Изобретение относится к пайке в частности к способам пайки деталей из чугуна, и может быть ИСПОЛЬЗОРЗНО в различных отраслях народного хозяйства при ремонте и изготовлении изделий из чугуна
Цель изобретения - повышение качества лужения и пайки деталей из чугуна путем повышения прочности сцепления припоя с основным материалом
Способ реализуют следующим образом
Детали из чугуна подвергаемые лужению или пайке, погружают в ванну с расплавленным припоем и пропускают через контакт припой - деталь переменный электрический ток с асимметрией амплитуды в полупериодах согласно соотношению
1д п (3 - 3,5) in д
где д п и 1П д - сила тока в направлении деталь - припой и в направлении припой - деталь соответственно
При лужении чугуна припоем на основе латуни наибольшая плотность тока может быть установлена в пределах 1 - 1,5 А/мм Пропускание асимметричного тока позволяет уменьшить процессы анодного растворения чугунной детали (за счет кратковременного приложения отрицательного потенциала на деталь) и в то же время сохранить положительное свойство элект рического тока увеличить адгезию припоя за счет изменения величины поверхностных натяжений, что в свою очередь повышает скорость растекания припоя по твердой поверхности (в реальных условиях, особенно для твердой фазы из чугуна скорость растеоел VJ со
о
кания припоя мала). Увеличение скорости растекания выравнивает время контакта жидкой фазы с твердой, устраняет такой дефект, как непропаивание одного места детали и сильное растворение другого. Однако сохранить положительное действие электрического тока и уменьшить процесс анодного растворения детали можно только при определенных соотношениях силы токов в полоупериодах, а именно в случае анод - деталь, катод - припой, электрический ток должен быть в 3 - 3,5 раза больший, чем для случая анод - припой. Наибольшую плотность тока при использовании в качестве припоя латуни ограничивают в пределах 1,0 - 1,5 А/мм , так как увеличение плотности тока до 1,0 - 1,5 А/мм усиливает его положительное действие на адгезию и растекание. Дальнейшее увеличение плотности тока за счет выделения дополнительного тепла в переходной зоне усиливает процессы растворения деталей и делает неэффективным использование асимметричного тока. При соотношении 1д-п/1п-д 3 процессы растворения подавляются также эффективно, однако в этом случае необходимо снижать д-п (так как плотность тока ограничена 1,0 - 1.5 А/мм , а это ухудшает адгезию и растекаемость припоя. В случае пайки или лужения площадей более 1000 мм плотность тока принимают равной 1,0 А/мм2, а соотношение д n/ln-д - 3,5, так как первоначально соединение припоя с деталью происходит в отдельных местах и фактическая плотность тока большая.
П р и м е р 1. Производят лужение кулачков из серого чугуна СЧ20 латунью Л63. Величина облуживаемой площади на каждом кулачке 260 мм. Лужение ведут в трубчатой печи Тамана. В зону нагрева помещают поддон из графита, заполненный латунью Л63 с флюсом АН-ШТ2. Поддон имеет токоподвод. Кулачки закрепляют то- коподводящими зажимами и погружают в расплавленный припой, пропускают электрический ток.
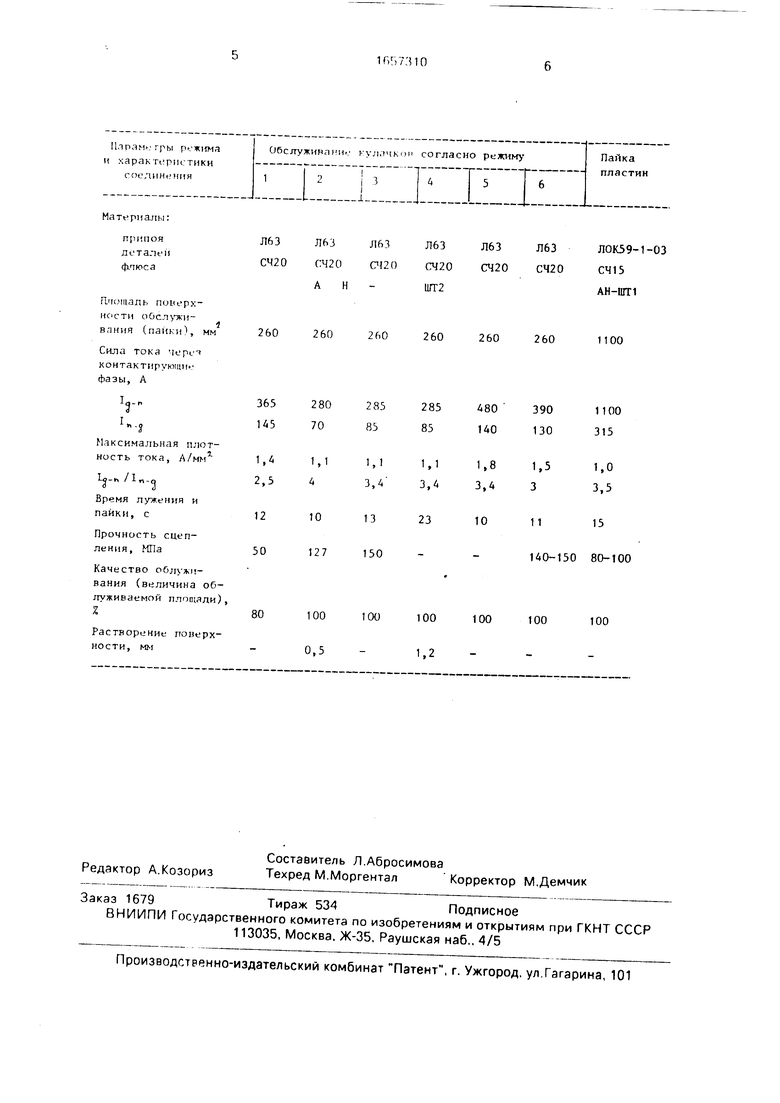
Режимы процесса и результаты испытаний представлены в таблице.
Качество лужения в случае режимов 3 и 6 хорошее, прочность сцепления нанесенного слоя находится на уровне прочности основного металла (серого чугуна СН20). Режимы 3 и 6 точно соответствуют предлагаемому способу. Кулачок, луженый по режиму 1, имеет 20% необлуженной площади, что при пайке снижает прочность сцепления.
Кулачки с режимами 2.4 и 5 имеют растворение основного металла. В зонах растворения имеются микротрещины, которые не позволяют оценить прочность сцепления
нанесенного слоя с основным количественно (нанесенный слой разрушается уже при подготовке образца). Причина низкого качества полученных слоев заключается в следующем: режим 2 - 1Д п , режим 4
процесс закончен после окончания нарастания силы электрического тока через 10 с, режим 5 - максимальная плотность тока установлена более 1,5 А/мм 1,8 А/мм . П р и м е р 2. Производят пайку пластин
из серого чугуна СЧ15 припоем Л ОК 59-1-03 Величина паяемой площади 1100 мм , пайку ведут в трубчатой печи Тамана. В зону нагрева помещают поддон из графита, заполненный припоем с флюсом АН-ШТ1.
Пластины, соединенные с зазором и закрепленные токоподводом, погружают в припой. Через детали и припой пропускают асимметричный электрический ток плотностью 1 А/мм2 (1д-п 1100 А) с соотношением д-п 3,5 п д. После вырезки образцов из соединения установлено, что прочность соединения составляет 80 - 100 МПа, поры и несплавления отсутствуют.
Полученные результаты подтверждают
улучшение качества лужения или пайки деталей из чугуна предлагаемым способом. Прочность паяного соединения при растяжении находится на уровне прочности основного металла, на 30 - 40% уменьшается
время лужения или пайки.
Формула изобретения
1.Способ лужения и пайки, включающий погружение деталей в расплавленный припой и пропускание электрического тока
через контакт припой - деталь, отличающийся тем, что, с целью повышения качества лужения и пайки деталей из чугуна путем повышения прочности, сцепления припоя с основным материалом, уменьшения подплавления и растворения последнего в расплаве, пропускают переменный электрический ток с асимметрией амплитуды в полупериодах согласно соотношению
д-п (3 3.5) ,
где д-ц и п-д - сила электрического тока в направлении деталь - припой соответственно.
2.Способ по п.1. отличающийся 1ем. что наибольшая плотность тока при лужении чугуна припоем на основе латуни устанавливается в пределах 1 - 1.5 А/мм .
Материалы:
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2005 |
|
RU2285600C1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| Способ пайки электросопротивлением | 1990 |
|
SU1745449A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2009 |
|
RU2400340C1 |
| Способ пайки некапиллярных соединений | 1986 |
|
SU1362579A1 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Способ получения клепано-паяных соединений | 1975 |
|
SU551133A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2004 |
|
RU2243074C1 |
| Припой для пайки чугуна | 1987 |
|
SU1461609A1 |
Изобретение относится к пайке, в частности к способам пайки деталей из чугуна, и может быть использовано в различных отраслях народного хозяйства при ремонте и изготовлении изделий из чугуна Цель изобретения - повышение качества лужения и пайки деталей из чугуна путем повышения прочности сцепления припоя с основным материалом Детали из чугуна, подвергаемые лужению или пайке, погружают в ванну с расплавленным припоем и пропускают через контакт припой - деталь переменный электрический ток с асимметрией амплитуды в полупериодах согласно соотношению д п (3 - 3,5)1п д, где 1д-п, In д - сила тока в направлении деталь - припой и в направлении припой - деталь соответственно. При лужении чугуна припоем на основе латуни наибольшая плотность тока может быть установлена в пределах 1-1,5 А/мм . Пропускание асимметричного тока позволяет уменыцить процессы анодного растворения чугуна, сохранив положительное воздействие электрического тока - увеличение адгезии припоя 1 з п ф-лы, 1 табл (Л С
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
