Изобретение относится к упаковочной технике, в частности к способам формирования потока из заданного количества изделий, поступающих на позицию укладки изделий в тару.
Цель изобретения - исключение деформаций изделий и повышение производительности.
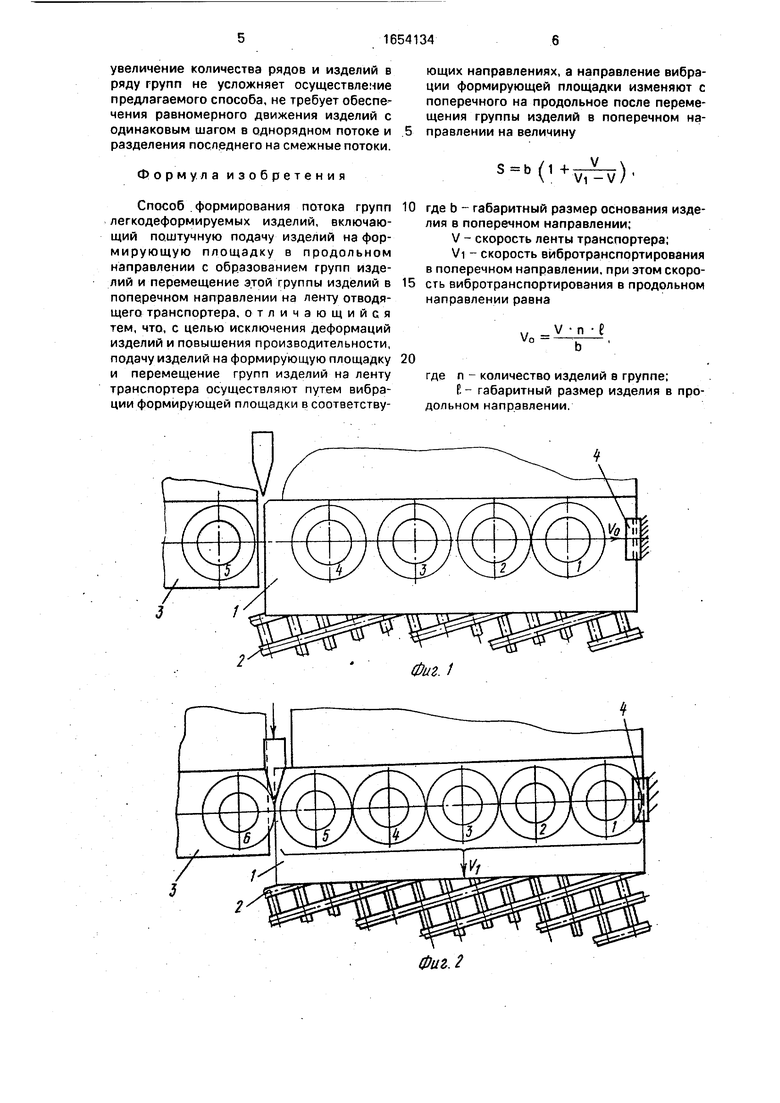
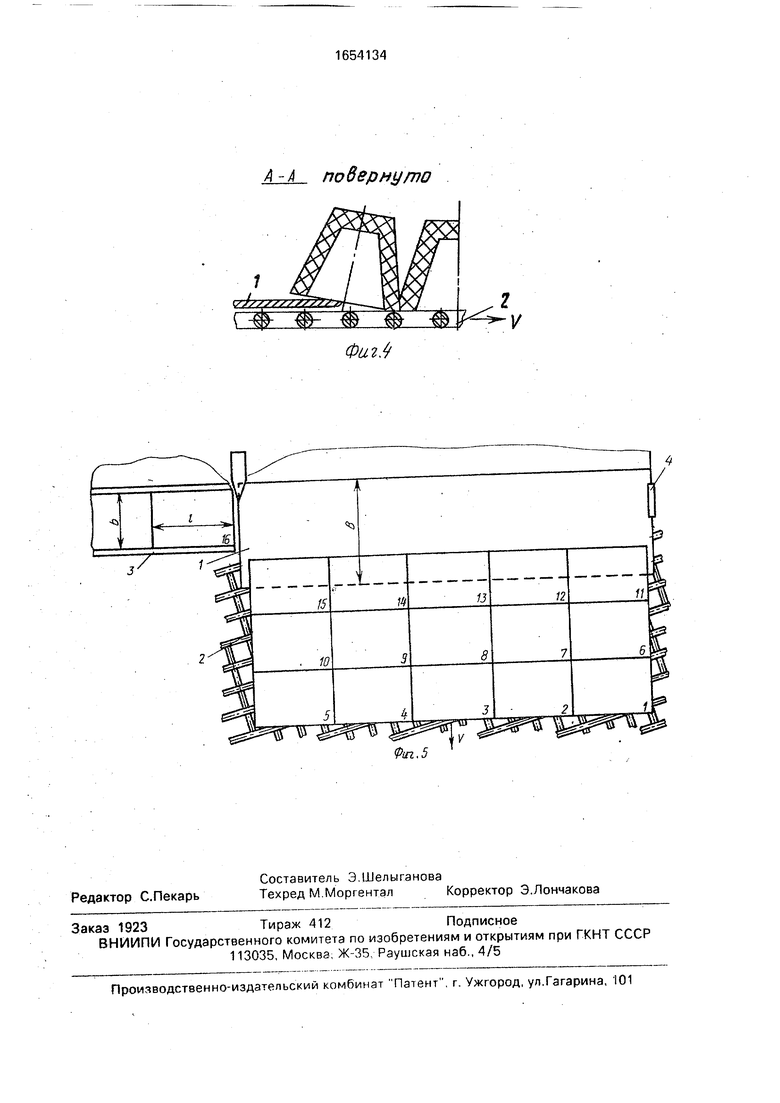
На фиг.1 показана конечная стадия однорядного потока изделий типа тел вра- щения; на фиг.2 - начальная стадия формирования потока групп изделий (начало схода изделий на ленту транспортера); на фиг.З - стадия схода на ленту транспортера группы изделий типа тел вращения; на фиг.4 - разрез А-А на фиг.З; на фиг.5 - стадия схода на ленту транспортера группы изделий типа параллелепипеда.
Способ формирования потока групп легкодеформируемых изделий включает в себя поштучную подачу изделий на формирующую площадку 1 в продольном направлении с образованием групп изделий и перемещение этих групп изделий в поперечном направлении на ленту 2 отво- дящего транспортера, осуществляемые путем вибрации формирующей площадки 1 в соответствующих направлениях. При этом направление вибрации изменяют с поперечного на продольное после перемещения группы изделий в поперечном направлении на величину
-(
1 +
V
Vi -V
где b - габаритный размер основания изделия в поперечном направлении;
V - скорость ленты транспортера;
Vi - скорость вибротранспортирования в поперечном направлении.
Скорость вибротранспортирования в продольном направлении равна
V0
V п
где п - количество изделий в группе;
Е - габаритный размер изделия в продольном направлении.
Пример. Изделия однорядного потока в начальной стадии перемещаются по прямолинейной траектории в продольном направлении со скоростями, несколько отличающимися численно от средней ско- рости их движения Vo, расстояния между двумя соседними движущимися изделиями могут быть разными. Изделия поштучно подаются с транспортера 3 на формирую5
10 15
0 5 0
5
0
5
0
5
щую площадку 1, служащую рабочим органом вибротранспортера. По мере накопления изделий на формирующей площадке 1 и подходу их к упору 4 изделия располагаются друг за другом, соприкасаясь своими граничными поверхностями, скорости изделий гасятся до нуля (V0 0).
При накоплении п последовательно расположенных изделий (в данном случае пять изделий), расположенных в одну линию и зафиксированных счетчиком подается команда отсекателю и п + 1 (шестое) изделие отсекается от группы п изделий, затем производится переключение направления вибрации с продольного на поперечное формирующей площадки, перпендикулярное к первоначальному со скоростью Vi.
После схода половины габаритного размера основания каждого изделия группы с формирующей площадки 1 изделия сформированной группы наклоняются в сторону их перемещения и своим нижним передним краем касаются ленты 2 транспортера. В момент касания подается команда отсекателю и последний освобождает путь изделиям следующей группы на формирующую площадку 1. Одновременно с этим производится переключение направления вибрации с поперечного на продольное формирующей площадки со средней скоростью V0.
Изделия сформированной группы, половина габаритного размера основания которых сошла с формирующей площадки 1, увлекаются лентой 2 транспортера в направлении ее движения. Дальше эти изделия в составе многорядного потока совместно с лентой 2 транспортера перемещаются со скоростью V.
Соотношение скоростей однослойных однорядного потока изделий и многорядного потока групп изделий выбирают из условия обеспечения плотного заполнения изделиями площади движущейся, ленты транспортера.
Заданное соотношение скоростей перемещения изделий однорядного потока и групп изделий многорядного потока обеспечивается соответствующими соотношением скоростей перемещения формирующей площадки 1 и транспортера 3, а также скоростью ленты 2 транспортера,на которую передается сформированный многорядный поток, не имеющий пропусков между группами изделий.
Предлагаемый способ позволяет формировать поток одинаковых групп легкодеформируемых изделий с практически неограниченными количествами рядов в группе и изделий в ряду группы, при этом
увеличение количества рядов и изделий в ряду групп не усложняет осуществление предлагаемого способа, не требует обеспечения равномерного движения изделий с одинаковым шагом в однорядном потоке и разделения последнего на смежные потоки
Формула изобретения
Способ формирования потока групп легкодеформируемых изделий, включающий поштучную подачу изделий на формирующую площадку в продольном направлении с образованием групп изделии и перемещение этой группы изделий в поперечном направлении на ленту отводящего транспортера, отличающийся тем, что, с целью исключения деформаций изделий и повышения производительности подачу изделий на формирующую площадку и перемещение групп изделий на ленту транспортера осуществляют путем вибрации формирующей площадки в соответствующих направлениях, а направление вибрации формирующей площадки изменяют с поперечного на продольное после перемещения группы изделий в поперечном направлении на величину
где b - габаритный размер основания изделия в поперечном направлении;
V - скорость ленты транспортера- vi - скорость вибротранспортирования в поперечном направлении, при этом скоро- сть вибротранспортирования в продольном направлении равна
V0
где п - количество изделий в группе;
Р. - габаритный размер изделия в продольном направлении.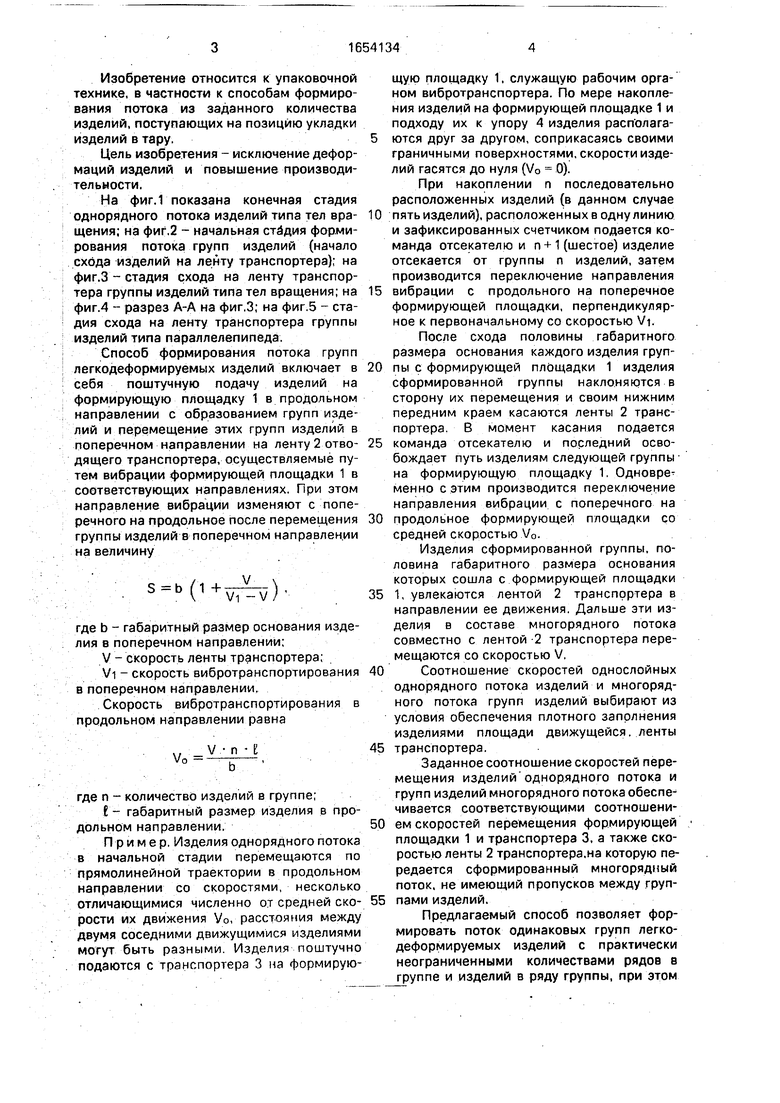
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для порционирования и укладки рыбы в банки | 1983 |
|
SU1220604A1 |
| Устройство для ориентации и поштучной выдачи изделий | 1978 |
|
SU747785A1 |
| КАНАТНЫЙ ТРАНСПОРТЕР-РАСКЛАДЧИК ДЛЯ ПОШТУЧНОЙ ПОДАЧИ КАМЕННОГО МАТЕРИАЛА В ЗОНУ СЕПАРАЦИИ | 2000 |
|
RU2198128C2 |
| Устройство для ориентации и подачи изделий | 1980 |
|
SU1030271A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ РЕЛЬСОВЫХ ПОДКЛАДОК ИЗ НАВАЛА | 1998 |
|
RU2152346C1 |
| Устройство для порционирования иукладки рыбы в банки | 1973 |
|
SU509272A1 |
| РАЗМОЛЕВОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2186720C1 |
| ПЕРЕГРУЗОЧНО-ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ ГОРНОЙ МАССЫ В ПОКУСКОВОМ РЕЖИМЕ | 2001 |
|
RU2204517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ И МАРКИРОВАННЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2435429C2 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ УПАКОВОЧНЫХ ЕДИНИЦ | 2012 |
|
RU2564390C1 |
Изобретение относится к упаковочной технике, в частности, к способам формирования потока из заданного количества изделий, поступающих на позицию укладки изделий в тару. Цель изобретения - исключение деформаций изделий и повышение производительности. Способ формирования потока групп легкодеформируемых из- делий включает в себя поштучную подачу изделий на формирующую площадку 1 в продольном направлении с образованием групп изделий и перемещение этой группы изделий в поперечном направлении на ленту 2 отводящего транспортера, осуществля- емые путем вибрации формирующей площадки 1 в соответствующих направлениях. Способ позволяет формировать поток из групп легкодеформируемых изделий, поскольку перемещение изделий происходит под действием вибрации, направление которой изменяют заданным образом. 5 ил. (Л С о ел Јь ы 4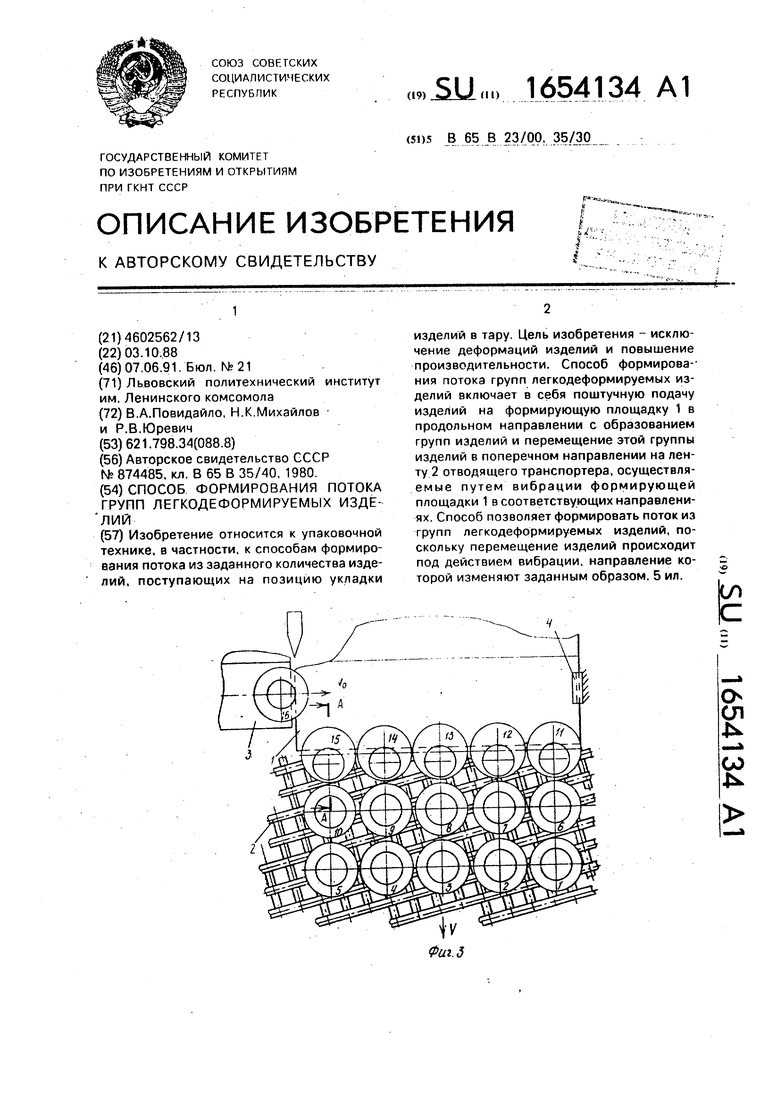
Фиг. /
Фиг. 2
А -А повернуто
Фиг 4
Рип..5
| Устройство для подачи изделий к упаковочным машинам | 1980 |
|
SU874485A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
