Изобретение относится к автоматизации нанесения гальванопокрытий и может быть использовано для регулирования средней плотности тока на деталях из электро- проводных материалов при обработке их в гальванической ванне.
Цель изобретения - повышение точности регулирования средней плотности тока
на поверхности детали путем автоматического учета коэффициента формы детали в процессе ее обработки.
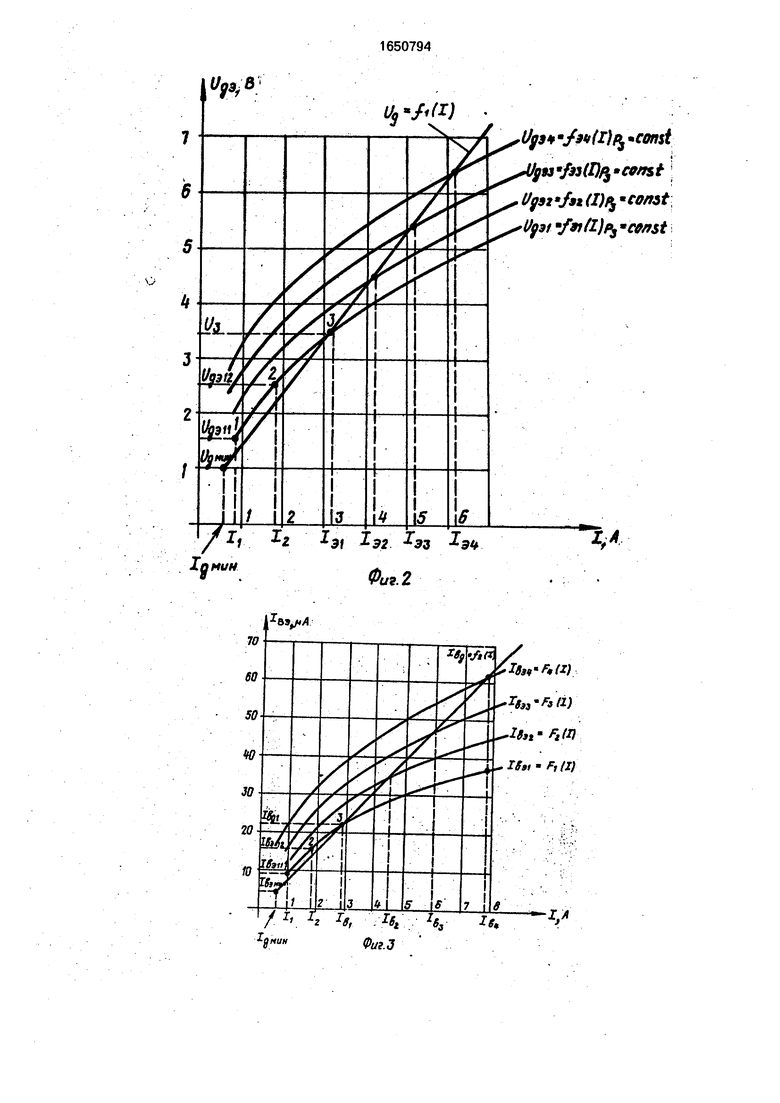
На фиг.1 представлена блок-схема установки, реализующей предлагаемый способ; на фиг.2 - графики семейства эталонных линий равной плотности в пересечении с вольт-амперной характеристикой ид fi(l)
обрабатываемой детали; на фиг.З - графики семейства эталонных характеристик 1Вэч зРчО) 1вэ1 F|(I), соответствующих эталонным линиям равной плотности, в пересечении с характеристикой 1Вд f2(l); на фиг.4 и 5 - примеры эталонных линий и характеристик.
1 Установка содержит гальваническую ванну 1 электрохимического обезжиривания, в которой установлены главные электроды 2 и S, подвеска 4, вспомогательный электрод 5, источник 6 питания ванны, шунт 7 в цепи источника 6 питания, регулировочное сопротивление 8 в цепи вспомогательного электрода 5, шунт 9 в цепи вспомогательного электрода 5, устройство 10 регулирования плотности, включающее комммутатор 11 сигналов датчиков, аналого-цифровой преобразователь 12,оперативное запоминающее устройство (ОЗУ) 13 процессор 14, постоянное запоминающее устройство (ПЗУ) 15, содержащее программу работы устройства, графики эталонных характеристик, получаемых на этапе пуско- наладочныхработ, цифроаналоговый преобразователь 16, усилитель 17, информационное табло 18, пульт 19 управления.
Установка, осуществляющая регулирование плотности тока с использованием предлагаемого способа, налаживается и работает следующим образом.
На стадии пусконаладочных работ из широкой номенклатуры деталей, подлежащих обработке, выбирают 5-7 деталей, резко отличающихся по форме и габаритам, например детали малогабаритные плоские (относительно длины ванны), детали крупногабаритные плоские, детали плоские с отверстиями, детали, протяженные по длине ванны; детали плоские по длине, но фигурные по другим координатам ванны и т.д.
Указанные детали являются эталонными деталями - представителями групп деталей, различающихся конфигурацией. Далее снимают эталонную линию равной плотности при заполнении подвески на разную площадь одинаковыми эталонными деталями-представителями. Точки для построения указанной линии, представляющей зависимость
идэ fsl(l)P3 Const,
где Удэ - напряжение между подвеской с деталями представителями перв ой группы деталей и главными электродами 2 и 3;
I - общий ток ванны, А;
РЭ - заданная постоянная величина средней плотности тока на деталях подвески, А/дм2, получают следующим образом
Рассчитывают площадь эталонной детали - представителя как геометрической фигуры, на 10 - 20% по высоте завешивают подвеску 4 по всей ширине указанными деталями, опускают ее в ванну 1 и устанавливают общий ток ванны в соответствии с формулой И Рз 5э1,
где 1Э1 - общий ток ванны для данной подвески, А;
5э1 - суммарная геометрическая площадь деталей на подвеске, дм2.
Датчиком общего тока ванны является шунт 7 в цепи источника 6 питания, датчиком тока через вспомогательный электрод шунт 9. Напряжение идэ| замеряется в точках подсоединения проводов от источника питания к подвеске и главному электроду ванны.
При выполнении любых замеров сигнал
от указанных датчиков поступает на коммутатор 11 устройства 10 регулирования плотности. Выбор замеряемого параметра на выходе коммутатора 11 осуществляется с пульта 19 управления через процессор 14.
После выполнения процессором 14 масштабных операций результат замера в цифровой форме поступает на вход цифроана- логового преобразователя 16 и отображается на информационном табло 19.
После установления тока I фиксируют напряжение идэц между подвеской 4 и главными электродами 2 и 3 и получают точку 1 с координатами УдэП, И для построения графика эталонной линии равной плотности
11дэ1 falO) (фиг.2). Одновременно фиксируют ток через вспомогательный электрод 5 1вэ11 и получают точку 1 для построения эталонной характеристики 1Вэ1 Fi(l) (фиг.З). Ток через вспомогательный электрод 5 может устанавливаться регулировочным сопротивлением 8 в пределах 0.01 - 0.1% от общего тока ванны при первом замере. После фиксации точки 1 (фиг.2 и 3) подвеску 4 заполняют теми же деталями еще на 10 20% площади подвески 4. рассчитывают суммарную геометрическую площадь деталей на подвеске 4 и, повторяя приведенную процедуру, получают точку 2 (фиг.2 и 3).
Регистрация точек эталонных характеристик продолжается до полного заполнения подвески 4 деталями. В результате повторения процедуры замера фиксируют на графиках ряд точек, соединяя которые
получают на (фиг.2) график эталонной линии равной плотности, для деталей первой группы иДЭ1 faiflJPa consul) (фиг.2) и эталонную характеристику 1Еэ1 Fi(l) (фиг.З). Далее берут эталонные детали - представители
второй группы деталей и, повторяя приведенную процедуру, получают эталонную линию равной плотности 11ДЭ2 э2(1) (фиг.2) и эталонную характеристику 1Вэ2 РаОКфиг.З).
Проведя аналогичную работу со всеми эталонными деталями - представителями, получают графики семейства эталонных линий равной плотности, представленные на фиг.2, и семейство эталонных характеристик 1Вэ1 Fi(l)...lB34 F4(l), представленное на фиг.З.
Полученные семейства эталонных характеристик фиксируют либо аналитическим, либо табличным способом в постоянном запоминающем устройстве (ПЗУ) 15 (фиг, 1). После отпускания подвески 4 с обрабатываемыми деталями в ванну 1 устанавливают общий ток ванны равным минимальному току источника 6 питания: 1 дмин фиксируют напряжение идмин между подвеской 4 и главными электродами 2 и 3 ванны до значения I 1Э1, соответствующего точке 3 на графике ближайшей эталонной линии равной плотности (фиг.2). Фиксируют напряжение между подвеской 4 и главными электродами ванны 2 и 3 и ток через вспомогательный электрод 1вэ1 1од1. Соединяя прямой линией на фиг.2 точки (11дмин, дмин) и (УзЛэО, получают вольт-амперную характеристику системы деталь - ванна 1)д f 1(1), соединяя прямой линией на фиг.З точки (1дмин,1вд1) и (1В ,1вд1), получают характеристику 1Вд f2(l).
Далее токи ванны 1Э1...1э4, соответствующие точкам пересечения характеристики 11д fi(l) с каждой из семейства эталонных линий равной плотности (фиг.2); определяют токи ванны 1В1...1в4, соответствующие точкам пересечения характеристики Вд f2(l) с каждой из семейства характеристик
1вэ1 Р1(1)...(1).
Далее расчитывают коэффициент подобия по формулам
I/. э1 ,,1Э4
м - -т- . м ,
BI1В4
выбирают из полученного ряда Ki.,.K4 наиболее близкий (или равный) 1 и используют соответствующую ему эталонную линию равной плотности в качестве рабочей для. регулирования плотности тока, т.е. устанавливают общий ток ванны соответствующим точке пересечения указанной линии с вольт- амперной характеристикой.
Алгоритм реализуется устройством 10 регулирования плотности тока, ПЗУ 15 которого содержит команды, соответствующие алгоритму, а процессор 14 выполняет необходимые действия. Задание на общий ток
ванны 1 преобразуется из цифровой формы в аналоговую цифроаналоговым преобразователем 16 и через усилитель 17 подается на источник 6 питания ванны 1.
Пример. Результаты полученые при
регулировании средней плотности тока при обработке деталей в лабораторной гальванической ванне 1 электрохимического обезжиривания. Габариты ванны: 200x200x260
0 (глубина) мм. Состав электролита в ванне, г/л: натр едкий 30; тринагрийфосфат 30; сода кальцинированная 30.
Главные электроды 2 и 3 выполнены из стали и имеют габариты, мм: ширина 140,
5 высота 190.
Вспомогательный электрод представляет собой отрезок медной проволоки диаметром 2 мм, длиной 120 мм, размещенный на расстоянии 1 см от верхнего края подвески
0 4. В качестве источника 6 питания использован диодный выпрямитель. На фиг.4 представлено семейство из трех эталонных линий равной плотности для Р3 10А/дм2. Зависимость иДЭ1 {э1(1) получена
5 при помещении в ванну 1 медных эталонных пластин, имеющих высоту hi - 100 мм и ширину Р.1 --- 10 мм при их последовательном добавлении на подвеску 4 по ширине. Порядок построения зависимостей следую0 щий.
Одну пластину устанавливают на подвеску 4 и погружают в ванну 1. Устанавливают ток ванны И, обеспечивающий Р3 10 А/дм , в соответствии с формулой И Рэ 5э1. Пло5 щадь эталонной пластины с учетом двух поверхностей: 5э1 hi h 2 0,2 дм2. Отсюда Н 2А. Соответствующее току напряжение на электродах ванны иДЭ11 4, 3,2 В. Точку 1 с координатами И 2А; идэц 3,2 В наносят
0 на систему координат (фиг.4). Точка 1 зависимости 1)Дэ1 fai(l)P 10 одновременно определяет для И 2 А ток 1Вэ11 через вспомогательный электрод 5 и фиксируют точку в систему координат, представленную на
5 фиг.5.
Точку 2 зависимости определяют при добавлении на подвеску 4 второй пластины по ширине подвески. Общая площадь поверхности двух пластин 3Э2 0,4 см . Ток
0 ванны 2, обеспечивающий Р3 10 А/дм2, равен 2 - 4 А. Соответствующее ему напряжение на электродах ванны иДЭ12 3,36 В. Соответствующий ток 1Вэ12 фиксируется на фиг.5.
5 Аналогичным образом, продолжая последовательно добавлять на подвеску 4 по ширине эталонные пластины, получают еще ряд точек (3, 4 и т.д.), по которым определяют и фиксируют зависимость иДЭ1 fai(l)P 10 (фиг.4) и зависимость 1ВЭ1 Fi(l) (фиг,5).
Для построения зависимостей КдЭ2 f32(l)P 10 и 1Вэ2 Fz(l) используют эталон- ные пластины с фиксированной высотой h2 70 мм. Ширина пластин Ь 10 мм. Послеовательно добавляют пластины .на подвеку 4 по ее ширине. Определяют и иксируют аналогично точки эталонной линии равной плотности. 11дэ2 тэ2(1)Р 10 фиг.4) и эталонной характеристики 1Вэ2
р2(0 (фиг.5). Зависимости идэз f33(l)P 10 и IBSS Fa(l) построены аналогично для эталонных пластин шириной fs 10 мм. Зарисимо- сти (фиг.4 и 5) фиксируются в ПЗУ 15 устройства 10 регулирования плотности.
На подвеску 4 устанавливают обрабатываемую деталь 1, например медный уголок, габариты которого указаны на фиг.4. Он меет КФ, отличный от эталонных деталей, использованных при изготовлении зависимостей (фиг.4 и 5). Площадь поперечного поверхностного уголка д у 0,2 дм . Миниальный ток источника 6 питания составяет 1МИн 1дмин 1 А. В ванне 1 с обрабатываемой деталью устанавливают ток I 1 А. Соответствующую ему точку с координатами дмин 1 А; Одмин 2,54 В фиксируют в системе координат (фиг.4). На фиг.5 фиксируют ток вспомогательного электрода 1вдмин. Поднимают ток ванны до значения
1э1, соответствующего точке на ближайшей эталонной линии равной плотности идэ1
f3i()P 0 (фиг.4). Фиксируют соответствующее току значение напряжения U3 на электродах ванны. В системе координат (фиг.5) фиксируют ток вспомогательного электрода 1вд1. Соединяя прямой линией (фиг.4) точки с координатами (идмин,1дмин) и (U3,Ui), получают вольт-амперную характеристику системы обрабатываемая деталь - ванна 11Д1
f i(l). Соединяя прямой линией точки с координатами (1Дмин,1вдмин) и (1Э1,1вдО получают характеристику 1Вд1 f2(l) (фиг.4 и-5).
Далее продолжают вольт-амперную характеристику (фиг.4) до пересечения со всеми эталонными линиями равной плотности семейства. На фиг.5 продолжают характеристику 1Вд1 f2(l) до пересечения со всеми характеристиками семейства.
Точкам пересечения на фиг.4 соответствуют токи ванны 1э1 1,9 А; Э2 2,6 А; эв
З А. На фиг.5 точкам пересечения соответствуют токи lui 2,25 А; 1В2 4.85; 1вз 6,4 А. Коэффициенты подобия определяют по формулам
Ki
2l o,844
1в1
К2 т 0,536 ;
1в2
,47.
Из них наиболее близким к 1 является Ki 0,844, ему соответствует эталонная
ЛИНИЯ равНОЙ ПЛОТНОСТИ Уда falOJP Ю
(фиг.4). На пересечении этой линии с ВАХ детали иД1 fi(l) определяется значение требуемого тока 1Э1 1,95 А. который и следует установить и поддерживать в ванне 1
для обеспечения средней плотности тока на поверхности детали в соответствии с заданием Рз 10 А/дм2. Поскольку в данном примере площадь обрабатываемой детали известна (Sy 0,2 дм ), можно проверить
точность предлагаемого способа (Ci 2,5%).
При размещении на подвеске детали,
представляющей медную пластину высотой
мм и шириной А 100 мм, аналогично
получают зависимости 11д2 fn(l) в системе
координат на фиг.4 и 1вд2 f2i(0 в системе координат на фиг.5. В этом случае предлагаемым способом определяется эталонная линия равной плотности идэз эз(1)Р 10. используемая в качестве рабочей. Пересечение ВАХ указанной детали 11д2 fn(l) с указанной линией (фиг.4) дает требуемый ток ванны 1э4 4,4 А. Погрешность в этом случае
С2 10% Известный способ реализуется в ряде
установок для регулирования плотности тока отечественного производства, в частности, выпоямительным агрегатом типа ВАК-320-18У4, с помощью которого определяется экономическая,эффективность предлагаемого способа.
Точность стабилизации плотности тока агрегатом ВАК-320-18У4 составляет в соответствии с паспортом ±10%. Настройка агрегата на заданную по технологии плотность тока, состоящая в определении эталонной линии заданной равной плотности, производится в соответствии с руководством по эксплуатации с помощью снятия вольт-амперных характеристик загружаемых в ванну эталонных пластин. В том случае, если конфигурация помещаемых в ванну для гальванообра-ботки деталей существенно отличается от конфигурации эталонных пластин, точность регулирования
может составлять ± 50% и более. Использование предлагаемого способа позволяет выдерживать точность регулирования плотности тока в пределах ± 10% в широком диапазоне изменения геометрической конфигурации деталей, способе их размещения на подвеске, степени заполненности подвески деталями и т.е. Экономическая эффективность данного способа связана с повышением в среднем на 15% точности
регулирования плотности тока на поверхности деталей. При этом отпадает необходимость искусственно завышать толщину покрытия, обеспечивающую служебные свойства покрытий при всех ожидаемых не- точностях установпения параметров технологического процесса, что позволяет повысить на 15% производительность труда и снизить энергозатраты (электроэнергия, пар, вода).
Формула изобретения Способ регулирования средней плотности тока при гальванообработке, включающий определение и фиксацию на стадии пусконаладочных работ линии равной плотности тока, погружение обрабатываемой детали в ванну и установление тока ванны соответствующей точке на линии равной плотности тока, отличающийся тем, что, с целью повышения точности регулирования средней плотности тока на поверхности детали путем автоматического учета коэффициента формы детали в процессе ее обработки, в ванну устанавливают вспомогательный электрод, подключают его к тому же полюсу источника питания, что и главный, для эталонных деталей - представителей с коэффициентом формы Кф1 - определяют и фиксируют эталонную линию равной плотности тока Удэ1 fsi(l)P3 const, одновременно определяют и фиксируют эталонную характеристику 1Вэ1 Fi(l), далее определяют и фиксируют эталонную линию равной плотности тока 1)дэ2 f32(l)Pa const для эталонных деталей - представителей с Кф2, одновременно определяют и фиксируют соответствующую ей эталонную характеристику 1вэ2 Fa(l) и так до получения и фиксации семейства эталонных линий рав-
НОЙ ПЛОТНОСТИ 11дз1 fslOJPs COmst...идэп
f3n(l)P3 const и соответствующего ему се
мейства эталонных характеристик 1Вэ1 sFi(l)...lB9n - Fn(l) определяют токи ванны, соответствующие точкам пересечения вольт- амперной характеристики 11д f i(l) системы деталь - ванна с каждой из семейства эталонных линий равной плотности, одновременно определяют токи ванны, соответствующие точкам пересечения характеристи- ,ки 1Вд ° f2 (I) с каждой из семейства эталонных характеристик, рассчитывают коэффициенты подобия по формулам
Ki l3i/loi;
Кп - эп/1вп
где иДЭ1, Удэп - напряжение деталь - главный электрод, В;
Рз - заданная плотность тока, А/дм ;
I - общий ток ванны, А;
1вэ1, вэп - ток через вспомогательный электрод при наличии в ванне эталонных деталей, А;
0д - ток через вспомогательный электрод при наличии в ванне обрабатываемых деталей, А;
Ki...Kn - коэффициенты подобия;
1э1...1эп значения токов ванны в точках пересечения характеристики Уд f1(() с каждой из семейства эталонных линий равной платности, А;
1в1...1вп - значения токов ванны в точках пересечения характеристики 18д 2{1) с каждой из семейства эталонных характеристик, А, выбирают из полученного ряда Ki...Kn наиболее близкий К Г и используют соответствующую ему эталонную линию равной плотности в качестве рабочей для регулирования средней плотности тока.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования плотности тока при гальванообработке | 1990 |
|
SU1778199A1 |
| Способ регулирования средней плотности тока | 1989 |
|
SU1737031A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| Устройство для автоматического регулирования процессов электролиза | 1990 |
|
SU1740502A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ МЕТАЛЛОВ И СПЛАВОВ В РЕЖИМЕ КОМПРЕССИОННОГО МИКРОДУГОВОГО ОКСИДИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324014C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU889754A1 |
| Способ определения эффективности работы аппаратов электронно-ионной технологии в условиях обратного коронного разряда | 1986 |
|
SU1394170A1 |
| Способ определения площади деталей при гальваническом процессе и устройство для его осуществления | 1986 |
|
SU1315531A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |

Изобретение относится к автоматизации нанесения гальванопокрытии и может 0ыть использовано для регулирования средней плотности тока на деталях из электро- рроводных материалов при обработке их в Гальванической ванне. Целью изобретения рвляется повышение точности регулирова- рия средней плотности тока на поверхности деталей путем автоматического учета коэффициента формы детали в процессе ее обработки. Устанавливают в ванне сбоку или сверху относительно детали вспомогательный электрод, подключают его вместе с главным электродом к одному полюсу источника питания, а деталь - к другому. На стадии пусконаладочных работ одновременно со снятием и фиксацией семейства из п эталонных линий равной плотности, определяемых для эталонных деталей с различными коэффициентами формы Кф1...Кф|. Кфп, снимают и фиксируют семейство соответствующих им эталонных характеристик 1ВЭ1 - Fi(l)...lB3i Р|(1)...1Вэп Fn(l) где 1Вэ1 - ток через вспомогательный электрод для 1-й эталонной линии равной плотности, I - ток ванны. Далее, задавая два значения тока ванны и фиксируя соответстоующие им напряжения Уд, определяют вольт-амперную характеристику системы обрабатываемая деталь- панна 11Д f ,() Одновременно определяют характеристику &Ji fa(l). Затем определяют токи ванны, соответствующие точкам пересечения вольт-амперной характеристики UA fi(0 с каждой из семейства эталонных линий равной плотности, одновременно определяют токи ванны, соответствующие точкам пересечения характеристики с каждой из семейства эталонных характеристик. Рассчитывают коэффициенты подобия, характеризующие степень соответствия между коэффициентом формы детали Кфд и коэффициентами формы эталонных деталей Кфэ1. .Кфэь. Кфэп в точке пересечения. Далее из полученного ряда Ki.. Ki...Kn выбирают наиболее близкий (или равный) 1 и соответствующую ему эталонную линию равной плотности используют в качестве рабочей для оегулирования средней плотности тока.5 ил. сл С о сл о 4 О
. Фие.1
3f
In HUM
эз
эчФиг. 2
А.Козориз
г
Риг.5
Составитель Л.Груднева Техред М.Моргентал
т
18э,Г,(1)
Корректор С.Шевкун
| Способ измерения поверхности де-ТАли | 1979 |
|
SU808564A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Патент США № 4100036, кл С 25 D 21/Т2 | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
