Изобретение относится к электротермическому оборудованию и может быть использовано для создания технологических линий непрерывной термообработки плоского проката цветных и черных металлов
Цель изобретения - повышение равномерности нагрева лент и экономичности в работе
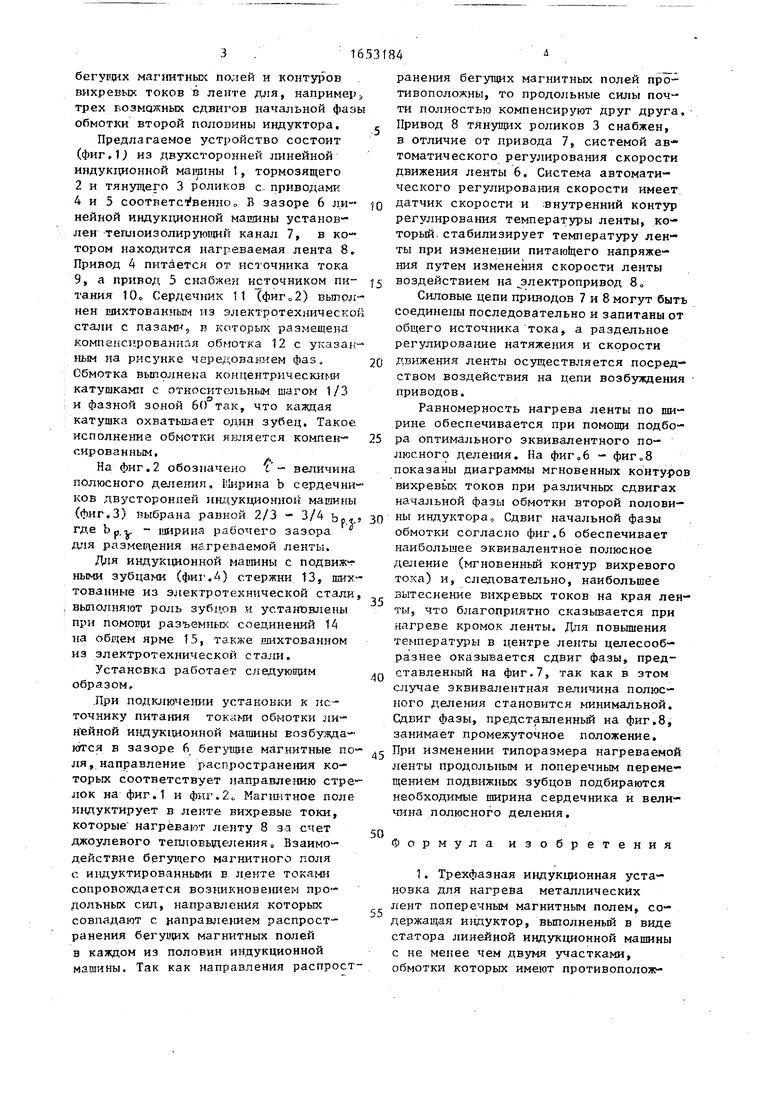
На фиг«1 схематически изображена установка трехфазного тока для нагрева листового проката металлов; на фиг.2 - сечение одного, например верхнего, сердечника двусторонней
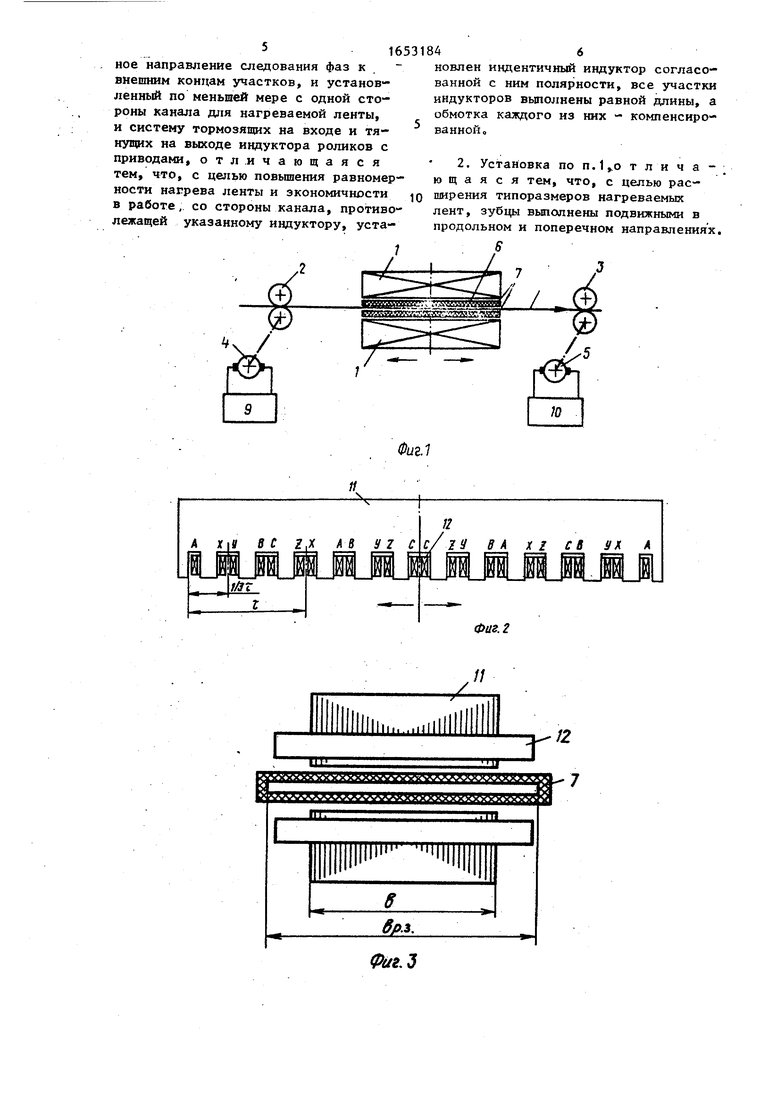
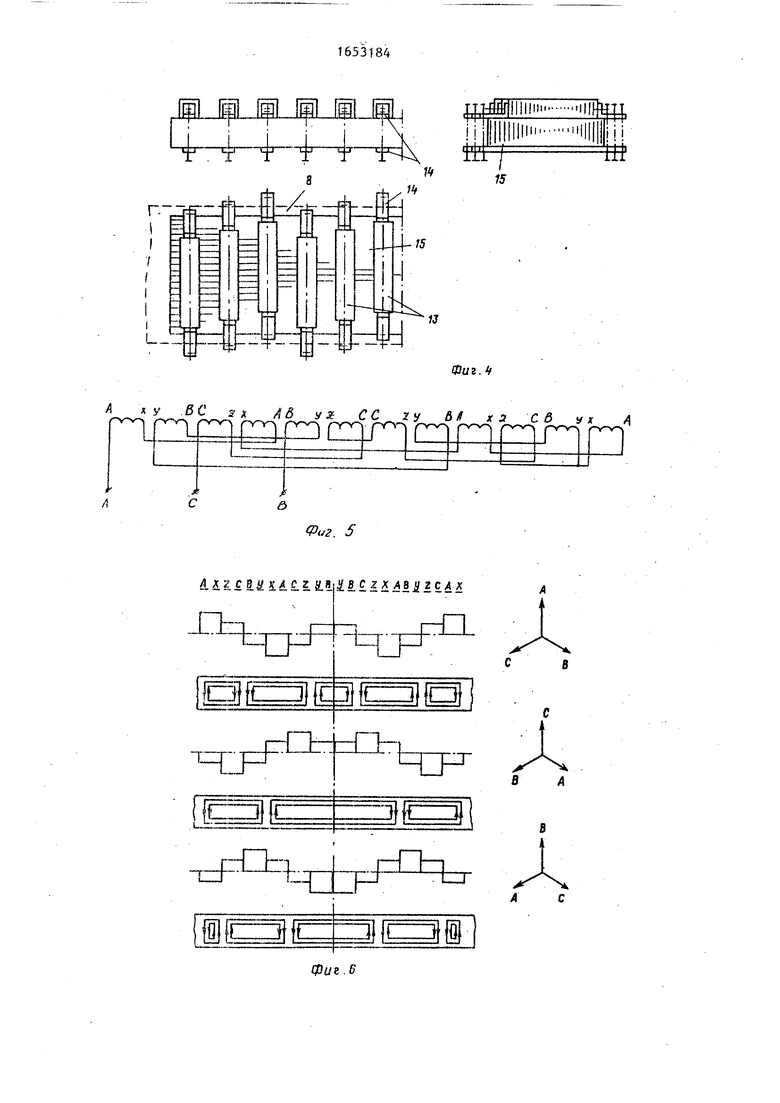
линейной индукционной машины с уложенной в пазы компенсирован- ной обмоткой катушечного типа и указанием следования фаз; на фиг.З - схематически изображено поперечное сечение, двустороннего линейного iиндуктора; на фиг.4 - схематическое исполнение одного, например нижнего, сердечника индукционной машины с подвижными зубцами; на фиг.5 - одна из возможных принципиальных электрических схем компенсированной обмотки катушечного типа; на фиг.6, 7, 8 - диаграммы мгновенных значений
О
сл
со
оо
4ь
бегущих магнитных полей и контуров вихревых токов в ленте для, например трех возможных сдвигов начальной фазы обмотки второй половины индуктора.
Предлагаемое устройство состоит (фиг.U из двухсторонней линейной индукционной магаины 1, тормозящего 2 и тянущего 3 роликов с приводами А и 5 соответственно „ В зазоре 6 ли- нейной индукционной машины установлен теплоизолирующий канал 7, в котором находится нагреваемая лента 8. Привод 4 питается от источника тока 9, а привод 5 снабжен источником пи- тания 10о Сердечник 11 ) выполнен шихтованным из электротехническо стали с пазами, в которых размещена комленснроваыпл обмотка 12 с указанным на рисунке чередованием фаз. Обмотка выполнена концентрическими катушками с относительным шагом 1/3 и фазной зоной 60 так, что каждая катушка охватывает один зубец. Такое исполнение обметки является компен- сированным.
На фиг.2 обозначено t - величина полюсного деления. Ширина b сердечников двусторонней индукционной машины (фиг.З) выбрана равной 2/3 - 3/4 Ьр, где b р. у - ширина раЬочего зазора для размещения нагреваемой ленты.
Для индукционной машины с подвижными зубцами (фиг.4) стержни 13, шихтованные из электротехнической стали выполняют роль зубцов и установлены при помощи разъемных соединений 14 на общем ярме 15, также шихтованном из электротехнической стали.
Установка работает следующим образом
При подключении установки к источнику питания токами обмотки линейной индукционной магаины возбуждаются в зазоре 6 бегущие магнитные по ля, направление распространения которых соответствует направлению стрелок на фиг.1 и фиг.2о Магнитное поле индуктирует в ленте вихревые токи, которые нагревают ленту 8 зл счет джоулевого тепловыделения. Взаимодействие бегущего магнитного поля с. и ндук тиров энными в ленте токами сопровождается возникновением продольных сил, направления которых совпадают с направлением распространения бегущих магнитных полей в каждом из половин индукционной машины. Так как направления распрост
5 0 5
0
.
с -Q
5
5
ранения бегущих магнитных полей противоположны, то продольные силы почти полностью компенсируют друг друга. Привод 8 тянущих роликов 3 снабжен, в отличие от привода 7, системой автоматического регулирования скорости движения ленты 6. Система автоматического регулирования скорости имеет датчик скорости и внутренний контур регулирования температуры ленты, который стабилизирует температуру ленты при изменении питающего напряжения путем изменения скорости ленты воздействием на электропривод 8
Силовые цепи приводов 7 и 8 могут быть соединены последовательно и запитаны от общего источника тока, а раздельное регулирование натяжения и скорости движения ленты осуществляется посредством воздействия на цепи возбуждения приводов.
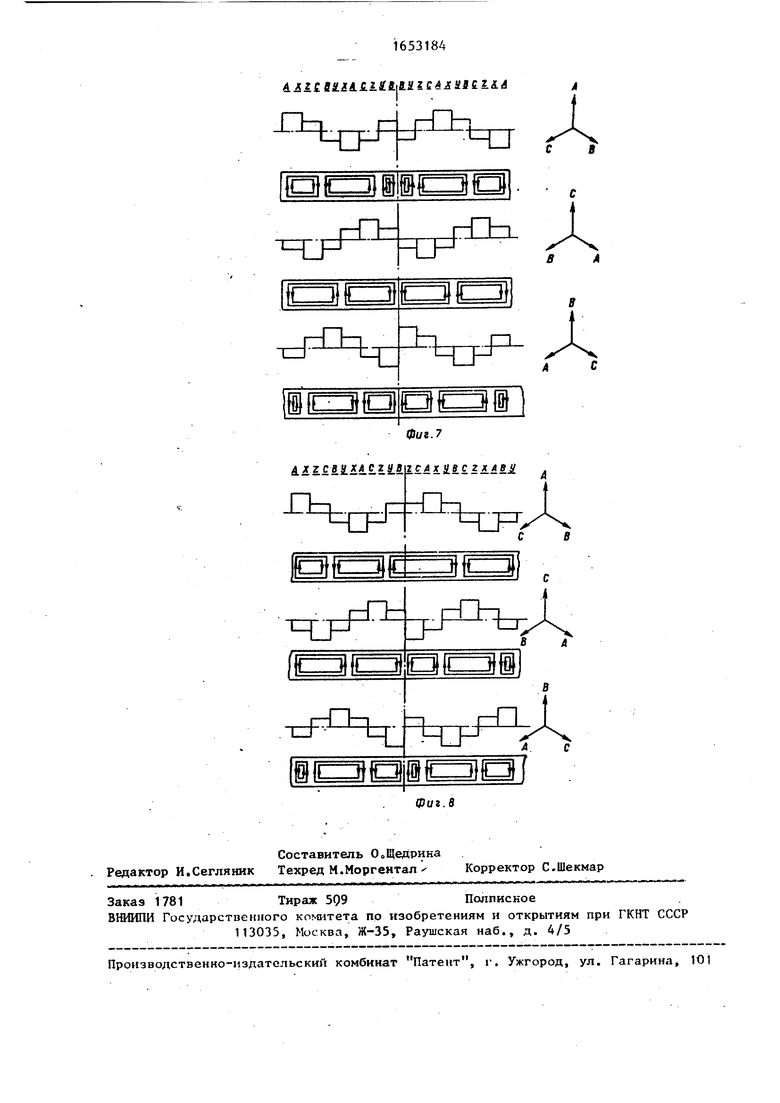
Равномерность нагрева ленты по ширине обеспечивается при помощи подбора оптимального эквивалентного полюсного деления. На фиг.6 - фиг„8 показаны диаграммы мгновенных контуров вихревых токов при различных сдвигах начальной фазы обмотки второй половины индуктора„ Сдвиг начальной фазы обмотки согласно фиг.6 обеспечивает наибольшее эквивалентное полюсное деление (мгновенный контур вихревого точа) и, следовательно, наибольшее ьытеснение вихревых токов на края ленты, что благоприятно сказывается при нагреве кромок ленты. Ятя повышения температуры в центре лепты целесообразнее оказывается сдвиг фазы, пред- гавленьый на фиг. 7, так как в этом случае эквивалентная величина полюсного деления становится минимальной. Сдвиг фазы, представленный на фиг.8, занимает промежуточное положение. При изменении типоразмера нагреваемой ленты продольным и поперечным перемещением подвижных зубцов подбираются необходимые ширина сердечника и величина полюсного деления.
Формула изобретения
1. Трехфазная индукционная установка для нагрева металлических лент поперечным магнитным полем, содержащая индуктор, выполненый в виде статора линейной индукционной машины с не менее чем двумя участками, обмотки которых имеют противополож-
ное направление следования фаз к внешним концам участков, и установленный по меньшей мере с одной стороны канала для нагреваемой ленты, и систему тормозящих на входе и тянущих на выходе индуктора роликов с приводами, отличающаяся тем, что, с целью повышения равномерности нагрева ленты и экономичности в работе, со стороны канала, противолежащей указанному индуктору, уста
новлен индентичный индуктор согласованной с ним полярности, все участки индукторов выполнены равной длины, а обмотка каждого из них - компенсированной,
2. Установка поп.1котлича- ю щ а я с я тем, что, с целью расширения типоразмеров нагреваемых лент, зубцы выполнены подвижными в продольном и поперечном направлениях.
6
/ /
ef
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2079980C1 |
| Индуктор линейного асинхронного электродвигателя | 1979 |
|
SU875550A1 |
| ЛИНЕЙНЫЙ АСИНХРОННЫЙ ДВИГАТЕЛЬ | 2019 |
|
RU2733268C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2018 |
|
RU2708036C1 |
| Индуктор для индукционного нагрева металлической полосы бегущим магнитным полем | 1989 |
|
SU1753628A1 |
| ЛИНЕЙНЫЙ АСИНХРОННЫЙ ДВИГАТЕЛЬ | 2001 |
|
RU2211524C2 |
| Индукционный нагреватель ферромагнитных деталей типа плиты | 1982 |
|
SU1072293A1 |
| Индукционный лоток | 1973 |
|
SU498093A1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2656193C2 |
| Индуктор линейного асинхронного двигателя | 1983 |
|
SU1130976A1 |
Изобретение - относится к электротермическому оборудованию и предназначено для использования в технологических линиях непрерывной термообработки плоского проката цветных и черных металлов. Целью изобретения является повышение равномерности нагрева лент и экономичности в работе. Устройство содержит двустороннюю линейную индукционную машину 1, тормозящие 2 и тянущие 3 ролики с приводами 4 и 5. В зазоре 6 установлен теплоизолирующий канал 7, в котором проходит нагреваемая лента 8. Привод 4 питается от источника 9 тока, а привод 5 снабжен источником 10 питания Обмотки половин индукционной машины выполнены компенсированными и имеют противоположные напряжения следования фаз, за счет чего направления распространения бегущих магнитных полей противоположны, а продольные силы полностью компенсируют друг друга. Таким образом повышается равномерность нагрева лент и экономичность установки в работе. 1 з.па ф-лы, 8 ил. г (Л
А В С 2 X А 8 У 2 С
UXL
1
-1Ш
12
С/2 У В К XI СИ УХ А
LUT
Г
2
зоооооооооооооооод.
он.
в
бр.з. Фиг.Ъ
Ф Ф Т
У.б Сг Д Л Ј У С С г у С&
гл
m
Фиг. 5
Фиг. В
75
Фиг. 4
у С&
УХ/1
| П |ГПГ01
св
ВА
АС
а
iGii
A zЈiiЈiЈ..a.itlЈiЈЈiЈz.i
ГВ
ВА
Q
4С
ЕЗ
| Насосно-эжекторная установка | 1988 |
|
SU1513241A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ВОДКА ОСОБАЯ "ВЕЛИКИЙ КНЯЗЬ ВЛАДИМИРСКИЙ" | 1998 |
|
RU2144948C1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
