеющее большое значение для процесса гидроабразивной обработки точных деталей, обеспечивается двумя путями. Во-первых, прерывистым враще15 нием камер, осуществляемьлм штырями 19 при их периодическом соприкосновении с канавками 18, которые имеют одинаковый по величине наклон в разные стороны и смещены друг относительно
2Q друга на половину шага t, колец 17. Во-вторыхJплоскими пружинами 21, которые при каждом ударе толкателя прогибаются и их перемещаются. Ка,ссета, состоящая из нежестких
25 пластин 5 и 6, выполнена в виде кольца 4, при повороте которого и разводе пластин в .верхней части заменяется обрабатываемая деталь 7. Она может быть выполнена многоместной, т.е.
gg одновременно в зону обработки может подаваться несколько деталей, 35
gg одновременно в зону обработки может подаваться несколько деталей,
0
45
0
5
Устройство работает следующим образом.
Обрабатываемую деталь 7 устанавливают между двумя пластинами 5 и 6 и помещают в пространство между двумя половинами 1 и 2 кагмеры при ослабленных шпильках 3 (жгутовые уплотнения 9 и 11 находятся в канавках корпуса, а 8 и 10 - в канавках пластин 5 и 6). После этого стягивс1ют половины корпуса с установленными между ними элементами с помощью шпилек 3 до надежного уплотнения. Далее заливают гидроабразив в камеру, поочередно оставляя открытым отверстие в одной и второй половине камеры. Регулируют длину хода толкателей 22. Включают привод 23 и производят обработку детгши 7 за заданное число циклов.
Периодический резкий поворот камеры и импульсное движение пластинчатых пружин обеспечивают барботаж гидроабразивкой среды и.ее равномерное распределение по всему объему камеры. Оба эти воздействия дополняют друг друга и решают поставленную задачу. В результате гидроабразив имеет одинаковую плотность и одинаковый
состав при обработке отверстия детали 7.
Поэтому эффективно могут обрабатываться детали из высокопрочных сталей, твердого сплава, даже из алмаза.
Формула изобретения
Устройство для абразивно-жидкостной обработки деталей, содержащее рабочую камеру с эластичными стенками, заполненную рабочей средой, и привод синхронного возвратно-поступательного перемещения стенок, о т- личающееся тем, что, с целью повышения производительности
и качества обработки деталей, устройство снабжено поворотной многоместной кассетой и кольцами с наклонными канавками, равномерно расположенными на их наружной поверхности, при этом кольца связаны с эластичными стенками рабочей камеры, которая вьтолнена из двух частей, между которыми установлена кассета, каждая из которых снабжена пластинчатыми пружинами и установлена с возможностью вращения, а привод выполнен в виде установленных по обе стороны от рабочей камеры двух
водил, каждое из которых снабжено толкателем и штырями, установленными с возможностью контакта с канавками кольца.
QuffA
«
Фи.г
А
дидб
дид5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163532C1 |
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
| Лепестковый круг | 1987 |
|
SU1530430A1 |
| Головка для гидроабразивной обработки деталей | 1976 |
|
SU595135A1 |
| Устройство для зачистки отверстий печатных плат | 1979 |
|
SU790381A1 |
| Устройство для гидроабразивной обработки внутренней поверхности труб | 1987 |
|
SU1569208A1 |
| Устройство для групповой пайки | 1976 |
|
SU577590A1 |
| Полировальный круг | 1978 |
|
SU905037A1 |
| СБОРНАЯ ПРОГРЕССИВНАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1965 |
|
SU215698A1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
Изобретение относится к машиностроительной отрасли промышленности и может быть использовано для выполнения зачистных и финишно-отделочных операций на деталях. Оно позволяет повысить производительность и качество обработки деталей. Устройство для абразивно-жидкостной обработки деталей содержит рабочую камеру, выпол ненную из двух частей 1 и 2, меясду которыми установлена поворотная многоместная кассета, кольца 17 с накг лонными канавками, связанные с эластичными стенками рабочей камеры. Рабочая камера снабжена пластинчатыми пружинами и установлена с возможностью вращения от привода, выполненного в виде установленных по обе сто-. роны от камеры двух водил 25, каждое из которых снабжено толкателем 22 и штырями 19, контактирующими с канавками колец 7. Толкатели прогибают эластичные стенки рабочей камеры, перемещая рабочий агент, а штыри, Q перемещаясь по канавкам, обеспечивают движение рабочей камеры. 5 ил. (Л оо 4 СО со 4 Z 2.1 9иг.1
г Фиг. 5
Редактор Н. Тупица
Составитель Л, Карелина
Техред Л.Сердюкова Корректор Л. Пнлипенко
Заказ 5219/14 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Абразивная установка Епанчинцева А.И. | 1983 |
|
SU1104006A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
