Изобретение относится к области электрохимической обработки металлов, а именно к процессам микроплазменной обработки в растворах электролитов, и может найти применение в машиностроении и других областях промышленности.
Одной из проблем промышленного использования метода микродугового оксидирования является его значительная энергоемкость, на сегодняшний день отсутствуют источники питания, позволяющие обрабатывать крупногабаритные детали или одновременно обрабатывать большое их количество.
Предпринимался ряд попыток снижения энергоемкости процесса или нанесения покрытий на крупногабаритные детали, одни из которых направлены на подбор электрических режимов источников питания для минимизирования энергозатрат, другие связаны с механическим перемещением деталей, например движением деталей относительно друг друга, движением противоэлектрода относительно обрабатываемой детали или постепенным введением в электролит, т.е поэтапной обработкой детали.
Известен способ [RU 2218454 С2, 2003] формирования износостойких покрытий, в котором перед процессом микродугового оксидирования на поверхности основы формируют технологический электроизоляционный слой из неорганических соединений. Таким слоем достигается экономия электроэнергии за счет меньшего вложения энергии в образование наружного пористого технологического слоя и уменьшение стартовых токов.
Недостатком данного способа является необходимость нанесения электроизоляционного неорганического слоя, что резко снижает технологичность, производительность и затраты на получение покрытия. Неорганический изоляционный слой должен быть равномерным по всей детали, что технологически осуществить очень сложно, и такой слой достаточно сложно нанести на детали сложной формы. Таким образом, невозможность обеспечения равномерности электроизоляционного слоя на деталях сложной формы не позволяет наносить качественное равномерное покрытие микродуговым методом, так как неоднородность электрической плотности приводит к неравномерности толщины покрытия.
Известен [RU 2006531 С1, 1994] способ электролитического микродугового нанесения силикатного покрытия на алюминиевую деталь, заключающийся в погружении детали в электролит сначала на 5-10% от площади поверхности, а дальнейшее погружение осуществляют равномерно с определенной скоростью, зависящей от начальной плотности тока и общей площади поверхности детали. Первоначальная величина тока - 1000 А, что позволяет использовать в 10-20 раз менее мощный источник питания.
Усовершенствованием вышеуказанного метода является метод, заявленный в [RU 2065895 C1, 1996], в котором осуществляют ступенчатое погружение детали, и метод [RU 2149929 C1, 2000], задачей которого является получение качественного покрытия на больших поверхностях обрабатываемой крупногабаритной детали или одновременно большого количества мелких деталей, за счет облегчения процесса зажигания микроплазменных разрядов и поддержания их стабильного горения. Погружение в этом способе осуществляют поэтапно, при этом сначала на площадь, определяемую в зависимости от выходной мощности источника питания, а последующее погружение до полного осуществляют при поддержании величины тока между электродами в определенных границах.
Постепенное погружение детали в электролит вызывает поэтапное увеличение активной зоны микродугового разряда, что может привести к неравномерности распределения энерговклада в еще непокрытую поверхность в зависимости от времени и, соответственно, неоднородность свойств покрытия, т.е получение некачественного покрытия. Те части, которые первоначально погружены в раствор, имеют большую толщину. Все изделие проходит через границу электролит-воздух, что приводит к нарушениям в покрытии. На деталях сложной формы невозможно обеспечить постоянную плотность тока, так как она является в таком случае непрогнозируемой.
Известен способ получения защитных покрытий на поверхности металлов и сплавов [RU 2194804 С2, 2000], в котором осуществляют перемещение устройства по обрабатываемой поверхности, устройство снабжено электродом, пористым экраном, через который подается жидкий электролит. Как отмечают авторы, в отличие от существующих способов оксидирования, где для поддержания требуемой плотности тока применяются источники питания выдерживающие ток до 500 А, используется установка мощностью 2 кВт, обеспечивающая необходимые параметры процесса. Данный способ обеспечивает нанесение покрытия на крупногабаритные детали.
Недостатком данного способа является необходимость использования манипулятора, который должен перемещаться по поверхности детали. Особенно это проблематично использовать для деталей сложной формы, содержащих отверстия, полости и др. Несмотря на теоретическую возможность обработки большой поверхности, способ решает ее за счет увеличения времени нанесения покрытия. Существенным недостатком применения маленьких катодов является то, что при приложении напряжения начинает в большей степени поляризоваться катод, а не обрабатываемая деталь и поэтому происходит большая потеря электрической энергии на катоде, что снижает эффективное использование электрической энергии.
Известен [RU 2171865 С1, 2000] способ электролитического микродугового нанесения покрытия на деталь из вентильного металла, при этом электроду придают определенную форму и площадь, на порядок меньшую площади обрабатываемой детали, а нанесение ведут путем сканирования электродом вдоль поверхности детали или одновременного перемещения электрода и обрабатываемой детали относительно друг друга. Способ предназначен для получения качественных покрытий на крупногабаритных деталях при использовании маломощного источника питания.
Недостатком данного способа является то, что необходим манипулятор, который должен двигаться по поверхности детали, нет возможности обработки деталей сложной формы. С электрохимической точки зрения экономичные процессы возможны в том случае, если поверхность обрабатываемой детали меньше, чем поверхность катода. В этом случае катод поляризуется слабо. Если поверхность катода меньше, чем поверхность обрабатываемой детали, то основное падение напряжения происходит на катоде, а анод поляризуется слабо. Скорость нанесения покрытия в этом случае уменьшается. Увеличивается время нанесения покрытия, так как необходимо наносить покрытие заданной толщины и после чего перемещать положение катода. Это приводит к ухудшению технологичности и производительности метода.
Задачей настоящего изобретения является разработка способа и устройства для получения качественных равномерных покрытий методом микродугового оксидирования на крупногабаритных деталях, в том числе сложной формы, или одновременно на большом количестве меньших деталей.
Технический результат - возможность обработки деталей с большой площадью поверхности, используя меньшие по мощности источники питания, за счет уменьшения токов как в начальный момент времени, так и при дальнейшем формировании покрытия, т.е за счет уменьшения нагрузки на источник питания.
Поставленная задача достигается тем, что способ получения покрытий на деталях из металлов и сплавов в режиме компрессионного микродугового оксидирования, включает погружение обрабатываемой детали в раствор электролита, возбуждение микроплазменных разрядов и формирование покрытия на ее поверхности.
Новым является то, что раствор электролита размещают в герметично закрываемой емкости, а возбуждение микроплазменных разрядов на обрабатываемой детали осуществляют в условиях пониженного давления над раствором электролита.
Кроме того, возбуждение микроплазменных разрядов проводят в условиях пониженного давления, равного давлению паров электролита.
Кроме того, дальнейшее формирование покрытия может осуществляться при давлении атмосферном или выше атмосферного.
Кроме того, дальнейшее формирование покрытия проводят при давлении 1-2 атм.
Кроме того, микродуговое оксидирование осуществляют в импульсном режиме поляризации обрабатываемой детали.
Кроме того, микродуговое оксидирование осуществляют в ассиметричном синусоидальном режиме поляризации обрабатываемой детали.
Кроме того, микродуговое оксидирование осуществляют в синусоидальном режиме поляризации обрабатываемой детали
Поставленная задача достигается также тем, что устройство для осуществления вышеописанного способа получения покрытия на деталях и сплавах в режиме компрессионного микродугового оксидирования, содержит герметично закрываемую емкость для электролита, снабженную средствами, при помощи которых в емкости создается вакуум, источник питания с двумя клеммами, первый электрод, погруженный в электролит, включающий, по меньшей мере, одну обрабатываемую деталь, и соединенный с первой клеммой источника питания, и второй электрод, или погруженный в электролит, или содержащий электролит, при использовании емкости для электролита в качестве второго электрода, соединенный со второй клеммой источника питания.
Кроме того, дополнительно устройство содержит средства подачи сжатого воздуха в емкость.
Кроме того, емкость одержит крышку с уплотнением для ее герметичного закрывания.
Кроме того, второй электрод, погруженный в электролит, служит катодом и выполнен из нержавеющей стали.
В предлагаемой микроплазменной системе при понижении давления понижается температура кипения жидкости. При пропускании электрического тока через поверхность детали температура приэлектродного слоя повышается, что приводит к появлению пузырьков пара на поверхности, которые блокируют часть обрабатываемой поверхности, приводя к появлению барьерного слоя и уменьшению поверхности доступной для электродных реакций. Величина тока уменьшается, чем достигается уменьшение стартовых токов.
Поскольку пузырьки газа отрываются, то предложенный способ позволяет обрабатывать всю деталь. В том месте, где образовался оксидный слой образование пузырька менее вероятно, так как электрический ток в этом месте не проходит и электрохимический и микроплазменный процесс перемещается в другое место на поверхности детали.
К блокированию поверхности имеет отношение и выделяющийся газ. При прохождении электрического тока в водном электролите наблюдается выделение газа по реакции:
4OН-=2Н2O+O2↑-4е- - на аноде
2Н++2е=Н2↑ - на катоде.
Выделяющийся газ в первоначальный момент находится на поверхности обрабатываемой детали, блокируя ее для электродных реакций и приводя к формированию слоя с повышенным сопротивлением (так как поверхность уменьшается).
Если понижать давление в системе, то выделяющийся газ на электродах начинает занимать больший объем (одно и тоже количество газа при понижении давления занимает больший объем):
М=m/μRT=PV.
Это приводит к тому, что понижение давления в системе приводит к блокированию большей части поверхности и уменьшению токов. Уменьшение токов в начальный момент приводит к уменьшению стартовых токов.
Способ осуществляется следующим образом. Сначала откачивается давление в системе до давления паров жидкости (ниже нет смысла, так как это приводит к закипанию электролита).
Далее включается источник питания, на обрабатываемой детали возникают микроплазменные разряды и формируется оксидно-керамический слой на поверхности детали.
По мере увеличения толщины оксидно-керамического слоя давление в системе можно увеличивать путем напускания газа до атмосферного.
Таким образом, вакуумирование в начальный момент приводит к уменьшению стартовых токов и позволяет увеличить поверхность загружаемых деталей.
Поскольку нагрузочная характеристика процесса характеризуется большими стартовыми токами, которые по мере увеличения толщины покрытия уменьшаются, то применение вакуумирования исправляет неравномерность электрической загрузки источника питания, позволяя обрабатывать детали большой площади.
Увеличение давления выше атмосферного приводит к тому, что на поверхности детали объем, занимаемый выделяющимся газом (а он выделяется в порах), уменьшается, открывая часть поверхности, что позволяет наносить более толстые покрытия.
В качестве доказательной базы используются экспериментально полученные значения импульсов тока и напряжения и построенные на их основе вольт-амперные зависимости с использованием компьютерной системы измерения [решение о выдаче по заявке №2004112849/28 (013660)].
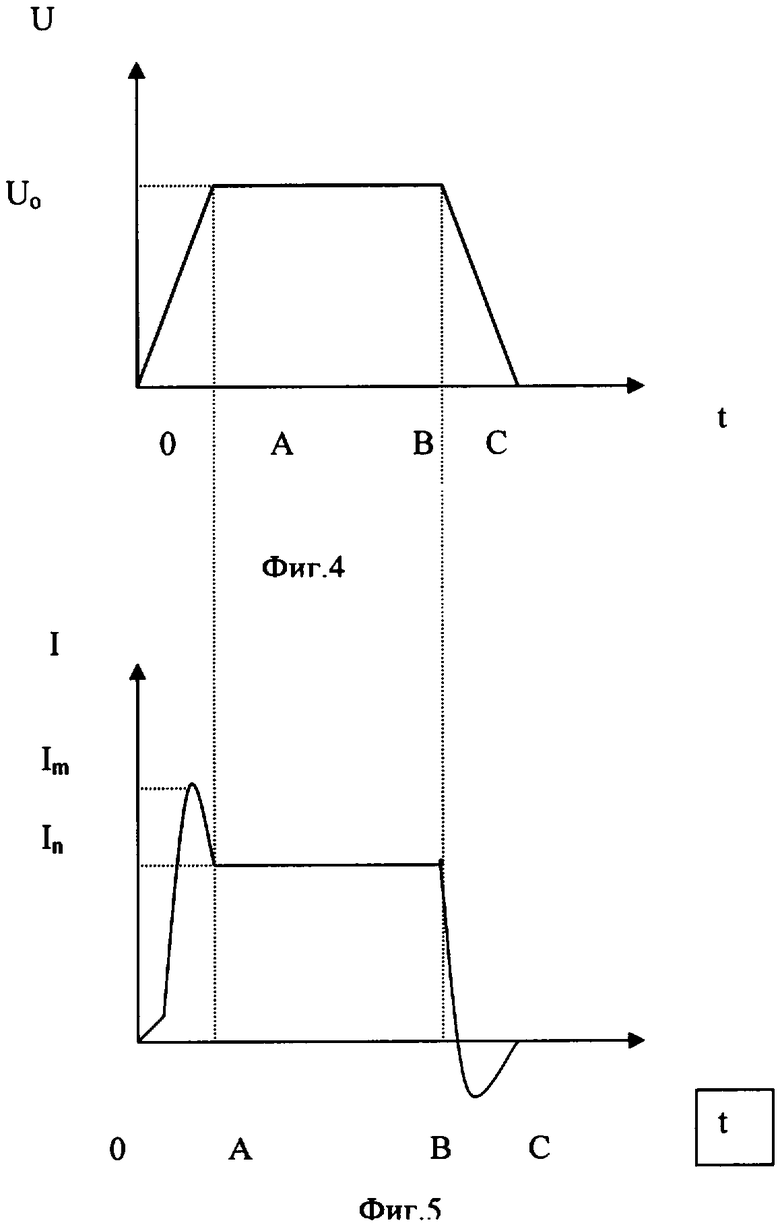
Для получения вольт-амперной зависимости использовался трапециевидный импульс напряжения (фиг.4), имеющий восходящую часть ОА и нисходящую часть ВС.
Компьютерная система измерения фиксирует соответствующий импульс тока (фиг.5) и, таким образом, зная значения тока и напряжения в одни моменты времени на нисходящей и восходящей частях импульса напряжения, можно получить зависимость тока от напряжения на нисходящей и восходящей частях напряжения.
На фиг.6 приведена вольт-амперная зависимость, на которой величина тока Im соответствует максимуму тока на фиг.5. Величина In соответствует активному току (в этот момент dU/dt=0, и величина емкостного тока системы Ic=cs dU/dt=0) соответствует току площадки на фиг.6.
Активный ток является основным для определения количества энергии, затрачиваемой на процесс: Р=UoInt, где Uo - максимум импульса напряжения, In - площадка импульса тока, t - длительность импульса, поэтому уменьшение величины тока является показателем изменения затрачиваемой энергии при неизменных значениях максимума задающего напряжения и длительности импульса.
Изобретение иллюстрируется графическими материалами.
На фиг.1 приведена установка для проведения процесса нанесения покрытия в условиях вакуума.
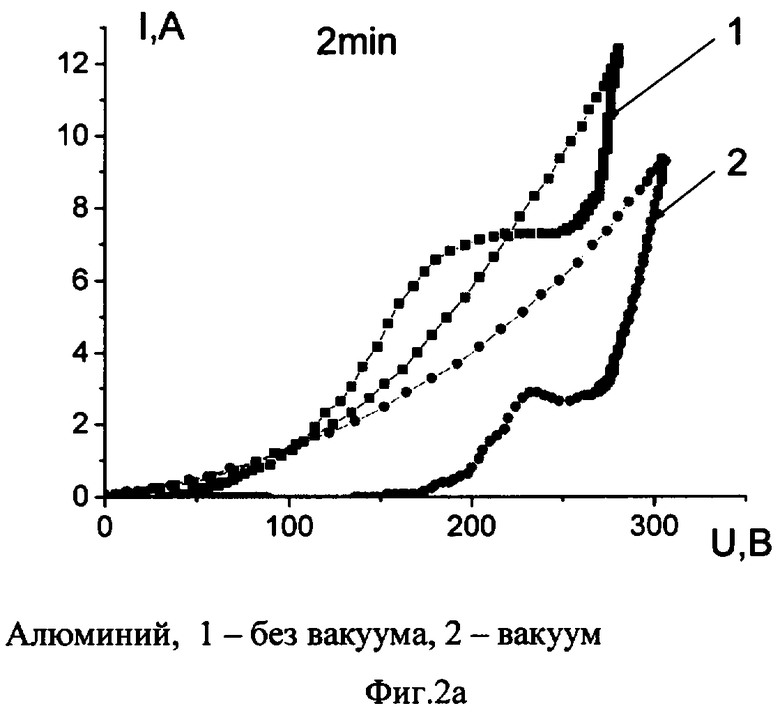
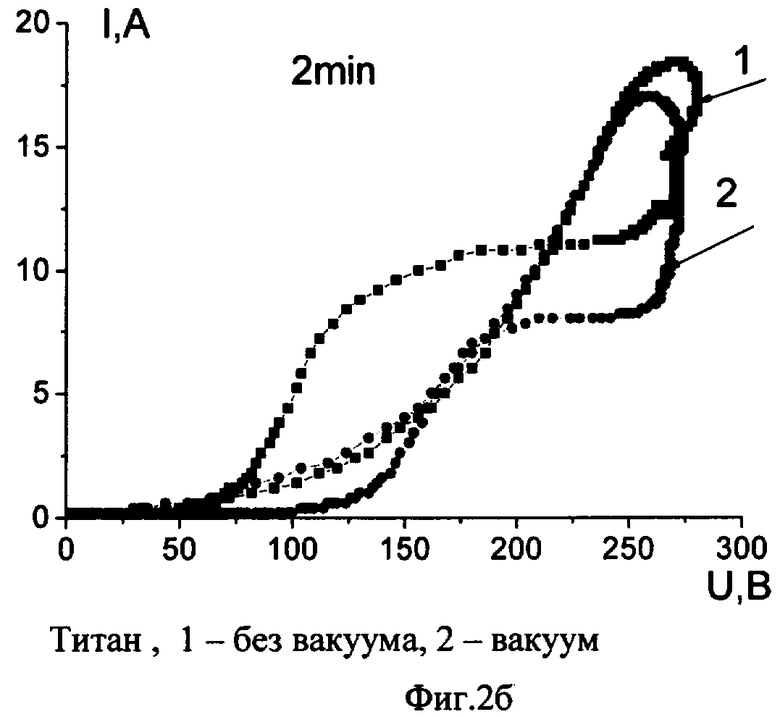
На фиг.2 приведены сравнительные вольт-амперные зависимости микроплазменных процессов в условиях вакуума и в атмосферных условиях для алюминия и титана в момент времени 2 минуты.
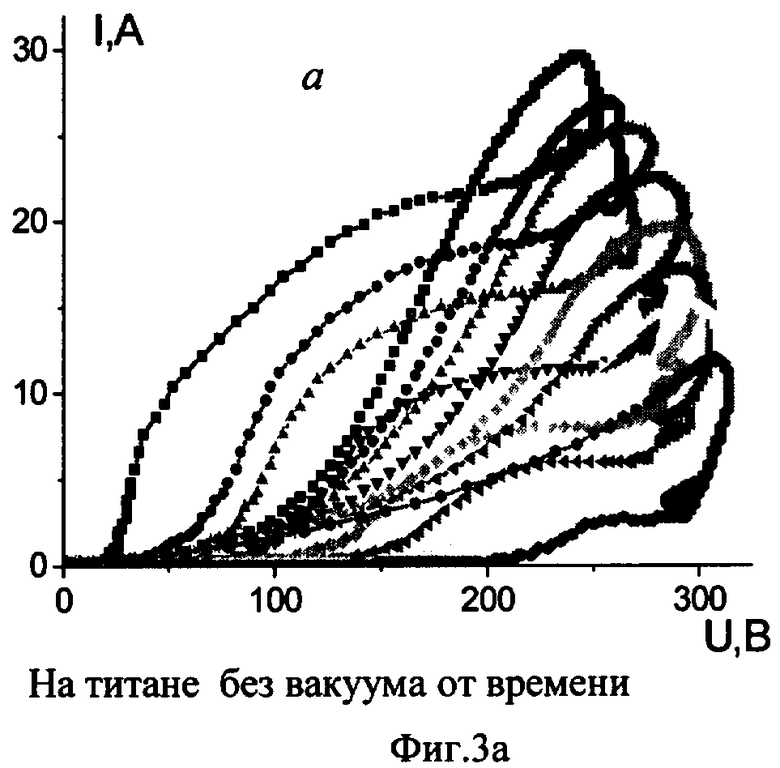
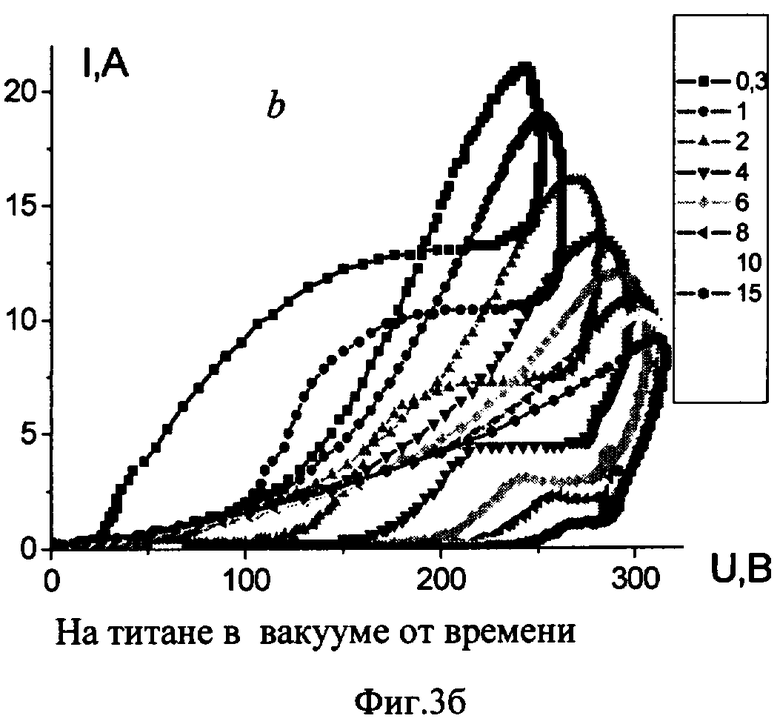
На фиг.3 приведены сравнительные вольт-амперные зависимости микроплазменных процессов в условиях вакуума и в атмосферных условиях для алюминия и титана за период времени 15 минут.
На фиг.4 приведена форма импульса напряжения.
На фиг.5 приведена форма импульса тока.
На фиг.6 приведена вольт-амперная зависимость.
Установка содержит ванну 1 с раствором электролита 2, герметичную крышку 3 для ванны 1 и систему уплотнения 4. В ванне 1 располагают обрабатываемую деталь 5 в качестве одного из электродов - анода и катод 6, соединяемые с источником питания 7. Установка содержит вакуумный насос 8 и нагнетательный насос 9, соединяемые с ванной 1, например, при помощи штуцеров (не показаны), размещенных в герметичной крышке 3.
Установка работает следующим образом.
В ванну 1 с раствором электролита 2 помещают обрабатываемую деталь 5 в качестве анода и катод 6 и присоединяют к клеммам источника питания 7. Перед подключением к источнику питания под крышкой 3 создают вакуум при помощи вакуумного насоса 8. Использовали импульсный источник питания с частотой 50 Гц, напряжением до 600 В и длительностью прямоугольных импульсов 50-1000 мкс. Вспомогательный электрод - катод выполняли из нержавеющей стали.
Пример. 1. С целью получения оксидно-керамического покрытия на образце (обрабатываемая деталь) из сплава алюминия с площадью поверхности 3,8 см2 его размещали в трехкомпонентном фосфатно-боратном электролите. Задающее напряжение составляло 300 В, режим анодный (плотность тока 100-300 А/дм2). При тех же условиях получали оксидно-керамическое покрытие на аналогичном образце, но в условиях атмосферного давления (для получения атмосферного давления использовали нагнетательный насос). На фиг.2а приведены вольт-амперные зависимости вышеприведенных процессов в момент времени, соответствующий 2 мин: кривая 1 без вакуума, кривая 2 в условиях вакуума.
Сравнение кривых показывает, что ток процесса в вакууме значительно меньше по сравнению с током процесса, проводимого при атмосферном давлении.
Пример.2 Все условия проведения процесса аналогичны приведенным в примере 1, кроме того, что покрытие наносили на образец из сплава титана (с площадью поверхности 3,8 см2). На фиг.2б приведены сравнительные вольт-амперные зависимости процессов в условиях вакуума и в условиях атмосферного давления.
Сравнение кривых показывает, что ток процесса в вакууме меньше по сравнению с током процесса, проводимого при атмосферном давлении.
На фиг.3а и 3б приведены вольт-амперные зависимости процессов в условиях вакуума и в условиях атмосферного давления за период времени, равный 15 мин, что подтверждает наличие более низких значений тока в течение всего процесса нанесения покрытия в вакууме.
Таким образом, микродуговое нанесение оксидно-керамических покрытий с контролируемым давлением позволяет наносить равномерные качественные покрытия, обрабатывать детали с большой поверхностью и сложной формой и равномерно обеспечивать загрузку по энергии источников питания с любой формой тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАМАЕВА А.И. ПРЕОБРАЗОВАНИЯ ХИМИЧЕСКОЙ ЭНЕРГИИ В ЭЛЕКТРИЧЕСКУЮ ЭНЕРГИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2330353C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2083731C1 |
| КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, ПОДОШВА УТЮГА И СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2000 |
|
RU2213166C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2324771C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2206642C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2013 |
|
RU2543659C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИОПОГЛОЩАЮЩЕГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ И ПОКРЫТИЕ, ПОЛУЧЕННОЕ ДАННЫМ СПОСОБОМ | 2015 |
|
RU2637871C2 |
| Установка для формирования защитных декоративных покрытий на титане | 2022 |
|
RU2803717C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЧЕРНОГО КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПОКРЫТИЕ, ПОЛУЧЕННОЕ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2285066C1 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 1992 |
|
RU2046157C1 |

Способ включает погружение обрабатываемой детали в раствор электролита, возбуждение микроплазменных разрядов и формирование покрытия на ее поверхности, при этом раствор электролита помещают в герметично закрываемой емкости, а возбуждение микроплазменных разрядов на обрабатываемой детали осуществляют в условиях пониженного давления над раствором электролита. Устройство для осуществления способа содержит герметично закрываемую емкость для электролита, снабженную средствами, при помощи которых в емкости создается вакуум, источник питания с двумя клеммами, первый электрод, погруженный в электролит, включающий, по меньшей мере, одну обрабатываемую деталь, и соединенный с первой клеммой источника питания, и второй электрод, или погруженный в электролит, или содержащий электролит, при использовании емкости для электролита в качестве второго электрода, соединенный со второй клеммой источника питания. Изобретение позволяет получать качественные равномерные покрытия на деталях с большой площадью поверхности, в том числе сложной формы или одновременно на большом количестве мелких деталей, используя меньшие по мощности источники питания. 2 н. и 7 з.п. ф-лы, 6 ил.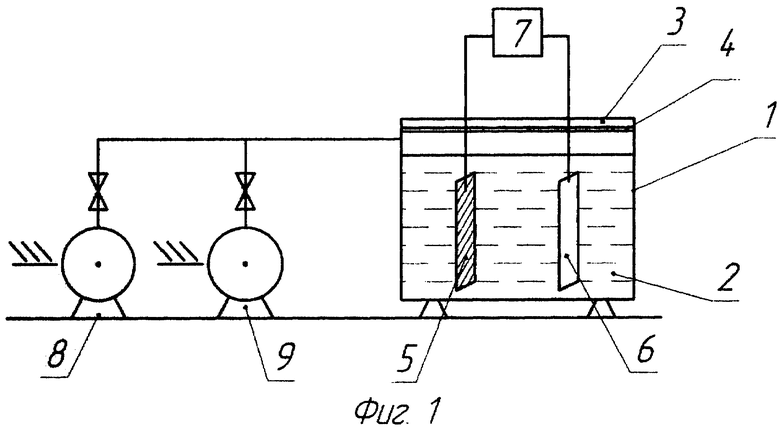
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2000 |
|
RU2171865C1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1993 |
|
RU2065895C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1992 |
|
RU2006531C1 |
| JP 3259225 А, 19.11.1991 | |||
| УСТРОЙСТВО ДЛЯ ОКСИДИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПУСТОТЕЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258771C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2194804C2 |
| US 4456506 А, 26.06.1984. | |||

