Изобретение относится к обработке металлов давлением, в частности к способам получения полых изделий из заготовок в виде сеток, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - экономия материала полосы сетки
При получении полых изделий из сетки с прямоугольными ячейками из заготовки в виде полосы, кромки которой перпендикулярны диагоналям ячеек, путем деформирования и последующей вырубки заготовку в виде полосы отрезают шириной
b (а2 + 3at + 2т2) + at + 2t2
а перед деформированием ее растягивают в пределах упругой деформаций сетки до длины
U an + tn + t,
где а - стороны выштамповки;
t-технологический припуск;
L - длина заготовки
п - число выштамповок,
при этом п - окру| ляют до ближайше- а
го большего целого числа
По предлагаемому способу заготовка в виде полосы отрезается на листовых ножницах шириной Ь. После этого заготовка в виде полосы сетки подается в установленный на прессе штамп, растягивается до размера длины LL деформируется и осуществляется вырубка.
О
ел VI со
00
В результате растягивания заготовки более рационально используются материал сетки, так как обеспечивается получение ближайшего большего целого числа вы- штамповок в полосе.
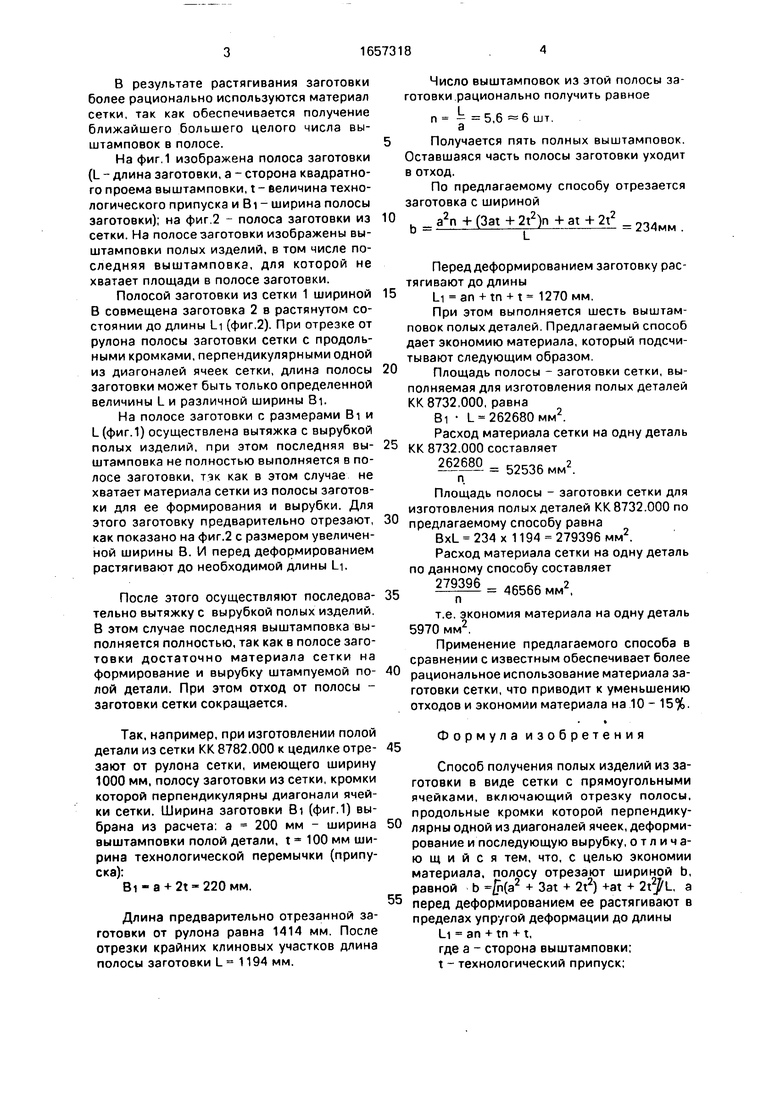
На фиг.1 изображена полоса заготовки (L - длина заготовки, а - сторона квадратного проема выштамповки, t - величина технологического припуска и Bi - ширина полосы заготовки); на фиг.2 - полоса заготовки из сетки. На полосе заготовки изображены выштамповки полых изделий, в том числе последняя выштамповка, для которой не хватает площади в полосе заготовки.
Полосой заготовки из сетки 1 шириной В совмещена заготовка 2 в растянутом состоянии до длины Li (фиг.2). При отрезке от рулона полосы заготовки сетки с продольными кромками, перпендикулярными одной из диагоналей ячеек сетки, длина полосы заготовки может быть только определенной величины L и различной ширины BL
На полосе заготовки с размерами Bi и L (фиг.1) осуществлена вытяжка с вырубкой полых изделий, при этом последняя выштамповка не полностью выполняется в полосе заготовки, тэк как в этом случае не хватает материала сетки из полосы заготовки для ее формирования и вырубки. Для этого заготовку предварительно отрезают, как показано на фиг.2 с размером увеличенной ширины В. И перед деформированием растягивают до необходимой длины LL
После этого осуществляют последовательно вытяжку с вырубкой полых изделий. В этом случае последняя выштамповка выполняется полностью, так как в полосе заготовки достаточно материала сетки на формирование и вырубку штампуемой полой детали. При этом отход от полосы - заготовки сетки сокращается.
Так, например, при изготовлении полой детали из сетки КК 8782.000 к цедилке отрезают от рулона сетки, имеющего ширину 1000 мм, полосу заготовки из сетки, кромки которой перпендикулярны диагонали ячейки сетки. Ширина заготовки Вт (фиг.1) выбрана из расчета: а 200 мм - ширина выштамповки полой детали, t 100 мм ширина технологической перемычки (припуска):
Bi -а + 2г-220мм.
Длина предварительно отрезанной заготовки от рулона равна 1414 мм. После отрезки крайних клиновых участков длина полосы заготовки L 1194 мм.
0
Число выштамповок из этой полосы заготовки .рационально получить равное
п - 5,6 6 шт,
Получается пять полных выштамповок. Оставшаяся часть полосы заготовки уходит в отход.
По предлагаемому способу отрезается заготовка с шириной
. а2п + (3at + 2t2)n + at + 2т2 OQyl
b i;- 234мм .
Перед деформированием заготовку растягивают до длины
Li an + tn + t 1270 мм.
При этом выполняется шесть выштамповок полых деталей. Предлагаемый способ дает экономию материала, который подсчитывают следующим образом.
Площадь полосы - заготовки сетки, выполняемая для изготовления полых деталей КК 8732,000, равна
Вт L- 262680 мм2.
Расход материала сетки на одну деталь КК 8732.000 составляет
262680
52536 мм .
Площадь полосы - заготовки сетки для изготовления полых деталей КК 8732.000 по предлагаемому способу равна
BxL 234 х 1194 279396 мм2.
Расход материала сетки на одну деталь по данному способу составляет
279396
46566 мм
0
5
0
5
т.е. экономия материала на одну деталь 5970 мм2.
Применение предлагаемого способа в сравнении с известным обеспечивает более рациональное использование материала заготовки сетки, что приводит к уменьшению отходов и экономии материала на 10 - 15%.
Формула изобретения
Способ получения полых изделий из заготовки в виде сетки с прямоугольными ячейками, включающий отрезку полосы, продольные кромки которой перпендикулярны одной из диагоналей ячеек, деформирование и последующую вырубку, отличающийся тем, что, с целью экономии материала, полосу отрезают шириной Ь, равной b /n(a2 + 3at + 2t2) +at + 2t2/fL, a перед деформированием ее растягивают в пределах упругой деформации до длины
Li an + tn + t,
где а - сторона выштамповки;
t - технологический припуск;
L - длина заготовки; n - число выштамповок.
при этом n L/a округляют до ближайшего целого числа.
Изобретение относится к обработке металлов давлением, в частности к способам получения полых изделий из заготовок в виде сеток, и может быть использовано в различных отраслях машиностроения. Цель изобретения - экономия материала сетки. Заготовку получают путем отрезки от рулона полосы с продольными кромками, перпендикулярными одной из диагоналей прямоугольной ячейки сетки шириной, рассчитанной по формуле b Јn(a + 3at + 2t ) + at + 2tj//L, и заданной длины. Затем полосу растягивают в пределах упругих деформаций до длины Li an + tn t, при этом п L/a округляют до ближайшего большего целого числа, где а - сторона выштамповки; t - технологический припуск, L - длина заготовки; п - число выштамповок. После растяжения полосы осуществляют ее пластическое деформирование и вырубку. Способ обеспечивает более рациональное использование материала заготовки, что приводит к уменьшению отходов и экономии материала. 2 ил. сл С
Sj
Фиг. 2
| Способ получения полых изделий из заготовки в виде сетки | 1982 |
|
SU1140859A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
