2. Устройство по п. 1, о т л и - чающееся тем, что, с целью повьппения надежности, оно снабжено установленным в корпусе цилиндром с
Изобретение относится к машиностроению и может быть использовано в станках для обработки резьбовых отверстий, в агрегатных станках и автоматических линиях.
Целью изобретения является расширение технологических возможностей и повьшение надежности путем обработки резьбовых отверстий комбинированными инструментами, такими как сверло-метчик при обработке хрупких материалов или пробойник-метчик при обработке вязких материалов,
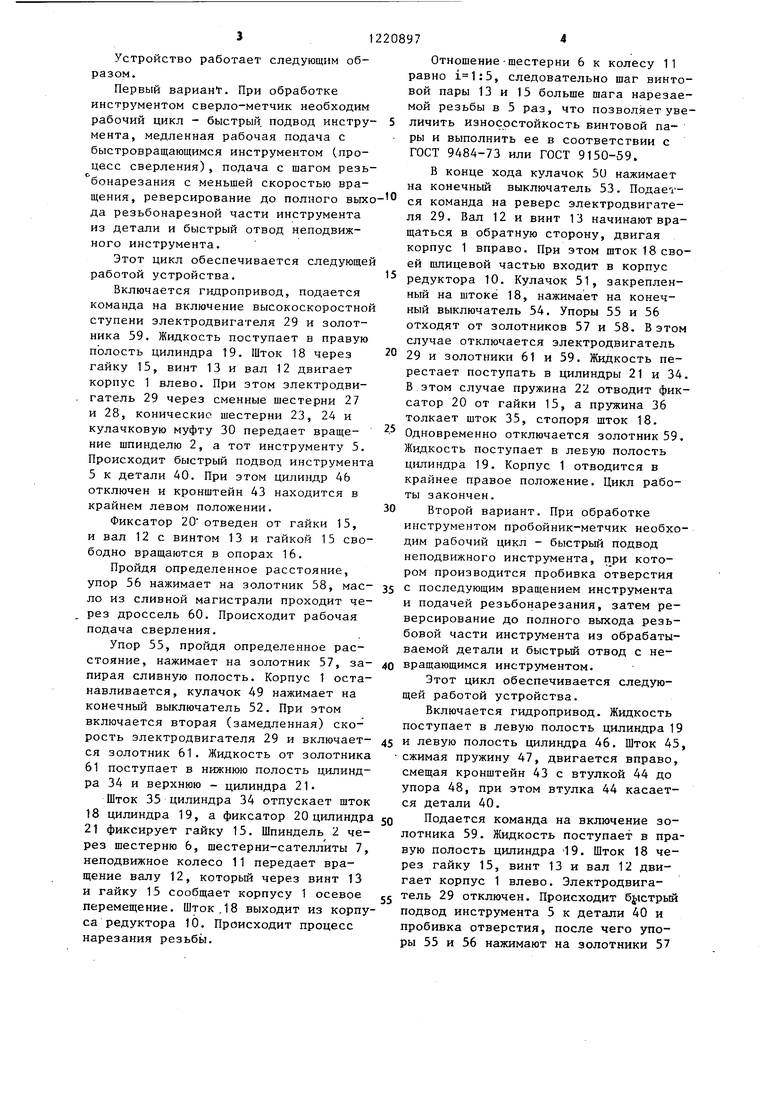
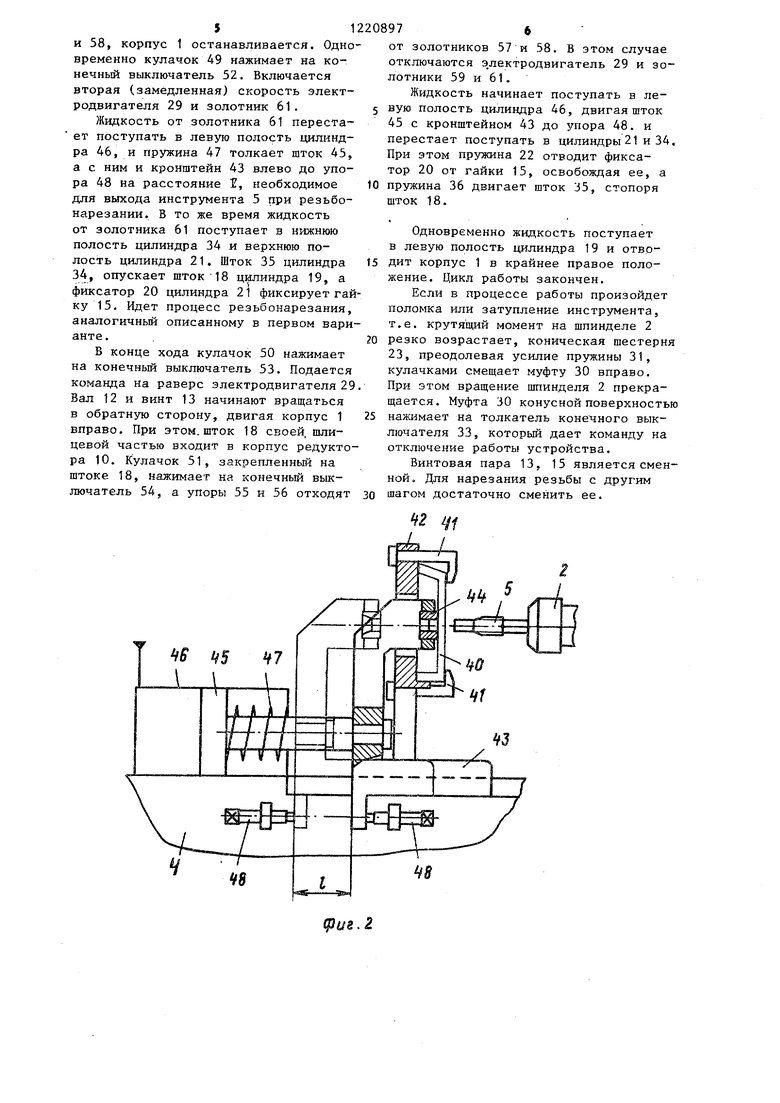
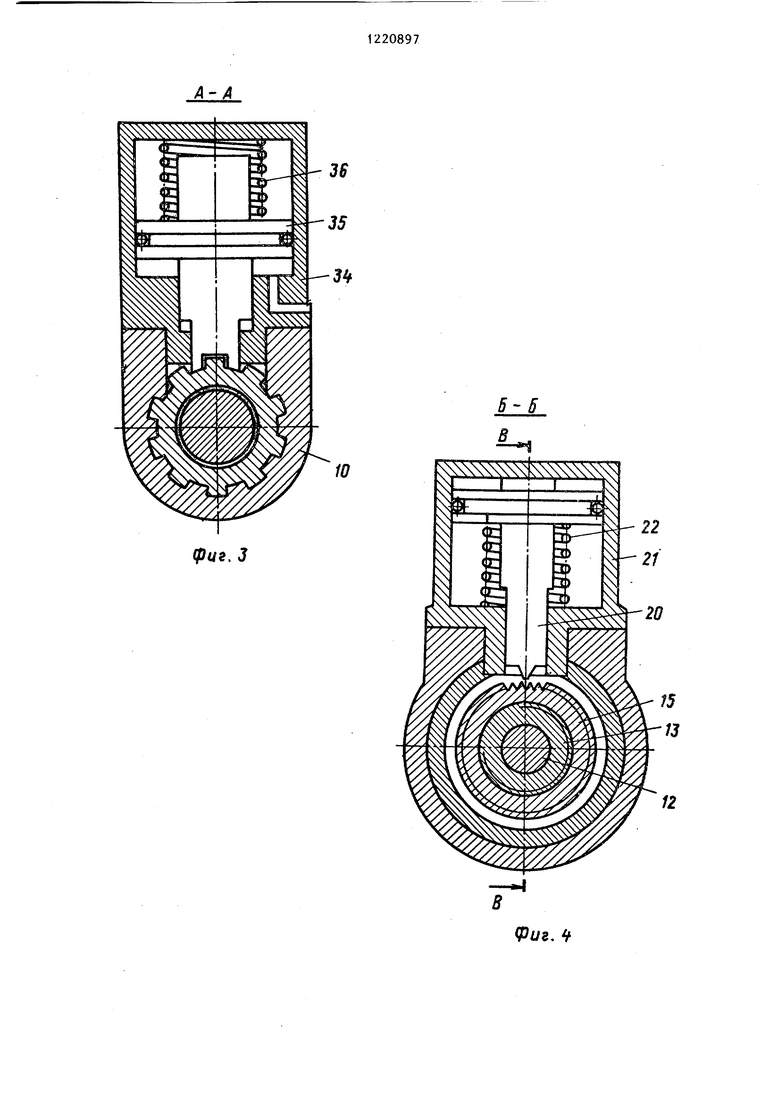
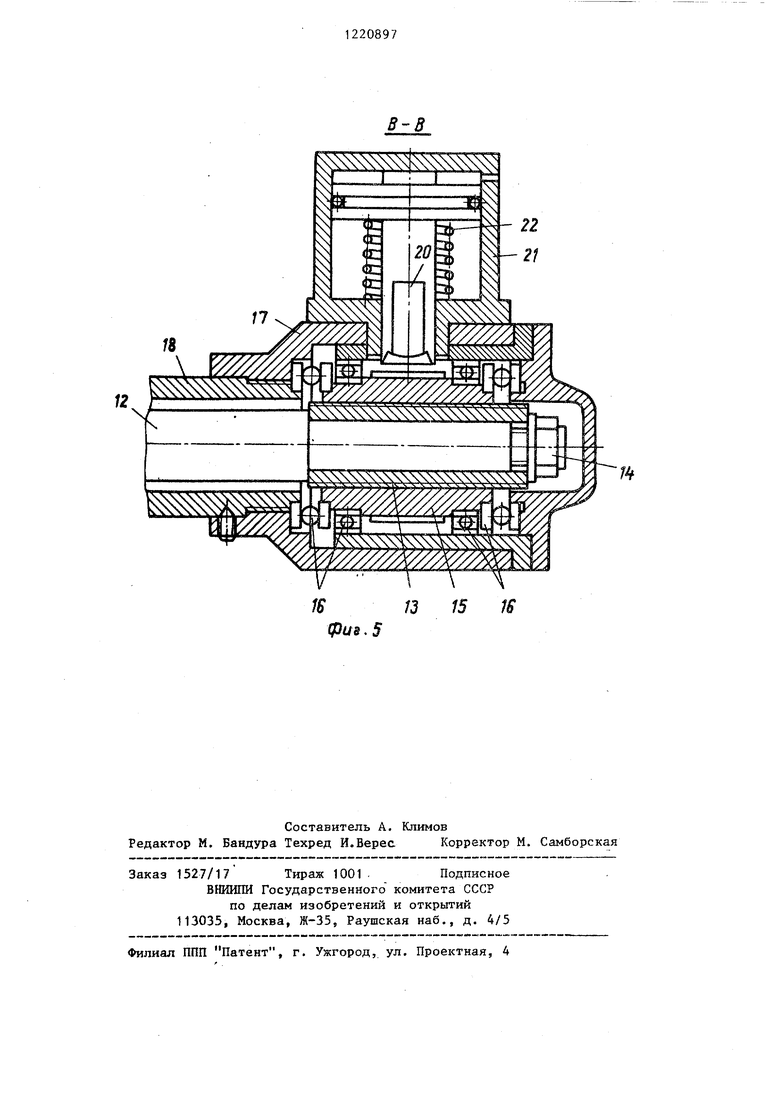
На фиг, 1 изображена кинематическая схема устройства; на фиг. 2 - узел формирования отверстия при обработке детали инструментом пробойник-метчик; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг, ,
Устройство для обработки резьбовых отверстий состоит из подвижного корпуса 1, в котором установлен шпиндель 2 в подшипниковых опорах 3, и неподвижного основания 4. На переднем конце шпинделя крепится инструмент 5, а на заднем закреплена шестерня 6, которая соединена с шестернями-сателлитами 7 f установленными на водиле 8, которое смонтировано в подшипниковых опорах 9, закрепленных в корпусе планетарного редуктора 10. Шестерни-сателлиты 7 соединены с неподвижным колесом 11, находящимся в корпусе. Водило 8 выполнено заодно с валом
12,на конце которого установлен вин
13,закрепленный гайкой 14.
Винт 13 находится в соединении с гайкой 15, установленной с помощью шариковьк опор 16 в гильзе 17, которая закреплена на штоке 18 цилиндра 19. Другой конец штока выполнен пши-. цевым и находится в отверстии корпуса редуктора 10,
1220897
системой управления, шток которого размещен с возможностью взаимодействия со штоком цилиндра привода осевого перемещения.
На наружной поверхности гайки 15 выполнены шпицы, с помощью которых она фиксируется фиксатором 20, находящимся в цилиндре 21. Фиксатор 20
отжимается пружиной 22.
В средней части шпинделя 2 свободно установлена коническая шестерня 23, соединенная с конической шестерней 24, которая закреплена на одном конце валика 25, установленного в шариковых опорах 26, а на другом его конце закреплена сменная шестерня 27, соединенная со сменной шестерней 28, установленной на выходном валу электродвигателя 29,
На торцовой части шестерни 23 выполнены кулачки, контактирующие с кулачками муфты 30, установленной на шлицевом пояске шпинделя 2, Муфта 30
прижимается пружиной 31 и упирается в кольцо 32. Наружной конусной поверхностью муфта 30 контактирует с толкателем конечного выключателя 33. На корпусе редуктора 10 установлен цилиндр 34 со штоком 35, толкаемым пружиной 36. На неподвижном основании установлены шестерни 37 и 38, соединенные с рейкой 39. Обрабатываемая деталь 40 закреплена прихватами
41 в приспособлении 42.
На основании 4 установлен подвижный кронштейн 43 с втулкой 44. Кронштейн 43 перемещается штоком 45 цилиндра 46, в правой полости которого
размещена пружина 47. Ход кронштейна 43 ограничен упорами 48.
На корпусе 1 установлены кулачки 49, 50 и 51, нажимающие на конечные выключатели 52, 53 и 54, а также упоры 55, 56, управляющие работой золотников 57, 58.
На основании 4 закреплены золот- йик 59, управляющий работой гидроцилиндра 19, дроссель 60 и золотник 61,
управляющий работой цилиндров 21, 34 и 46.
.-10
20
Устройство работает следующим образом.
Первый sapHaHV. При обработке инструментом сверло-метчик необходим рабочий цикл - быстрый, подвод инструмента, медленная рабочая подача с быстровращающимся инструментом (.процесс сверления), подача с шагом резь- бонарезания с меньшей скоростью вра щения, реверсирование до полного выхо да резьбонарезной части инструмента из детали и быстрый отвод неподвижного инструмента.
Этот цикл обеспечивается следующей работой устройства.
Включается гидропривод, подается команда на включение высокоскоростной ступени электродвигателя 29 и золотника 59. Жидкость поступает в правую полость цилиндра t9. Шток 18 через гайку 15, винт 13 и вал 12 двигает корпус 1 влево. При этом электродви- гатель 29 через сменные шестерни 27 и 28, конические шестерни 23, 24 и кулачковую муфту 30 передает вращение шпинделю 2, а тот инструменту 5. Происходит быстрый подвод инструмента 5 к детали 40. При этом цилиндр 46 отключен и кронштейн 43 находится в крайнем левом положении.
Фиксатор 20 отведен от гайки 15, и вал 12 с винтом 13 и гайкой 15 свободно вращаются в опорах 16.
Пройдя определенное расстояние, упор 56 нажимает на золотник 58, масло из сливной магистрали проходит через дроссель 60. Происходит рабочая подача сверления.
Упор 55, пройдя определенное расстояние, нажимает на золотник 57, запирая сливную полость. Корпус 1 останавливается, кулачок 49 нажимает на конечный выключатель 52. При этом включается вторая (замедленная) скорость электродвигателя 29 и включается золотник 61. Жидкость от золотника 61 поступает в нижнюю полость цилиндра 34 и верхнюю - цилиндра 21.
Шток 35 цилиндра 34 отпускает шток 18 цилиндра 19, а фиксатор 20 цилиндра JQ 21 фиксирует гайку 15. Шпиндель 2 через шестерню 6, шестерни-сателлиты 7, неподвижное колесо 11 передает вращение валу 12, который через винт 13 и гайку 15 сообщает корпусу 1 осевое перемещение. Шток .18 выходит из корпуса редуктора 10. Происходит процесс нарезания резьбы.
45
55
30
35
40
10
20
JQ 208974
Отношение-шестерни 6 к колесу 11 равно , следовательно шаг винтовой пары 13 и 15 больше шага нарезаемой резьбы в 5 раз, что позволяет увеличить износостойкость БИНТОВОЙ пары и выполнить ее в соответствии с ГОСТ 9484-73 или ГОСТ 9150-59.
В конце хода кулачок 50 нажимает на конечный выключатель 53. Подается команда на реверс электродвигателя 29. Вал 12 и винт 13 начинают вращаться в обратную сторону, двигая корпус 1 вправо. При этом щток 18 своей шлицевой частью входит в корпус редуктора 10. Кулачок 51, закрепленный на штоке 18, нажимает на конечный выключатель 54. Упоры 55 и 56 отходят от золотников 57 и 58. В этом случае отключается электродвигатель 29 и золотники 61 и 59. Жидкость перестает поступать в цилиндры 21 и 34. В этом случае пружина 22. отводит фиксатор 20 от гайки 15, а пружина 36 толкает шток 35, стопоря шток 18. Одновременно отключается золотник 59. Жидкость поступает в левую полость Ц11линдра 19. Корпус 1 отводится в крайнее правое положение. Цикл работы закончен.
Второй вариант. При обработке инструментом пробойник-метчик необходим рабочий цикл - быстрый подвод неподвижного инструмента, при котором производится пробивка отверстия с последующим вращением инструмента и подачей резьбонарезания, затем реверсирование до полного выхода резьбовой части инструмента из обрабатываемой детали и быстрый отвод с невращающимся инструментом.
Этот цикл обеспечивается следующей работой устройства.
Включается гидропривод. Жидкость поступает в левую полость цилиндра 19 45 и левую полость цилиндра 46. Шток 45, сжимая пружину 47, двигается вправо, смещая кронштейн 43 с втулкой 44 до упора 48, при этом втулка 44 касается детали 40.
Подается команда на включение золотника 59. Жидкость поступает в правую полость цилиндра 19. Шток 18 через гайку 15, винт 13 и вал 12 двигает корпус 1 влево. Электродвига- 55 тель 29 отключен. Происходит б 1стрый подвод инструмента 5 к детали 40 и пробивка отверстия, после чего упоры 55 и 56 нажимают на золотники 57
30
35
40
и 58, корпус 1 останавливается. Одновременно кулачок 49 нажимает на конечный выключатель 52. Включается вторая (замедленная) скорость электродвигателя 29 и золотник 61.
Жидкость от золотника 61 перестает поступать в левую полость цилиндра 46, и пружина 47 толкает шток 45, а с ним и кронштейн 43 влево до упора 48 на расстояние Б, необходимое для выхода инструмента 5 при резьбо- нарезании. В то же время жидкость от золотника 61 поступает в нижнюю полость цилиндра 34 и верхнюю полость цилиндра 21. Шток 35 цилиндра ЗД, опускает шток 18 цилиндра 19, а фиксатор 20 цилиндра 21 фиксирует гайку 15. Идет процесс резьбонарезания, аналогичньй описанному в первом варианте.
В конце хода кулачок 50 нажимает на конечный выключатель 53. Подается команда на раверс электродвигателя 29 Вал 12 и винт 13 начинают вращаться в обратную сторону, двигая корпус 1 вправо. При этом, шток 18 , шли- цевой частью входит в корпус редуктора 10. Кулачок 51, закрепленный на штоке 18, нажимает на конечный вьж- лючатель 54, а упоры 55 и 56 отходят
от золотников 57 и 58. В этом случае отключаются э,лектродвигатель 29 и золотники 59 и 61.
Жидкость начинает поступать в левую полость цилиндра 46, двигая шток 45 с кронштейном 43 до упора 48. и перестает поступать в цилиндры 21 и 34. При этом пружина 22 отводит фиксатор 20 от гайки 15, освобождая ее, а
пружина 36 двигает шток 35, стопоря шток 18.
Одновременно жидкость поступает в левую полость цилиндра 19 и отврдит корпус 1 в крайнее правое положение. Цикл работы закончен.
Если в процессе работы произойдет поломка или затупление инструмента, т.е. крутя щий момент на шпинделе 2
резко возрастает, коническая шестерня 23, преодолевая усилие пружины 31, кулачками смещает муфту 30 вправо. При этом вращение шпинделя 2 прекращается. Муфта 30 конусной поверхностью
нажимает на толкатель коне чного выключателя 33, который дает команду на отключение работы устройства.
Винтовая пара 13, 15 является сменной Для нарезания резьбы с другим
шагом достаточно сменить ее.
§
дзив.2.
фиг. 3
5-6
12
(риг. 4
.I i 1 -„гя;
IB
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
| Устройство для ультразвуковой очистки деталей | 1985 |
|
SU1331596A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |
| Станок для доводки плоских поверхностей | 1985 |
|
SU1284803A1 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |

Составитель A. Климов Редактор М. Бандура Техред И.Верес Корректор М. Самборская
Заказ 1527/17 Тираж 1001 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Резьбонарезная головка | 1976 |
|
SU566690A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
