Изобретение относится к машиностроению, а именно к средствам контроля линейных размеров.
Цель изобретения - повышение точности измерения путем обеспечения возможности уменьшения дискретности отсчетов.
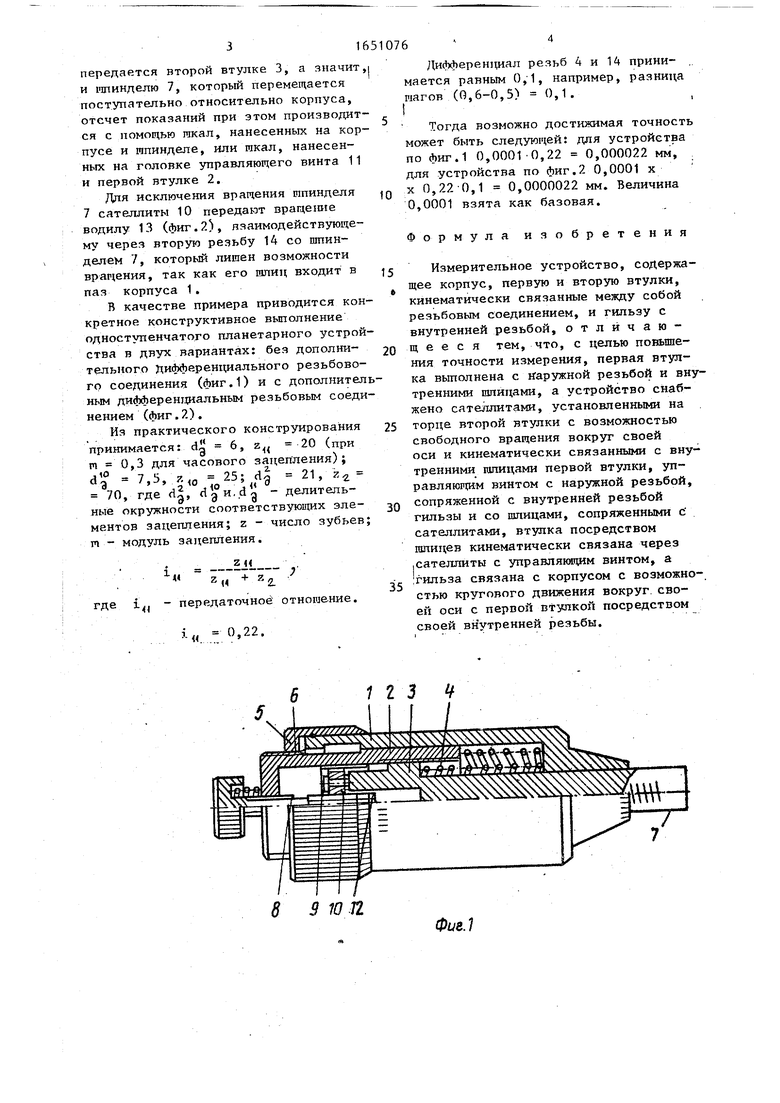
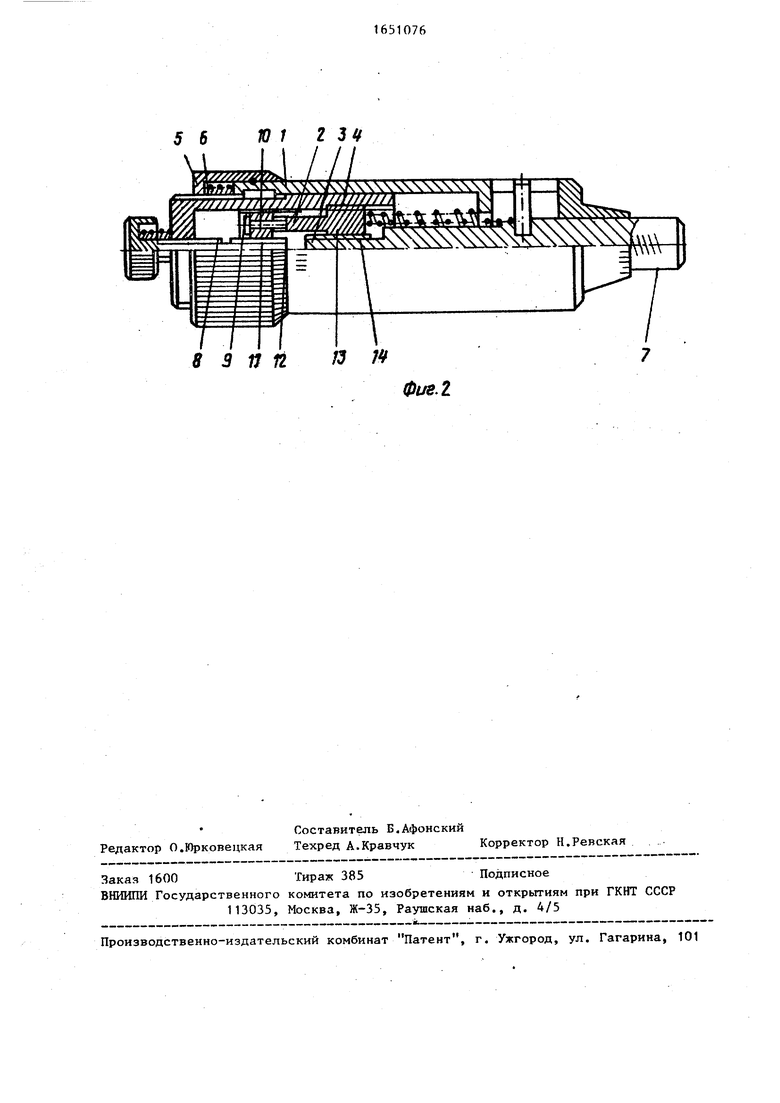
На фиг,1 изображена конструктивная схема измерительного устройства с последовательным дифференцированием; на фиг.2 - схема устройства с параллельным дифференцированием.
Измерительное устройство (фиг.1) содержит корпус 1, первую и вторую втулки 2 и 3, связанные между собой резьбой 4. Вторая гильза 5 с помощью резьбы 6 связана с первой втулкой 2 и с корпусом 1. Причем вторая гильза 5 вращается по отношению к корпусу 1 бея перемещения вдоль его оси. Это достигается, например, с помощью проточки в корпусе, через которую проходит ттифт, закрепленный во второй гильзе 5. Вторая втулка 3 одновременно является и шпинделем 7. Первая втулка 2 имеет резьбу 8 и шлицы 9. Первая втулка 2 с помощью резьбы 8 и сателлитов 10 взаимодействует с управляющим винтом 11, который снабжен шпицами 12. ВодилЪ 13 (фиг.2) может располагаться между первой и второй втулками 2 и 3 с помощью первой и второй резьб 4 и 14, зазоры в устройстве устраняются известными способами с помощью пружин при линейных перемещениях и двумя подпружиненными шестеренками (сателлитами) при зубчатом зацеплении.
Устройство работает следующим образом.
Для быстрого 1 смещения шпинделя вращают вторую: гильзу 5, при этом перемещается весь дифференциальный механизм устройства.
Для точного перемещения шпинделя пользуются управляющим винтом 11, вращение которого через его шлицы 12, галицы первой втулки 2 и сателлиты 10
СО
с
о
СП
3
передается второй втулке 3, а значи и ипинпелю 7, который перемещается поступательно относительно корпуса, отсчет показаний при этом производися с помощью гакал, нанесенных на копусе и шпинделе, или гакал, нанесенных на головке управляющего винта 1 и первой втулке 2.
Для исключения вращения шпинделя 7 сателлиты 10 передают вращение водилу 13 (фиг.2), взаимодействующему через вторую резьбу 14 со шпинделем 7, который лишен возможности вращения, так как его шлиц входит в паз корпуса 1.
В качестве примера приводится кокретное конструктивное выполнение одноступенчатого планетарного устроства в двух вариантах: без дополнительного дифференциального резьбового соединения (фиг.1) и с дополнителным дифференциальным резьбовым соединением (фиг.2).
Из практического конструирования djj 6, z4l 20 (при
принимается: ч - и, &..
т 0,3 для часового зацепления);
d - о25;„аЭ 21 - 70, где d, dgH.do - делительные окружности соответствующих элементов зацепления; z - число зубьев тп - модуль зацепления.
Ч
.Lii.
.
L4(
Й14 т 2
- передаточное отношение,
«
0,22.
Дифференциал резьб 4 и 14 принимается равным 0,1, например, разница шагов (0,6-0,5) 0,1.
Тогда возможно достижимая точность может быть следующей: для устройства по фиг.1 0,0001 0,22 0,000022 мм, для устройства по фиг.2 0,0001 х х 0,22 0,1 0,0000022 мм. Величина 0,0001 взята как базовая.
Формула изобретения
5
0
5
0
5
Измерительное устройство, содержащее корпус, первую и вторую втулки, кинематически связанные между собой резьбовым соединением, и гильзу с внутренней резьбой, отличающееся тем, что, с целью повышения точности измерения, первая втулка выполнена с наружной резьбой и внутренними шлицами, а устройство снабжено сателлитами, установленными на торце второй втулки с возможностью свободного вращения вокруг своей оси и кинематически связанными с внутренними шлицами первой втулки, управляющим винтом с наружной резьбой, сопряженной с внутренней резьбой гильзы и со шлицами, сопряженными с сателлитами, втулка посредством шлицев кинематически связана через сателлиты с управляющим винтом, а гильза связана с корпусом с возможностью кругового движения вокруг своей оси с первой втулкой посредством своей внутренней резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтоверт | 1987 |
|
SU1472204A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| Механизм захвата пруткового материала при токарной обработке | 1973 |
|
SU486868A1 |
| РЕГУЛЯТОР УГЛА ПЕРЕКОСА ГИДРАВЛИЧЕСКОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2441125C2 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
| Станок для нарезания резьб | 1987 |
|
SU1484496A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2012 |
|
RU2508978C2 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ПЛАСТА | 2017 |
|
RU2656644C1 |
Изобретение относится к машиностроению, а именно к средствам контроля линейных,размеров. Цель изобретения - повышение точности измерения путем обеспечения возможности уменьшения дискретности отсчетов. Для этого первая втулка имеет дополнительную резьбу и галицы и связана посредством последних с управляющим винтом. При этом вторая гильза связана с первой втулкой и с корпусом с возможностью вращения без осевого пе- р емещення. Дискретность отсчетов по первому и второму вариантам устройства составляет соответственно 0,000022 мми 0,0000022 мм. 2 ил.
9 10 12
8 3 П 12 ЯМ
Фие.1
| Патент СМА Р 4174575, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
