3
устанавливают Л. Ид О,
17
1 С. И 1 З.П.
177&1УУ
, 8 ил.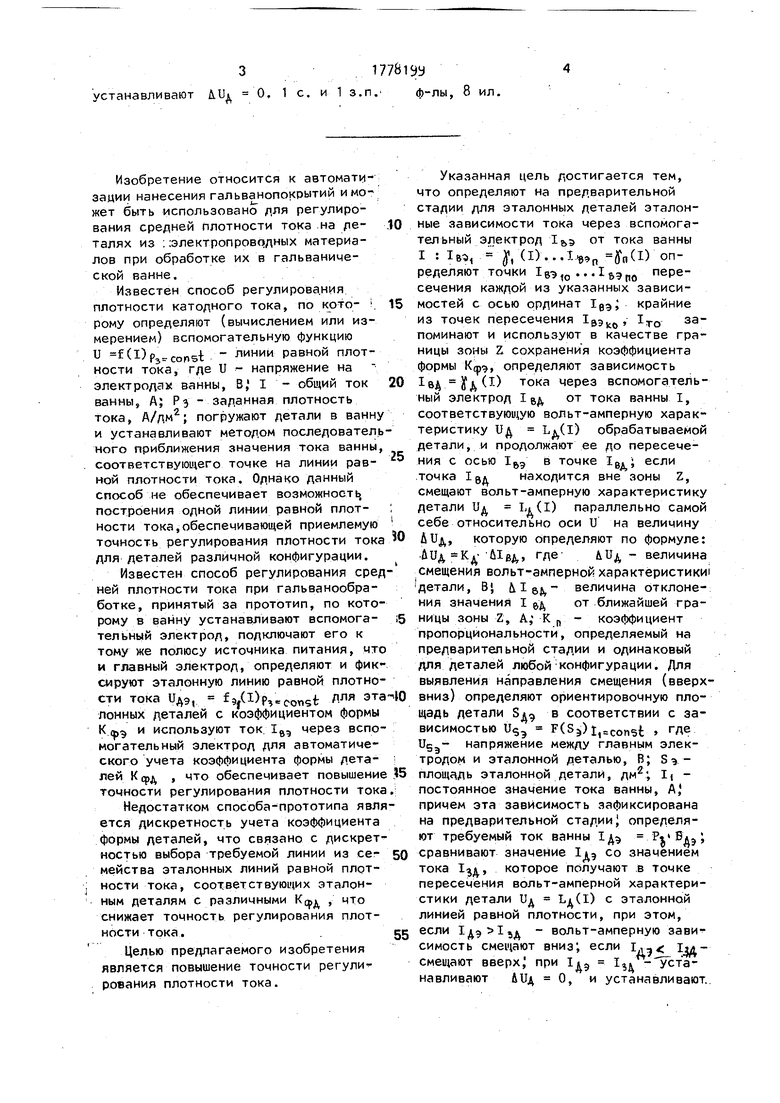
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования средней плотности тока при гальванообработке | 1989 |
|
SU1650794A1 |
| Способ регулирования средней плотности тока | 1989 |
|
SU1737031A1 |
| Источник питания постоянного напряжения | 1976 |
|
SU647677A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ МЕТАЛЛОВ И СПЛАВОВ В РЕЖИМЕ КОМПРЕССИОННОГО МИКРОДУГОВОГО ОКСИДИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324014C2 |
| УСТРОЙСТВО для КОНТРОЛЯ плотности ТОКА в ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1965 |
|
SU173319A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| Устройство для автоматического регулирования процессов электролиза | 1990 |
|
SU1740502A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| Способ определения эффективности работы аппаратов электронно-ионной технологии в условиях обратного коронного разряда | 1986 |
|
SU1394170A1 |
Изобретение относится к области автоматизации нанесения гальванопокрытий. Сущность изобретения. В ванну устанавливают вспомогательный электрод, подключают вместе с главным электродом к одному полюсу источника питания, а подвеску с деталями к другому. На предварительной стадии, используя эталонные детали различной вольтамперной характеристики, определяют и фиксируют эталонную линию равной плотности тока. Определяют для эталонных деталей соответствующие зависимости тока через вспомогательный электрод I.-. от тока ванны I, определяют точки пересечения каждой из указанных зависимостей с осью абсцисс Тбэ Крайние из точек пересечения I 8ЭКО L83 mo ИСПОЛЬЗУЮТ-. jB качестве границ зоны Z. Опускают в ванну подвеску с обрабатываемой лью (деталями) и определяют ее вольт- амперную характеристику 11д L(l), | где Од, - напряжение между деталью и главным электродом, В; I - ток ван- ньцА. Одновременно определяют соответствующую ей зависимость тока через вспомогательный электрод 1в. от тока ванны и продолжают ее до пересечения с осью I еэ в точке I «До Если точZ, сока 1ад0 находится внутри зоны то в ванне устанавливают ток 1, ответствующий точке пересечения вольт- амперной характеристики детали 11д - L(I) с эталонной линией равной плотности тока 1Тдэ Ј(1)рг гconst. Если точка пересечения 1ед,0 находится снаружи зоны Z, смещают вольт- амперную характеристику детали Ид 1;(33) параллельно самой себе относительно оси и на величину ди, . которую определяют по формуле: Аид Кп- где Д ид г величина смещения вольт-амперной характеристики детали, В} U1ел величина отклонения значения 10д0 от ближайшей границы зоны Z, А; К п - коэффициент пропорциональности, определяемый экспериментально на предварительной стадии и одинаковый для деталей любой конфигурации. После опускания детали в ванну определяют ориентировочную площадь детали Определяют требуемый ток ванны 1Дд и сравнивают со значением тока I А которое получают при пересечении вольт-амперной характеристики детали L(l) с эталонной линией равной плотности идэ s. f9(I)p3 COns-b в этом случае, если 1д5 1эд, вольт- амперную характеристику детали смещают вниз, если , вольт-амперную характеристику детали L(l) смещают вверх при VI I4-1 00 Ю ЧЭ
Изобретение относится к автоматизации нанесения гальванопокрытий и может быть использовано для регулирования средней плотности тока на ре- .1 талях из .электропроводных материалов при обработке их в гальванической ванне.
Известен способ регулирования плотности катодного тока, по кото- 1 рому определяют (вычислением или измерением) вспомогательную функцию U f (I) Cori5-|; линии равной плотности тока, где U - напряжение на электродах ванны, В,1 I - общий ток 2 ванны, А; РЭ - заданная плотность тока, А/дм2; погружают детали в ванну и устанавливают методом последовательного приближения значения тока ванны, соответствующего точке на линии рав- ной плотности тока. Однако данный способ не обеспечивает возможность, построения одной линии равной плот- ; ности тока,обеспечивающей приемлемую точность регулирования плотности тока для деталей различной конфигурации.
Известен способ регулирования средней плотности тока при гальванообработке, принятый за прототип, по которому в ванну устанавливают вспомога- тельный электрод, подключают его к тому же полюсу источника питания, что и главный электрод, определяют и фиксируют эталонную линию равной плотности тока идэ, f3f(l)p co«st Для эталонных деталей с коэффициентом формы К «,9 и используют ток 1вэ через вспомогательный электрод для автоматического учета коэффициента формы деталей Кфд , что обеспечивает повышение точности регулирования плотности тока.
Недостатком способа-прототипа является дискретность учета коэффициента формы деталей, что связано с дискретностью выбора требуемой линии из се- 5 мейства эталонных линий равной плотности тока, соответствующих эталонным деталям с различными , что снижает точность регулирования плотности тока.
Целью предлагаемого изобретения является повышение точности регулирования плотности тока.
0 5
0 5
Указанная цель достигается тем, что определяют на предварительной стадии для эталонных деталей эталонные зависимости тока через вспомогательный электрод 1ьэ от тока ванны I : 1ю, I (1)..Л.П у„(1) определяют точки 1вэ10 ...1ЬЭпо пересечения каждой из указанных зависимостей с осью ординат 18Э; крайние из точек пересечения Т-вэщ, то за поминают и используют в качестве границы зоны Z сохранения Коэффициента формы Кфэ, определяют зависимость 1вд jf д (I) тока через вспомогательный электрод 16д от тока ванны I, соответствующую вольт-амперную характеристику ид Ьд(1) обрабатываемой детали, и продолжают ее до пересечения с осью 1ЬЭ в точке 1В, ; если точка 1Вд находится вне зоны Z, смещают вольт-амперную характеристику детали ид Ьд(1) параллельно самой себе относительно оси U на величину ЛИд, которую определяют по формуле: Аид Кд- Й1вд, где- &0д - величина смещения вольт-амперной характеристики детали, 81 & I 6 - величина отклонения значения I 6д от ближайшей границы зоны Z, А,4 К п - коэффициент пропорциональности, определяемый на предварительной стадии и одинаковый для деталей любой конфигурации. Для выявления направления смещения (вверх- вниз) определяют ориентировочную площадь детали 5д9 в соответствии с зависимостью US5 F(S3)(. , где и5э напряжение между главным электродом и эталонной деталью, В; S-э- площадь эталонной детали, дм2; Ij - постоянное значение тока ванны, А,1 причем эта зависимость зафиксирована на предварительной стадии) определяют требуемый ток ванны 1д5 Ро сравнивают значение 1дэ со значением тока 1зд, которое получают в точке пересечения вольт-амперной характеристики детали 1)д Ьд(1) с эталонной линией равной плотности, при этом, если ,д - вольт-амперную зависимость смещают вниз; если I,,-j IM смещают вверх,1 при 1дэ I,. - устанавливают &11д 0, и устанавливают.
5
заданный ток ванны 1о соответствующим точке пересечения смещенной вольт амперной характеристики L«CM(I) с эталонной линией.
Кроме того, значение 1 выбирают
17
пределах от I
miy
до 31
гмП
где
I « - минимальное значение тока выпрямителя, так как.это обеспечивает наиболее достоверное значение 3«э по отношению к реальной площади детали 8д, давая усредненное значение как по замеру электродного
потенциала А Ид, так и по замеру наклона вольт-амперной характеристики U L(I).
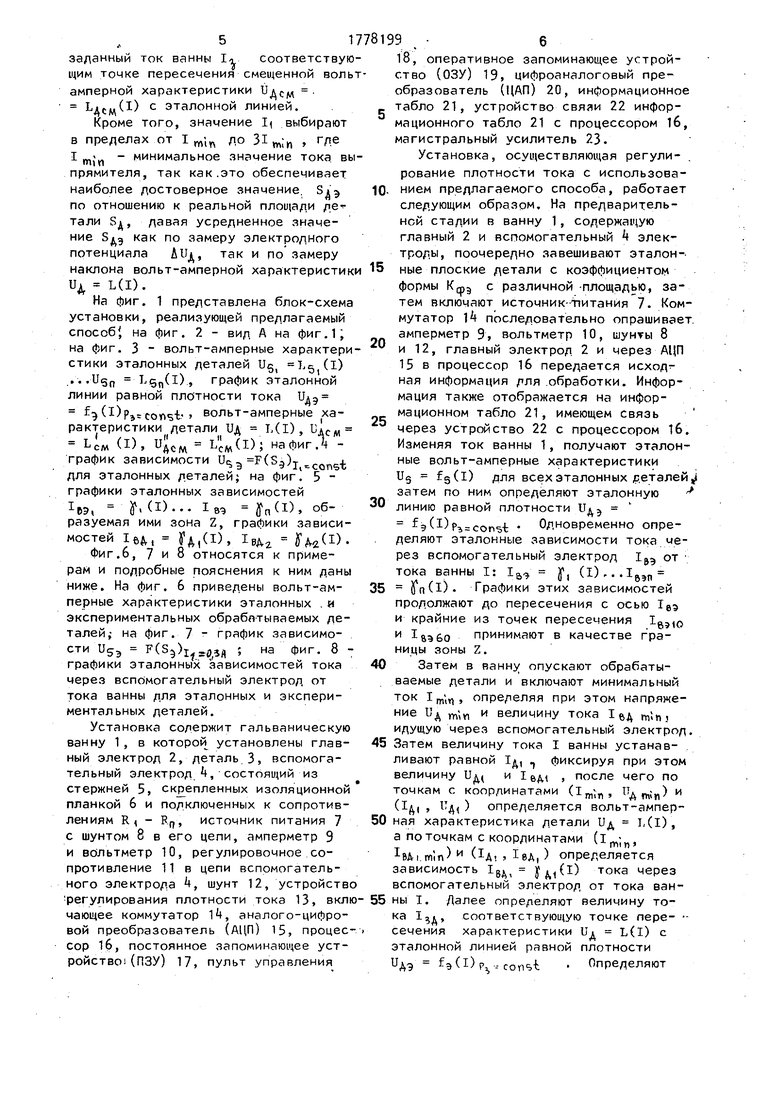
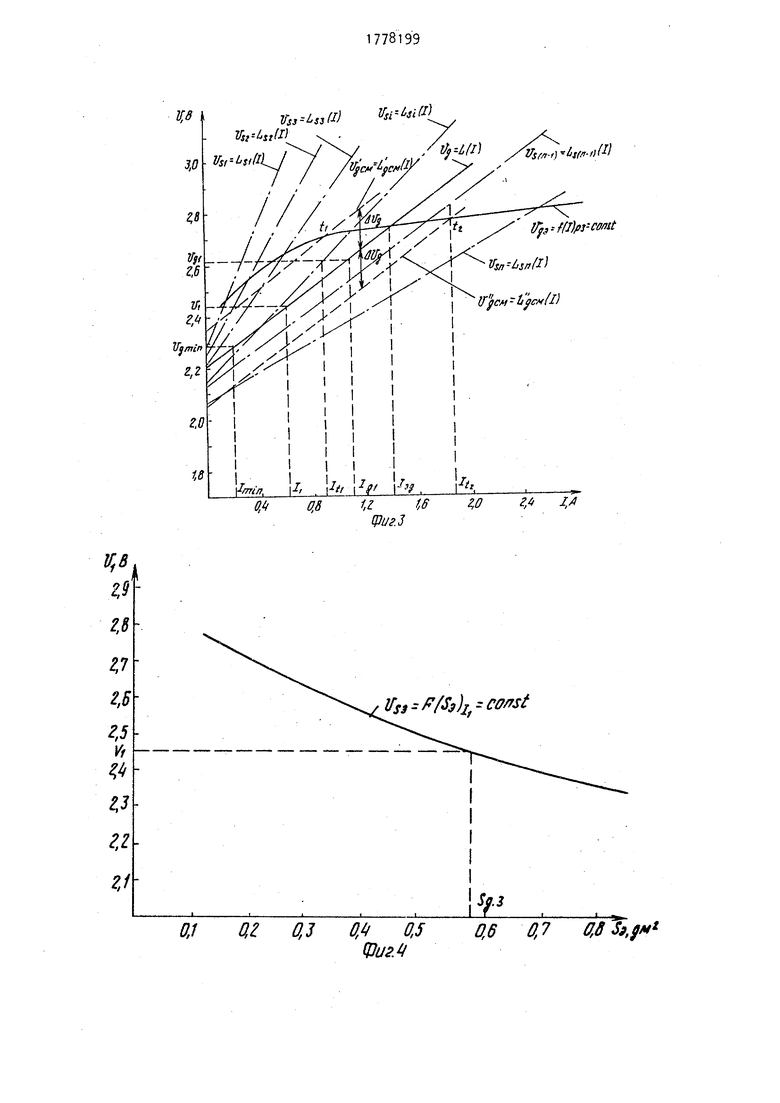
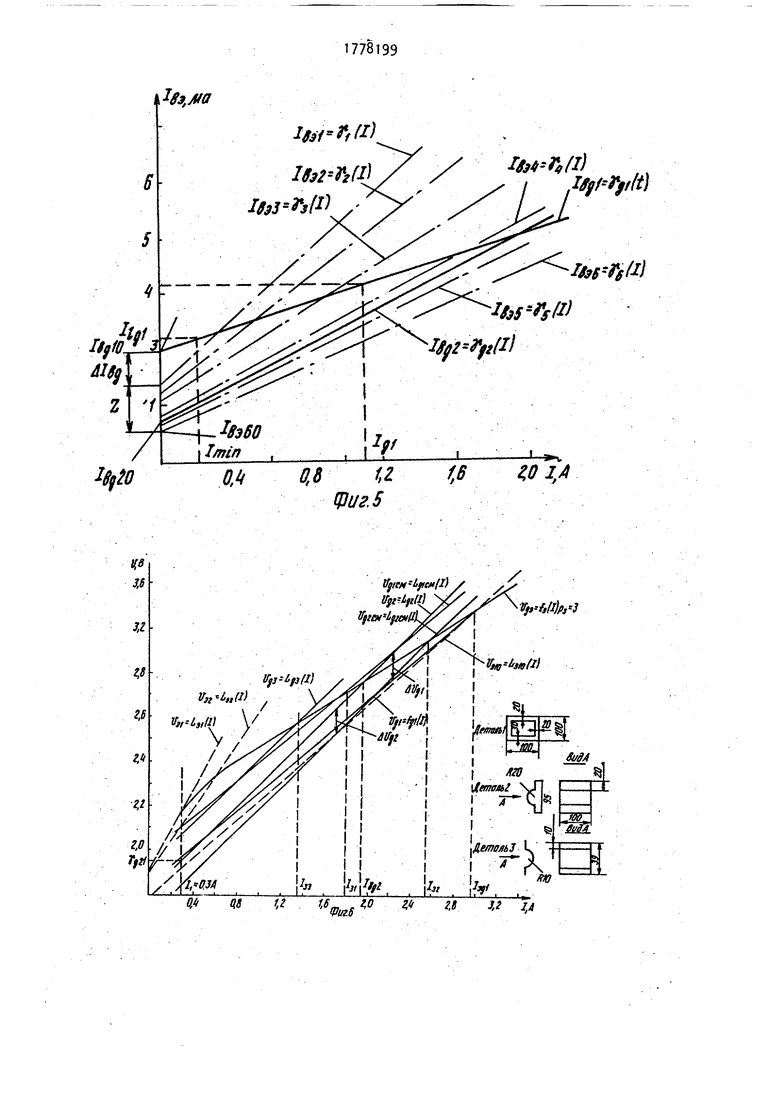
На фиг. 1 представлена блок-схема установки, реализующей предлагаемый способ , на фиг. 2 - вид А на фиг.1; на фиг. 3 - вольт-амперные характеристики эталонных деталей Ugt L5 (l) ...Ugn ), график эталонной линии равной плотности тока f (I)p5:: const- вольт-амперные характеристики детали 1)д L(I), LCM (I), uJCM ()J на Лиг .If - график зависимости 1Ц F(S5)j onst для эталонных деталей; на фиг. 5 - графики эталонных зависимостей 1Ю| у, (D... 1ОТ уп(1), образуемая ими зона Z, графики зависимостей 16д, Уд,(1), 1вд2 Ул2(1).
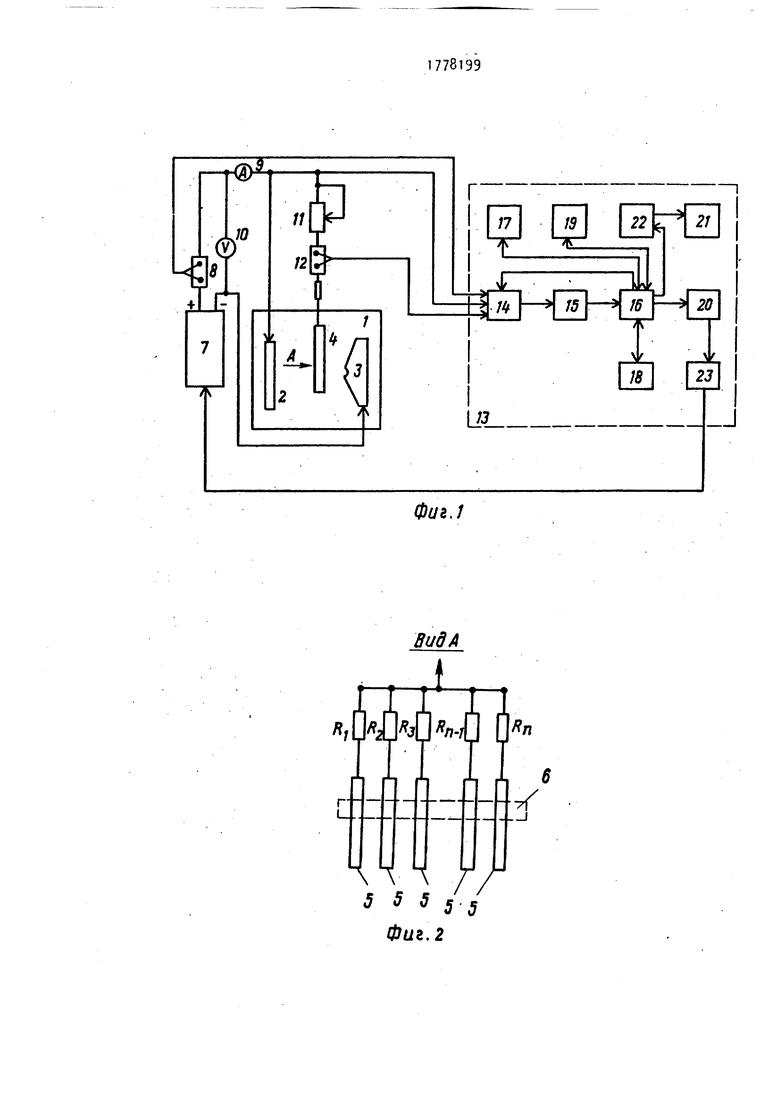
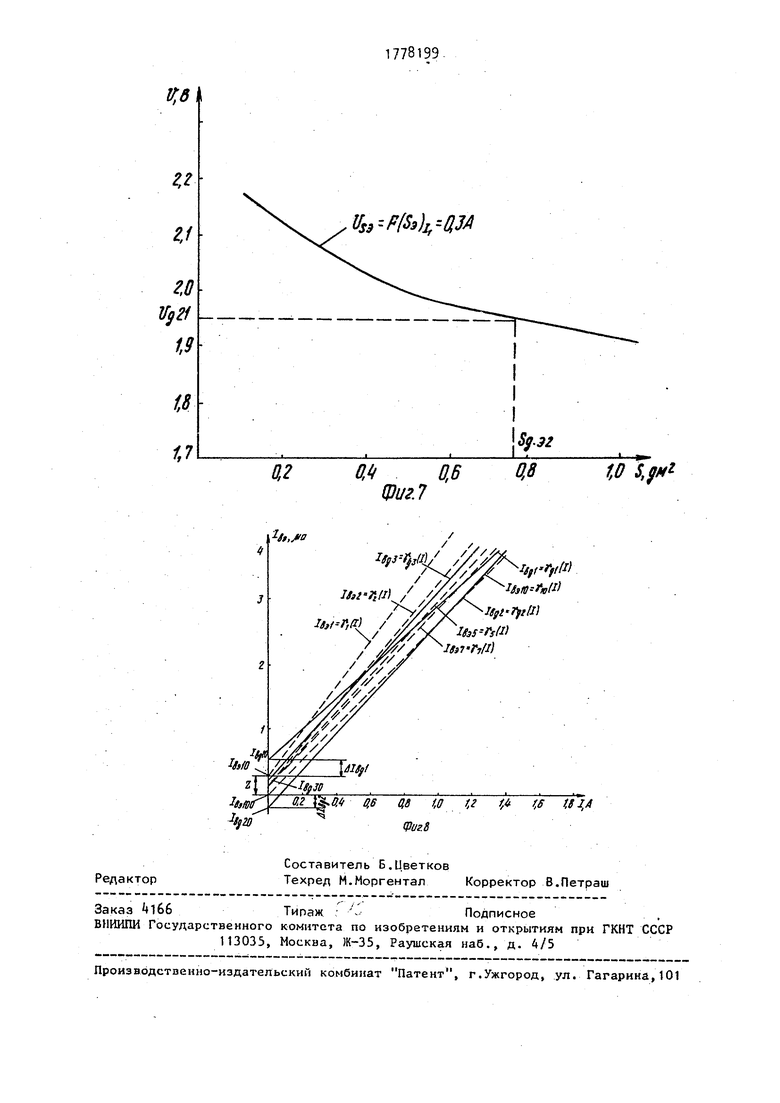
Фиг.6, 7 и 8 относятся к примерам и подробные пояснения к ним даны ниже. На фиг. 6 приведены вольт-амперные характеристики эталонных и экспериментальных обрабатываемых деталей; на фиг. 7 - график зависимости %э F(s9)lfs0,3fl на фиг- 8 графики эталонных зависимостей тока через вспомогательный электрод от тока ванны для эталонных и экспериментальных деталей.
Установка содержит гальваническую ванну 1, в которой установлены главный электрод 2, деталь 3, вспомогательный электрод 4, состоящий из стержней 5, скрепленных изоляционной планкой 6 и подключенных к сопротивлениям R, - Рп, источник питания 7 с шунтом 8 в его цепи, амперметр 9 и вольтметр 10, регулировочное сопротивление 11 в цепи вспомогательУстановка, осуществляющая регулирование плотности тока с использова- 10- нием предлагаемого способа, работает следующим образом. На предварительной стадии в ванну 1, содержащую главный 2 и вспомогательный k электроды, поочередно завешивают эталон- 15 ные плоские детали с коэффициентом
20
25
30
формы Кфэ с различной площадью, затем включают источник-питания 7. Коммутатор 1 последовательно опрашивает амперметр 9, вольтметр 10, шунты 8 и 12, главный электрод 2 и через АЦП 15 в процессор 16 передается исходная информация для обработки. Информация также отображается на информационном табло 21, имеющем связь через устройство 22 с процессором 16. Изменяя ток ванны 1, получают эталонные вольт-амперные характеристики Ug fg(l) для всех эталонных деталей затем по ним определяют эталонную линию равной плотности
f э(1)ръ соп эЬ Одновременно определяют эталонные зависимости тока через вспомогательный электрод 1В5 от тока ванны I: 1ВЭ у, (1),..16ЭП jfn(l). Графики этих зависимостей продолжают до пересечения с осью 1вз и крайние из точек пересечения Igjio и 1аэ6о принимают в качестве границы зоны Z.
Затем в ванну опускают обрабатываемые детали и включают минимальный ток I , определяя при этом напряжение UA m;M и величину тока I вд №;п, идущую через вспомогательный электрод
45 Затем величину тока I ванны устанавливают равной 1д, п Фиксируя при этом величину 11д и 1еА1 , после чего по точкам с координатами (1т;п, Пд) и (Ifti 1 А ) определяется вольт-ампер50 ная характеристика детали ид 1,(1), а лоточкам с координатами (lm;n,
IBAi mln) и (JA- ISA, ) определяется зависимость Ig, ) тока через
35
40
ного электрода Ь, шунт 12, устройство вспомогательный электрод, от тока ван- регулирования плотности тока 13, вклю- 55 ны I. Далее определяют величину то- чающее коммутатор 1, аналого-цифро- ка соответствующую точке пере- вой преобразователь (АЦП) 15, процес- сечения характеристики Ид L(l) с сор 16, постоянное запоминающее уст- эталонной линией равной плотности ройство) (ПЗУ) 17, пульт управления идэ Јэ (I) р , соп . Определяют
8199 , 6
18, оперативное запоминающее устройство (ОЗУ) 19, цифроаналоговый преобразователь (ЦАП) 20, информационное табло 21, устройство свяяи 22 информационного табло 21 с процессором 16, магистральный усилитель 23.
Установка, осуществляющая регулирование плотности тока с использова- 10- нием предлагаемого способа, работает следующим образом. На предварительной стадии в ванну 1, содержащую главный 2 и вспомогательный k электроды, поочередно завешивают эталон- 15 ные плоские детали с коэффициентом
0
5
0
формы Кфэ с различной площадью, затем включают источник-питания 7. Коммутатор 1 последовательно опрашивает амперметр 9, вольтметр 10, шунты 8 и 12, главный электрод 2 и через АЦП 15 в процессор 16 передается исходная информация для обработки. Информация также отображается на информационном табло 21, имеющем связь через устройство 22 с процессором 16. Изменяя ток ванны 1, получают эталонные вольт-амперные характеристики Ug fg(l) для всех эталонных деталей затем по ним определяют эталонную линию равной плотности
f э(1)ръ соп эЬ Одновременно определяют эталонные зависимости тока через вспомогательный электрод 1В5 от тока ванны I: 1ВЭ у, (1),..16ЭП jfn(l). Графики этих зависимостей продолжают до пересечения с осью 1вз и крайние из точек пересечения Igjio и 1аэ6о принимают в качестве границы зоны Z.
Затем в ванну опускают обрабатываемые детали и включают минимальный ток I , определяя при этом напряжение UA m;M и величину тока I вд №;п, идущую через вспомогательный электрод.
45 Затем величину тока I ванны устанавливают равной 1д, п Фиксируя при этом величину 11д и 1еА1 , после чего по точкам с координатами (1т;п, Пд) и (Ifti 1 А ) определяется вольт-ампер50 ная характеристика детали ид 1,(1), а лоточкам с координатами (lm;n,
IBAi mln) и (JA- ISA, ) определяется зависимость Ig, ) тока через
5
40
вспомогательный электрод, от тока ван- 55 ны I. Далее определяют величину то- ка соответствующую точке пере- сечения характеристики Ид L(l) с эталонной линией равной плотности идэ Јэ (I) р , соп . Определяют
точку I6д о пересечения зависимости 1ВЛ, Уд, (I) с осью 18Э. В случае, если точка 1е,д,0 находится за пределами зоны Z, определяют величину i I вд отклонения I р,д to от ближайшей границы зоны Z.
Величину А Ш смещения вольт-ам-i перной характеристики детали определяют по формуле
йид к„. ывд,
где Кп - коэффициент пропорциональности, устанавливаемый зкспери1
ментально. В соответствии со значением
U,
по зависимости U69 F(S-5)-t1- const определяется ориентировочная площадь детали 8д5, определяют необходимый для нее ток 1д при плотности тока Р. и сравнивают со значением I-д. Если 1дэ .1,д- смещают вольт-амперную характеристику детали 11д L(I) вверх параллельно самой себе относительно оси U на величину йид, если 1д9 т-зд т° вниз, при этом она пересечет эталонную линию равной плотности идэ - fgCDp eon t в точке соотве т- ствующей заданному току 1.
В качестве примера определяли плщадь поверхности деталей средней сложности с S, 0,6 дма, S2 0,95 дма, Зъ - 0,5 дм2 в ванне эл ктрохимического обезжиривания при плотности тока Р 3 А/дм2.
Для этих деталей были сняты воль амперные характеристики 11д 1дШи зависимости тока через вспомогатель
ный электрод от тока ванны I
6А
Уд(1) Указанные графики были продолжены до пересечения с осью 169 в точках 1ьМо, , 16(Цо. Для деталей 1 и 2 точки пересечения находятся вне зоны Z, Через точку на эталонной линии равной плотности, соответствующей I, Po-S 1,8 А, проводим параллельно U 2(1) смещенную вольт-амперную характеристику идчскр Vncrt(I) детали 1. Смещение UU, составило 0,12 В. Величина отклонения знамения I
еД ю
от ближней
границы зоны Z составила & I ( 0,25(UA. Отсюда коэффициент пропорциональности
s -пЈ- §tJhF -« «
Для детали 22 величина
0
5
0,2 МА, откуда находим Д пдг Кп X, ки6Д1 А80«0,210-3 0,096 В. На с вольт-амперной характеристике 1,д„(1) детали 2. Определяем при 1 0,3 А напряжение ид2( 1,55 В, при котором ориентировочная площадь S 5Z в соответствии с графиком зави- 0 симости Us9 F(s)l, г о.ЗА составляет 0,75 дм2-. Требуемый ток для S , составит 1дэЈ 2,25 А. В точке2 пересечения характеристики 11д2 Т.д (I) с эталонной линией рйвной 5 плотности идд Ј(1)ръ получаем
значение тока ХдДг 95 А. Поскольку 1дз2.7 смешаем характеристику 11дг Т,д2(1) параллельно себе на величину 0,096 В и находим значение тока 2,55 А в точке пересечения идгсм- Агсм 1- с 1)дд f(I)P,I:.) , которое обеспечит заданную плотность тока Р 3 А/дм . При этом относительная погрешность регулирования плотности тока составит:
3 - L55
- . -. ,
ЮОЗ; то.
Для детали 3 точка пересечения 1вдьо находится внутри зоны Z, поэтому ток для нее устанавливают соответственно точке пересечения вольт- амперной характеристики ид-з, Ьд(Т.) детали 3 с эталонной линией равной плотности UA f1(l)p -. который равен 1,35 А. При этом отно- сительная погрешность регулирования плотности тока
3 -
Д, - г-°- -5- . 100% 10.
Относительная погрешность регулирования плотности тока по способу, взятому за прототип, по которому требуемый ток ванны определяется точкой пересечения Идг Т,дг(1) с эталонной линией равной плотности Ь д
,()
-Ъ
составит
1,95
55
42 --Р-5- .
100% 32,
т.е. предлагаемый способ повышает точность регулирования плотности тока в 3- раза.
Формула изобретения
.-
формуле:
Лид К„. А1ВА,
гле &ил величина смещения волът- амперной характеристики детали, BJ А I., - величина отклонения знаА-гГ
чения IБдв от ближайшей границы зоны Z, А , Кп - коэффициент пропорционалности, определяемый на предварительной стадии и одинаковый для деталей любой конфигурации; а для выявления направления смещения (вверх-вниз) определяют ориетировоч- ную площадь детали Яд9в соответствии с зависимостью
ивэ F(S9)v.con5tj
где - напряжение между главным электродом и эталонной деталью, В| S - площадь эталонной детали,
№г I. - постоянное значение тока
ванны, А,
зафиксированной на предварительной стадии; определяют требуемый ток ванны 1Ч8дэ, сравнивают значение 1дэ со значением тока , которое получают в точке пересечения вольт-амперной характеристики детали UA ) c эталонной линией равной плотности, при этом, если I/ia- вольт-амперную характеристику детали смещают вниз, если } IJA - смещают вверх, при 1дд ЗД ус танавяивают АИд 0, и устанавливают заданный ток ванны It соответствующим точке пересечения смещенной вольт-амперной характеристики дем ) с эталонной линией. 2. Способ поп.1,отличаю- щ и и с я тем, что значение I, выбирают в пределах .от 1МИИ 0 31 „м гДе - минимальное значение тока выпрямителя.
г гпф s е с s f
УУ vAv
у-
иУ
1-й
wmwv
т
vgnB
/г/70
Г
СП
en
оо г- г
f
i.
Л
§
Cs. ЧГ
«О
cs
i, ,1
s.
Г «SsT
«Ni «ЧГ
Cs
w
2,2 2,1
2,0 Щ21
1,9
18 1,1
0,2
ttt.jva
Sff/--rfff) /
V53--Ffa)Ir--№
OJ0,6 0,8
Щи2.7
1,0 S,
itiffytf if3ia rn№
Ity-tyM
faf--rsffl ИзтЪР)
| БЕСКОРПУСНЫЙ ДВИГАТЕЛЬ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398125C1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| 0 |
|
SU165079A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ( СПОСОБ РЕГУЛИРОВАНИЯ ПЛОТНОСТИ- ТОКА ПРИ ГАЛЬВАНООБРАБОТКЕ | |||
