Изобретение относится к оборудованию транспорта, а именно к ставам ленточных конвейеров.
Целью изобретения является повышение надежности работы конвейера при транспортировании токопроводящих грузов.
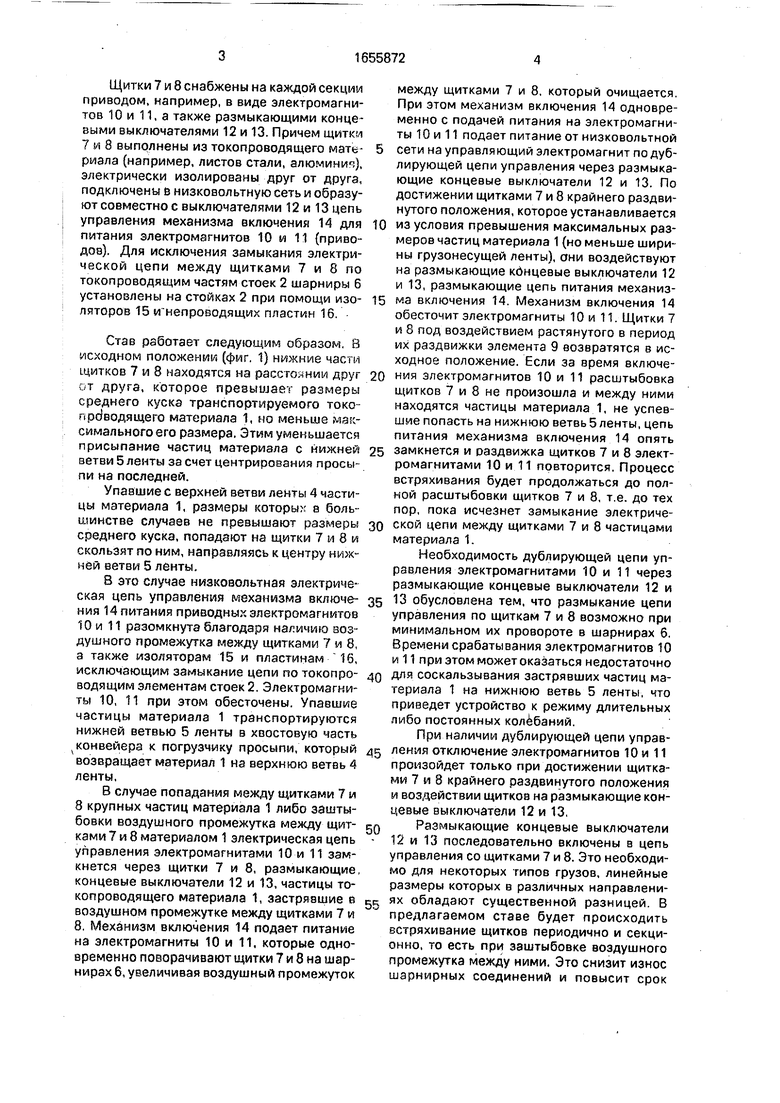
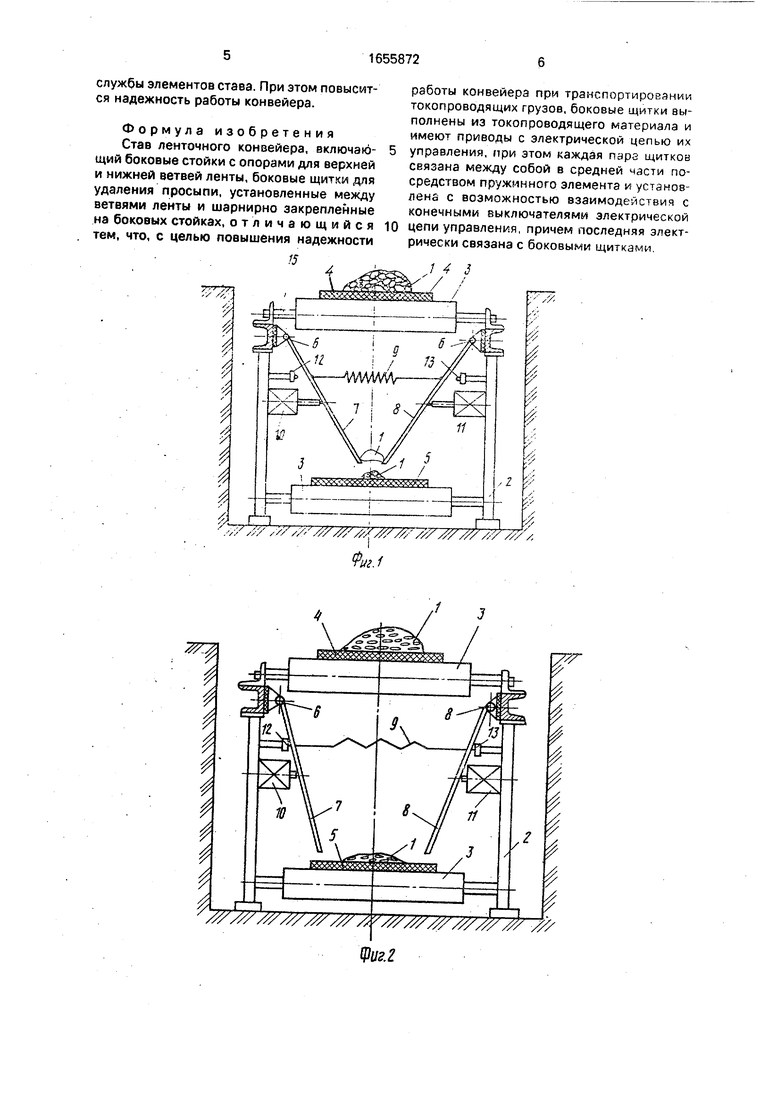
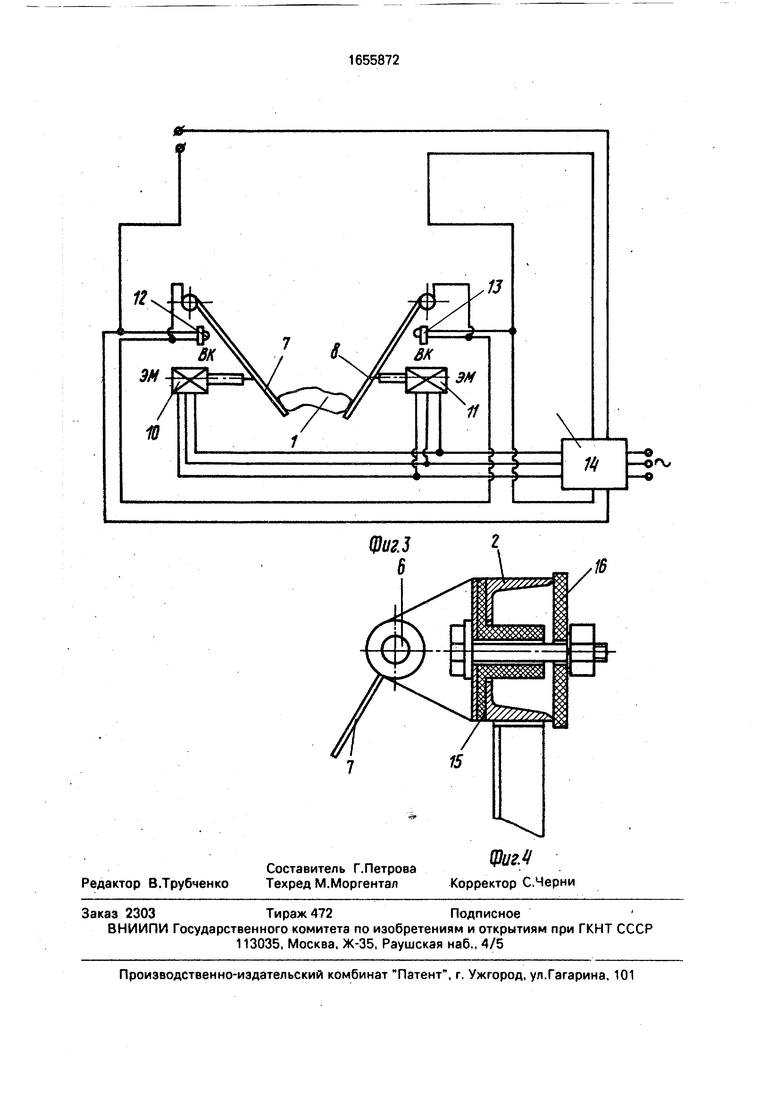
На фиг. 1 показано поперечное сечение става до встряхивания щитков; на фиг. 2 - то же, при встряхивании щитков; на фиг. 3 -4 электрическая цепь управления приводов для щитков; на фиг. 4 - установка шарниров щитков на боковых стойках конвейера.
Предлагаемый став предназначен для установки на ленточных конвейерах, транспортирующих токопроводящий материал 1, и состоит из боковых стоек 2 с опорами 3 для верхней 4 и нижней 5 ветвей ленты, которые
могут быть выполнены в виде роликов, либо опор скольжения. На стойках 2 при помощи шарниров 6 подвешены боковые щитки 7 и 8 в вид секций, установленных вдоль конвейера. Щитки 7 и 8 размещены между ветвями 4 и 5 ленты и служат для удаления просыпи. Щитки расположены симметрично относительно оси конвейера и расстояние между ними больше размера среднего куска транспортируемого материала, однако меньше ширины ленты. Между средними частями щитков 7 и 8 установлены соединяющие их пружинные гибкие элементы 9 для возврата щитков 7 и 8 в исходное положение. Элементы 9 выполнены, например, в виде резиновых амортизаторов для исключения замыкания через них электрической цепи между щитками 7 и 8.
О
ел
(Л 00 vj Ю
Щитки 7 и 8 снабжены на каждой секции приводом, например, в виде электромагнитов 10 и 11, а также размыкающими концевыми выключателями 12 и 13. Причем щитки
7м 8 выполнены из токопроводящего мать- риала (например, листов стали, алюминии), электрически изолированы друг от друга, подключены в низковольтную сеть и образуют совместно с выключателями 12 и 13 цепь управления механизма включения 14 для питания электромагнитов 10 и 11 (приводов). Для исключения замыкания электрической цепи между щитками 7 и 8 по токопроводящим частям стоек 2 шарниры В установлены на стойках 2 при помощи изоляторов 15 и непроводящих пластин 16,
Став работает следующим образом. 8 исходном положении (фиг. 1) нижние части щитков 7 и 8 находятся на расстоянии друг ит друга, которое превышает размеры среднего куска транспортируемого токо- про одящего материала 1, но меньше максимального его размера. Этим уменьшается присыпание частиц материала с нижней ветви 5 ленты за счет центрирования просы- пи на последней.
Упавшие с верхней ветви ленты 4 частицы материала 1, размеры которых в большинстве случаев не превышают размеры среднего куска, попадают на щитки 7 и 8 и скользят по ним, направляясь к центру нижней ветви 5 ленты.
В это случае низковольтная электрическая цепь управления механизма включения 14 питания приводных электромагнитов 10 и 11 разомкнута благодаря наличию воздушного промежутка между щитками 7 и 8, а также изоляторам 15 и пластинам 16, исключающим замыкание цепи по токопроводящим элементам стоек 2. Электромагниты 10, 11 при этом обесточены. Упавшие частицы материала 1 транспортируются нижней ветвью 5 ленты в хвостовую часть v конвейера к погрузчику просыпн, который возвращает материал 1 на верхнюю ветвь 4 ленты,
В случае попадания между щитками 7 и
8крупных частиц материала 1 либо зашты- бовки воздушного промежутка между щитками 7 и 8 материалом 1 электрическая цепь управления электромагнитами 10 и 11 замкнется через щитки 7 и 8, размыкающие концевые выключатели 12 и 13, частицы токопроводящего материала 1, застрявшие в воздушном промежутке между щитками 7 и 8. Механизм включения 14 подает питание на электромагниты 10 и 11, которые одновременно поворачивают щитки 7 и 8 на шарнирах 6, увеличивая воздушный промежуток
между щитками 7 и 8, который очищается. При этом механизм включения 14 одновременно с подачей питания на электромагниты 10 и 11 подает питание от низковольтной
сети на управляющий электромагнит по дублирующей цепи управления через размыкающие концевые выключатели 12 и 13. По достижении щитками 7 и 8 крайнего раздвинутого положения, которое устанавливается
0 из условия превышения максимальных размеров частиц материала 1 (но меньше ширины грузонесущей ленты), они воздействуют на размыкающие концевые выключатели 12 и 13, размыкающие цепь питания механиз5 ма включения 14. Механизм включения 14 обесточит электромагниты 10 и 11. Щитки 7 и 8 под воздействием растянутого в период их раздвижки элемента 9 возвратятся в исходное положение. Если за время включе0 ния электромагнитов 10 и 11 расштыбовка щитков 7 и 8 не произошла и между ними находятся частицы материала 1, не успевшие попасть на нижнюю ветвь 5 ленты, цепь питания механизма включения 14 опять
5 замкнется и раздвижка щитков 7 и 8 электромагнитами 10 и 11 повторится. Процесс встряхивания будет продолжаться до полной расштыбовки щитков 7 и 8, т.е. до тех пор, пока исчезнет замыкание электриче0 ской цепи между щитками 7 и 8 частицами материала 1.
Необходимость дублирующей цепи управления электромагнитами 10 и 11 через размыкающие концевые выключатели 12 и
5 13 обусловлена тем, что размыкание цепи управления по щиткам 7 и 8 возможно при минимальном их провороте в шарнирах б. Времени срабатывания электромагнитов 10 и 11 при этом может оказаться недостаточно
Q для соскальзывания застрявших частиц материала 1 на нижнюю ветвь 5 ленты, что приведет устройство к режиму длительных либо постоянных колебаний.
При наличии дублирующей цепи управg ления отключение электромагнитов 10 и 11 произойдет только при достижении щитками 7 и 8 крайнего раздвинутого положения и воздействии щитков на размыкающие концевые выключатели 12 и 13,
Q Размыкающие концевые выключатели - 12 и 13 последовательно включены в цепь управления со щитками 7 и 8. Это необходимо для некоторых типов грузов, линейные размеры которых в различных направлениях обладают существенной разницей. В предлагаемом ставе будет происходить встряхивание щитков периодично и секци- онно, то есть при заштыбовке воздушного промежутка между ними. Это снизит износ шарнирных соединений и повысит срок
службы элементов става. При этом повысится надежность работы конвейера.
Формула изобретения Став ленточного конвейера, включающий боковые стойки с опорами для верхней и нижней ветвей ленты, боковые щитш для удаления просыпи, установленные между ветвями ленты и шарнирно закрепленные на боковых стойках, отличающийся тем, что, с целью повышения надежности
V
77 /7 ///// /////////////4 ///Л-У//////////.
Фиг.1
0
работы конвейера при транспортировании то ко про водящих грузов, боковые щитки выполнены из токопроводящего материала и имеют приводы с электрической цепью их управления, при этом каждая пара щитков связана между собой в средней части посредством пружинного элемента и установлена с возможностью взаимодействия с конечными выключателями электрической цепи управления, причем последняя электрически связана с боковыми щитками
| название | год | авторы | номер документа |
|---|---|---|---|
| Став ленточного ковейера | 1978 |
|
SU742286A1 |
| Став ленточного конвейера | 1981 |
|
SU956374A1 |
| Устройство для уборки просыпи под конвейером | 1980 |
|
SU876542A1 |
| Устройство для уборки просыпи ферромагнитного сыпучего материала | 1984 |
|
SU1194791A1 |
| ШТРЕКОВЫЙ ПЕРЕГРУЗОЧНЫЙ ПУНКТ | 1992 |
|
RU2044890C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОНЦЕВОЙ СЕКЦИИ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2011 |
|
RU2447006C1 |
| УСТРОЙСТВО ДЛЯ УБОРКИ ПРОСЫПИ МЕЛКОДИСПЕРСНОГО МАТЕРИАЛА | 1991 |
|
RU2017679C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2019473C1 |
| Крутонаклонный ленточный конвейер для транспортирования ферромагнитных грузов | 1990 |
|
SU1720950A1 |
| Устройство для уборки просыпи под конвейером | 1980 |
|
SU905172A1 |
Изобретение относится к ставам ленточных конвейеров. Цель - повышение надежности работы конвейера при транспортировании токопроводящих грузов. Став включает боковые стойки 2, к которым шар- нирно прикреплены боковые щитки (Щ) 7,8, выполненные из токопроводящего материала. При этом Щ 7, 8 имеют приводы 10, 11 с электрической цепью их управления (ЭЦУ). Каждая пара Щ 7 связана между собой в средней части посредством пружинного элемента 9 и установлена с возможностью взаимодействия с конечными выключателями 12 ЭЦУ. Последняя электрически связана с Щ 7,8. В исходном положении Щ 7 стянуты пружинным элементом 9 и между ними проходит средний кусок груза 1 и просыпь попадает на ленту 5. При попадании на Щ 7 крупных кусков груза 1 произойдет замыкание ЭЦУ. Приводы 10. 11 разведут Щ 7. 8, которые после поворота разомкнут ЭЦУ через концевые выключатели 12. Далее Щ 7, 8 возвращаются в исходное положение. Таким образом обеспечивается центрированная подача просыпи на ленту 5 при минимальном износе элементов сплава. 4 ил.
t
i 4
Ф Ф Ф
4
Ф
И
/ //// /syjy/ //s.
Ґ 1
$ # $ $ t $ t
// //// ///////// /
-О°О
| Ленточный конвейер | 1972 |
|
SU629134A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Став ленточного ковейера | 1978 |
|
SU742286A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
