Изобретение относится к области деревообработки и может быть использовано в производстве строганого шпона
Цель изобретения - увеличение качественного и количественного выхода строганого шпона
Отличительной особенностью предлагаемого способа гидротермообработки яв ляегся равномерное распределение тепла по всему объему ванчеса, т.е под воздействием предварительного прогрева ванчесов при 40°С поры имеющиеся в древесине, расширяются, волокна размягчаются, а при дальнейшей их проварке при 90-95°С достэ- точно хорошо выделяется лигнин, древесина хорошо пластифицируется по всему объему вдоль всей длины, в центральной ее точке В результате чего происходит снижение твердости в центре ванчесов до 36,0
Н/мм что вполне является оп-имальнтй для снятия шпона
При тнердогти ниже J6 0 Н/мм увеличивается количество отходов происходит скручивание шпона при сушке в роликовых сушилках
На основании экспериментальных дан ных получена формула линейной регрессии твердости в зависимости от изменения температуры в центральной точке ванчеса
В 62 086 0 303 Т где В - твердость древесины
Т - температура в центре ванчеса
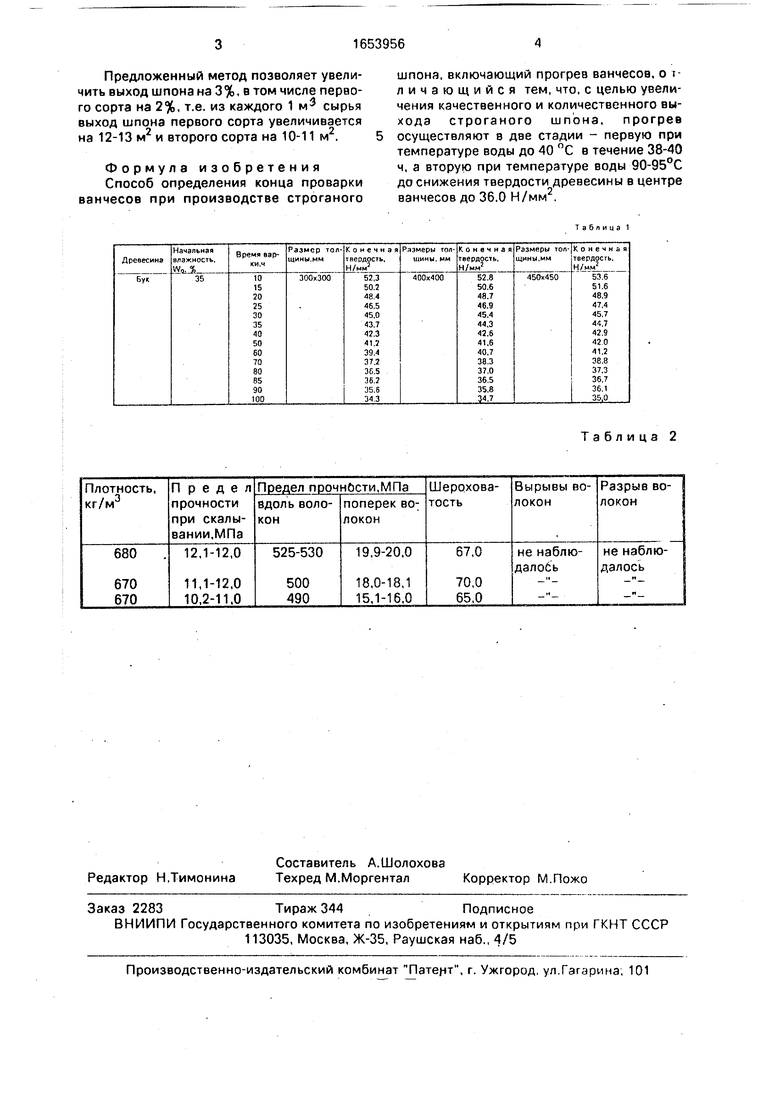
В табл 1 приведены дчнные по изменению твердости ванчегрв при варке с пред верительным про1ррвом а в табл 2- показатели физико механических свойств строганого шпона
|(
сл
CJ
ю сл о
Предложенный метод позволяет увеличить выход шпона на 3%, в том числе первого сорта на 2%, т.е. из каждого 1 м сырья выход шпона первого сорта увеличивается на 12-13 м2 и второго сорта на 10-11 м2.
Формула изобретения Способ определения конца проварки ванчесов при производстве строганого
шпона, включающий прогрев ванчесов, о i- личающийся тем, что, с целью увеличения качественного и количественного выхода строганого шпона, прогрев осуществляют в две стадии - первую при температуре воды до 40 °С в течение 38-40 ч, а вторую при температуре воды 90-95°С до снижения твердости древесины в центре ванчесов до 36.0 Н/мм2.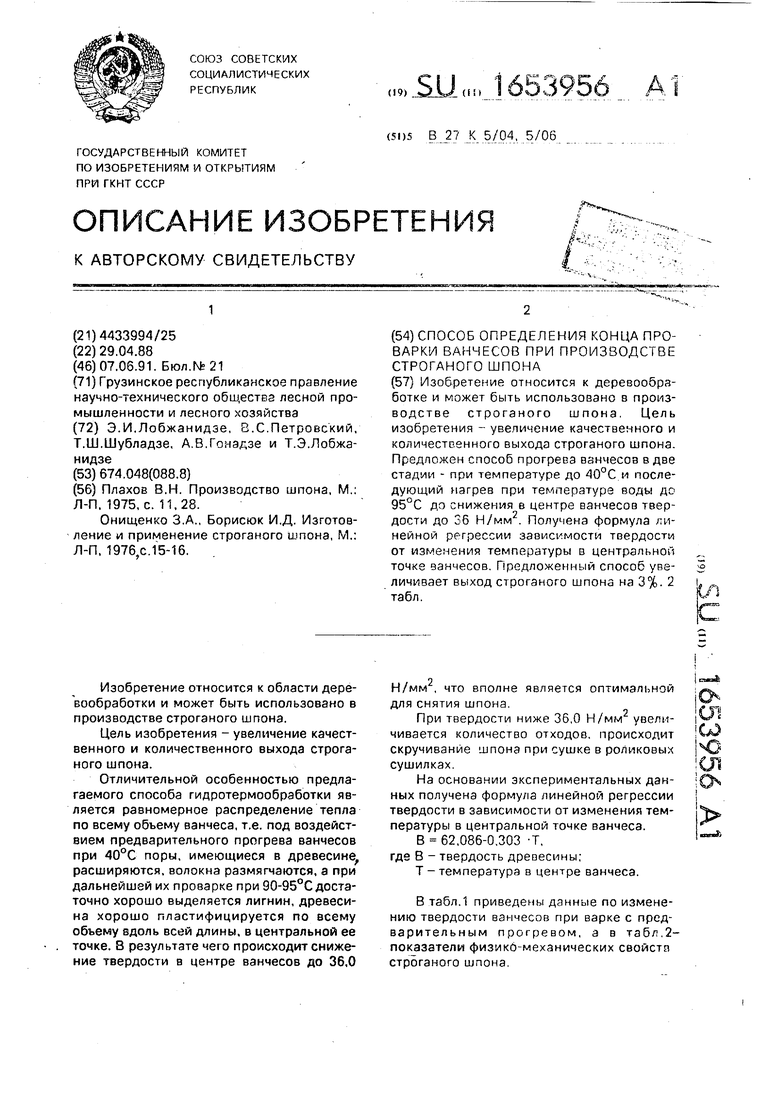
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для проварки ванчесов | 1988 |
|
SU1662854A1 |
| Способ определения конца проварки ванчесов при производстве строганого шпона | 1989 |
|
SU1728004A2 |
| Способ гидротермообработки древесины | 1987 |
|
SU1412953A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНОГО ШПОНА ИЗ КОРОТКОМЕРНЫХ ОТХОДОВ ВАНЧЕСОВ | 2016 |
|
RU2624285C1 |
| Способ изготовления строганого шпона | 1987 |
|
SU1498615A1 |
| Способ гидротермообработки древесины лиственницы | 1982 |
|
SU1087334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2005 |
|
RU2361730C2 |
| АКУСТИЧЕСКИЙ МАТЕРИАЛ ДЛЯ РЕЗОНАНСНЫХ ДЕК МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2357300C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ РЫБЫ ГОРЯЧЕГО КОПЧЕНИЯ | 2006 |
|
RU2320180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОГАНОГО ШПОНА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2090358C1 |
Таблица 1
Таблица 2
| Плахов В Н Производство шпона М Л-П, 1975, с 11,28 Онищеню 3 А Борисюк И Д Изготовление и применение строганого пиона, ,М Л-П, 1976,с 15-16 |
