Изобретение относится к обработке металлов давлением и может быть использовано для изготовления дисков для борон и других почвообрабатывающих агрегатов.
Известен способ изготовления дисков бороны, включающий отделение заготовки от полосы и формирование кольцевого участка режущей кромки диска пластическим деформированием, формовку сферы диска и термообработку.
Формированием кольцевого участка режущей кромки диска двухсторонним обжатием металла значительно повышают его ресурс пластичности и обеспечивают существенную радиальную вытяжку упомянутого кольцевого участка, чем приближают профиль этого участка к рабочему профилю диска и снижают, кроме того, усилие отделения заготовки от полосы (патент РФ №2687524 В21K 19/00 (2006.01). Поксеваткин М.И., Поксеваткин Д.М. Способ изготовления дисков бороны. Опубликовано 14.05.2019. Бюл. №114).
Однако этот способ не дает возможности получать диски с лепестками, что ограничивает его применение.
Известен способ изготовления дисков бороны, включающий подачу волосы, отделение заготовки от полосы термической резкой, нагрев ее до ковочной температуры, формирование лепестков и кольцевого участка режущей кромки диска вальцовкой, формовку сферы диска и термообработку. Полученные этим способом диски имеют повышенное качество, так как лепестки и кольцевой участок режущей кромки диска формируют пластическим деформированием, чем создают благоприятную волокнистую структуру металла (Патент РФ №20225181. В21Н 7/00. Черкасова И.Н., Черкасов М.М. Способ изготовления дисков бороны. Опубликовано 30.12.1994).
Недостатками известного способа изготовления дисков бороны является использование термической резки при получении заготовок, что неизбежно создает зону термического воздействия на металл по периметру заготовки, вызывающую прижоги металла и крупнозернистую структуру, чем снижают качество изделий. Кроме того, термическая резка связана с высокими энергозатратами, особенно при резке заготовок со сложным профилем.
Названные недостатки снижают эффективность известного способа изготовления дисков бороны.
В основу изобретения поставлена задача повышения эффективности процесса изготовления дисков бороны.
Для решения поставленной задачи в способе изготовления дисков бороны, включающим подачу полосы, отделение заготовки от полосы, формовку сферы диска и получение лепестков диска, термообработку, полосу подают на матрицу и укладывают над сферической поверхностью жестко закрепленного в полости матрицы формовочного пуансона, затем усилием прижима, при одновременном перемещении его с матрицей в сторону последней за счет сжатия размещенного под матрицей упругого элемента, вдавливают в полосу клиновое кольцевое ребро контактной поверхности прижима, совмещая внутреннюю поверхность ребра с образующими цилиндрической полости прижима и кольцевой поверхностью отделения заготовки от полосы, затем прижимают полосу к матрице и на сферической поверхности формовочного пуансона формуют сферу диска, достигая, при этом, величины растягивающих напряжений в кольцевой поверхности отделения заготовки от полосы в пределах соотношения:

где σΒ - предел прочности металла заготовки диска, МПа;
σр - величина растягивающих напряжений в кольцевой поверхности отделения заготовки от полосы, МПа;
σт - предел текучести металла заготовки, МПа;
затем последовательно выполняют вырубку межлепестковых выемок диска по их внутреннему контуру и срез кромок выемок по кольцевой поверхности отделения заготовки от полосы, затем, срез кромок лепестков диска по той же поверхности, отделяя, при этом, полученный диск от полосы.
Вдавливанием в полосу клинового кольцевого ребра контактной поверхности прижима при совмещении его внутренней поверхности с образующими цилиндрической полости прижима и кольцевой поверхностью отделения заготовки от полосы и прижатием полосы к матрице обеспечивают надежную фиксацию заготовки по ее контуру, что дает возможность, во-первых, достигать высоких растягивающих напряжений в металле заготовки, необходимых для формовки сферы диска, во-вторых, при вырубке межлепестковых выемок на наклонной сферической поверхности формовочного пуансона под углом к торцевой поверхности вырубного ножа при наличии растягивающих напряжений в металле заготовки добиваться снижения усилия вырубки на 35-40% (Ковка и штамповка. Справочник в 4-х т.Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 31, формулы (1) и (2)); в третьих, получать высокие растягивающие напряжения в кольцевой поверхности отделения заготовки от полосы, превышающие предел текучести металла заготовки и, тем самым, исключать первые две стадии процесса резки металла - упругую и пластическую, и сразу осуществлять стадию скалывания, чем значительно снижать усилие резки (Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 19). А вырубкой межлепестковых выемок диска существенно повышают концентрацию растягивающих напряжений в металле оставшейся поверхности отделения заготовки от полосы, добиваясь их величины, большей предела текучести металла, что дает возможность уменьшить толщину среза металла в кольцевой поверхности отделения заготовки от полосы и, тем самым, значительно снизить усилие среза лепестков диска в той же поверхности при отделении его от полосы.
В результате реализации описанных технологических приемов существенно повышают эффективность способа изготовления дисков бороны.
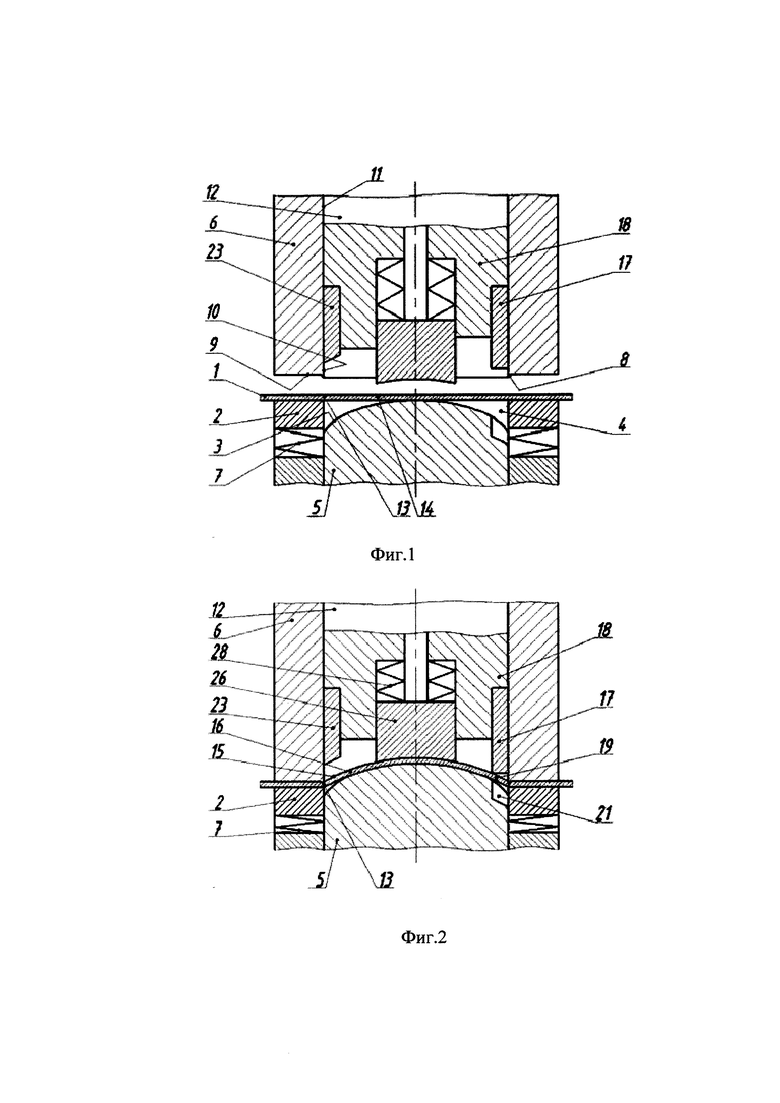
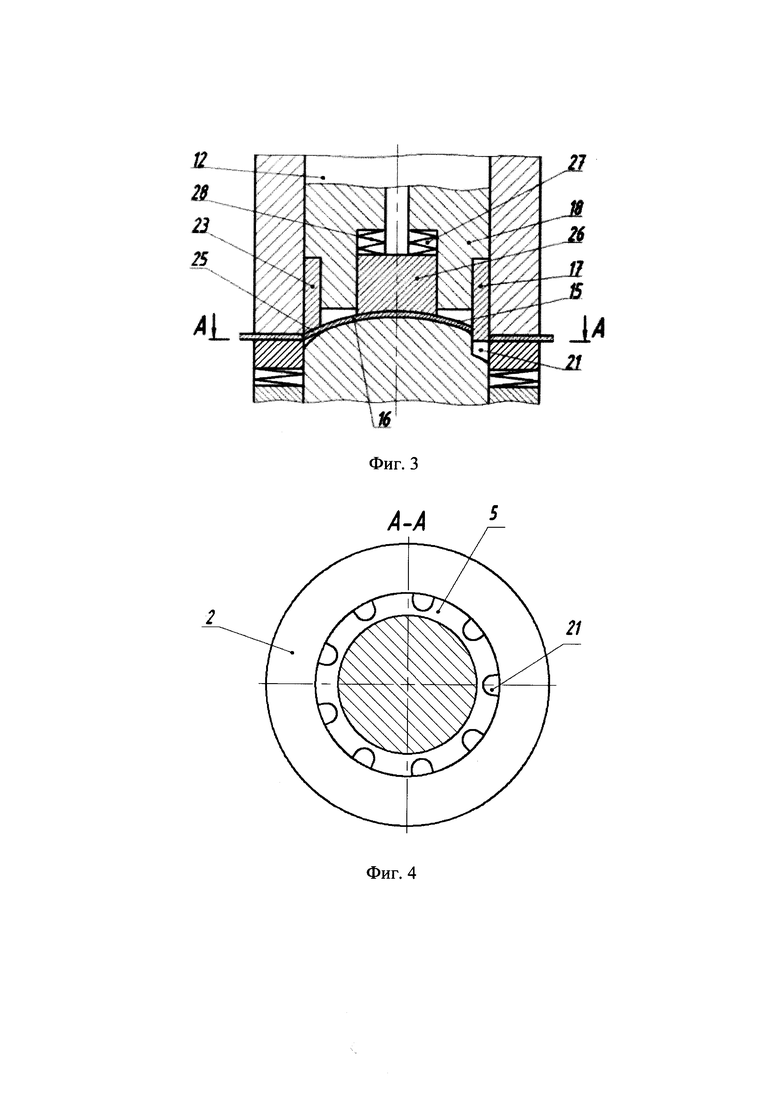
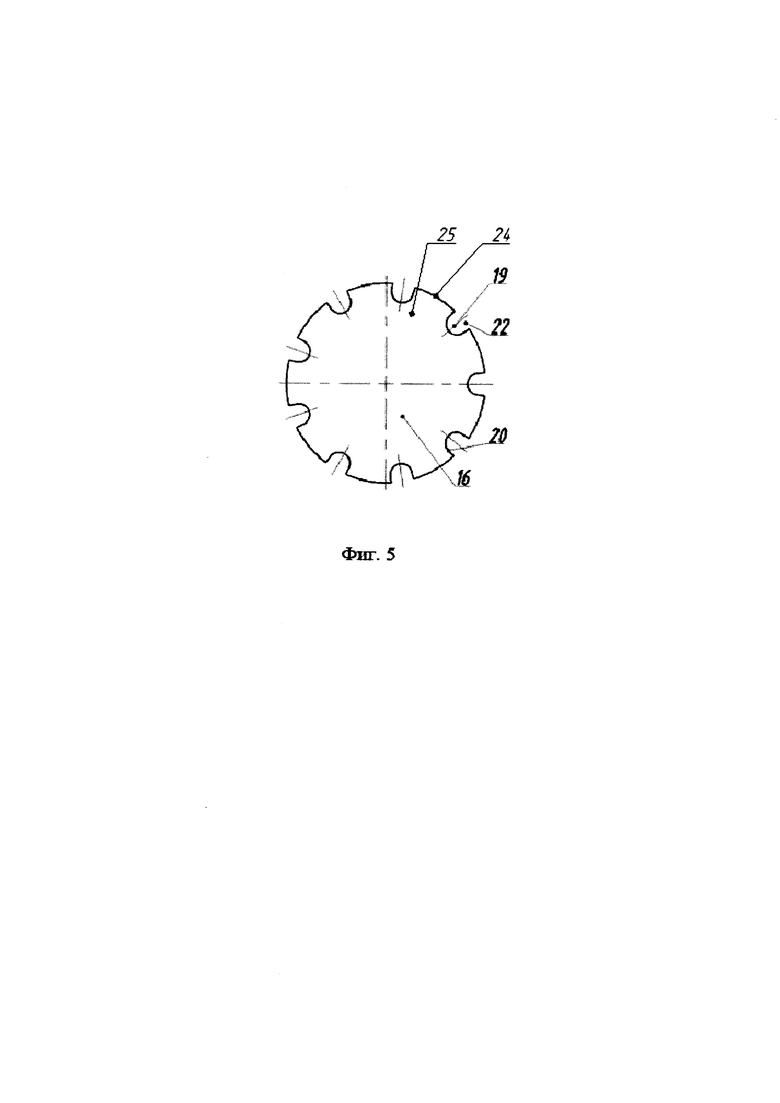
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 показан момент подачи полосы на матрицу и укладывания ее над сферической поверхностью жестко закрепленного в полости матрицы формовочного пуансона, на фиг. 2 - момент завершения формовки сферы диска, на фиг. 3 - момент вырубки межлепестковых выемок диска; на фиг. 4 показано поперечное сечение вырубного пуансона; на фиг. 5 показано полученное изделие - диск.
Способ изготовления дисков бороны, включающий подачу полосы, отделения заготовки от полосы, формовку сферы диска и получение лепестков диска, термообработку, полосу подают на матрицу и укладывают над сферической поверхностью жесткого закрепленного в полости матрицы формовочного пуансона, затем, усилием прижима, при одновременном перемещении его с матрицей в сторону последней за счет сжатия размещенного под матрицей упругого элемента, вдавливают в полосу клиновое кольцевое ребро контактной поверхности прижима, совмещая внутреннюю поверхность ребра с образующими цилиндрической полости прижима и кольцевой поверхностью отделения заготовки от полосы, затем прижимают полосу к матрице и на сферической поверхности формовочного пуансона формуют сферу диска, достигая, при этом, величины растягивающих напряжений в кольцевой поверхности отделения заготовки от полосы в пределах соотношения (1). Затем последовательно выполняют вырубку межлепестковых выемок диска по их внутреннему контуру и срез кромок выемок по кольцевой поверхности отделения заготовки от полосы, затем срез кромок лепестков диска по той же поверхности, отделяя, при этом, полученный диск от полосы.
Способ изготовления дисков бороны реализуют следующим образом. Полосу 1 подают на матрицу 2 и укладывают над сферической поверхностью 3 жестко закрепленного в полости 4 матрицы 2 формовочного пуансона 5 (фиг. 1), затем, усилием прижима 6, при одновременном перемещении его с матрицей 2 в сторону последней за счет сжатия размещенного под матрицей 2 упругого элемента 7, вдавливают в полосу 1 клиновое кольцевое ребро 8 контактной поверхности 9 прижима 6, совмещая внутреннюю поверхность 10 ребра 8 с образующими 11 цилиндрической полости 12 прижима 6 и кольцевой поверхностью 13 отделения заготовки 14 от полосы 1 (фиг. 1). Затем прижимают полосу 1 к матрице 2 и на сферической поверхности 3 формовочного пуансона 5 формуют сферу 15 диска 16 (фиг. 2), достигая, при этом, величины растягивающих напряжений в кольцевой поверхности 13 отделения заготовки 14 диска 16 от полосы 1 в пределах соотношения (1).
Далее ножом 17 вырубного пуансона 18, размещенного в цилиндрической полости 12 прижима 6, вырубают межлепестковую выемку 19 диска 16 (фиг. 2 и 3) по ее внутреннему контуру 20 при входе ножа 17 в полость 21 формовочного пуансона 5, и срезают кромку 22 выемки 19 (фиг. 5) по кольцевой поверхности 13 отделения заготовки 14 от полосы 1 (фиг. 1).
Затем отрезным ножом 23 вырубного пуансона 18 (фиг. 3) отрезают от полосы 1 внешнюю кромку 24 лепестка 25 диска 16 по кольцевой поверхности 13 отделения заготовки от полосы 1, отделяя тем самым диск 16 (фиг. 5) от полосы 1.
Затем диск 16 снимают с ножей 17 и 23 съемником 26, который размещают в полости 27 вырубного пуансона 18. На съемник 26 воздействуют установленным под ним упругим элементом 28 (фиг. 3) посредством его разжатия.
Пример. Изготовлены опытные образцы сферического диска бороны БДМ 560×6 «Ромашка» с девятью лепестками. Диаметр диска d=620 мм; толщина диска В=67 мм; радиус сферы R=620 мм; ширина межлепестковой выемки m=64 мм; глубина выемки  полоса толщиной t=6 мм из стали 65Г (ГОСТ 14959-79; ГОСТ 1577-81).
полоса толщиной t=6 мм из стали 65Г (ГОСТ 14959-79; ГОСТ 1577-81).
Предел прочности стали σв=750 МПа; предел текучести σт=440 МПа; допустимое относительное удлинение в холодном состоянии σдоп=9%.
Технологические расчеты выполняют в следующем порядке.
1. Определяют усилие вдавливаемого клинового кольцевого ребра в поверхность полосы по формуле (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение. Ленинградское отделение. 1979. С. 31):

где Рвд - усилие выдавливания клинового кольцевого ребра, МН;
σт - предел текучести металла заготовки МПа;
 - длина клинового кольцевого ребра, мм;
- длина клинового кольцевого ребра, мм;
hp - высота клинового кольцевого ребра, мм.

Высоту hp выбирают из таблицы 4 (Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 376. табл. 4): hp=0,6 мм.
Рвд=4⋅440⋅1758,4⋅0,6=1,9 МН.
2. Определяют усилие прижима полосы:

где Рпр - усилие прижима полосы, МН;
q - давление прижима, МПа; принимают q=4,6 МПа (Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение. Ленинградское отделение. 1979. С. 175);
Snp - площадь поверхности прижима, м2;

где dnp - диаметр осевой линии кольцевой контактной поверхности прижима, мм2;
в - ширина кольцевой контактной поверхности прижима, мм.
Принимают в=100 мм (Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 186-188, рис. 15).
dnp=d+в=560+100=660 мм.
Рпр=4,6⋅π⋅660⋅100=0,95 МН.
3. Определяют усилие формовки сферы диска по формуле (Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 186, рис. 15 и С. 189, формула (29) с учетом ее последующего пружинения:

где Рсф - усилие формовки сферы диска, МН;
α° - угол наклона лепесткового кольцевого участка заготовки относительно плоскости матрицы, равный по построению α°=24° (фиг. 3).
Рсф=π⋅750⋅6⋅560⋅sin24°=3,05 МН.
4. Определяют усилие вырубки межлепестковых выемок по их внутреннему контуру по формуле (Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 31, формула (2) и таблица 5);

где Рвв - усилие вырубки межлепестковых выемок диска по их внутреннему контуру, МН;
к - количество межлепестковых выемок, к=9;
σсд - величина напряжения сдвига металла;
Значение σсд определяют из соотношения:

(Ковка и штамповка. Справочник в 4-х т. Т. 4. Листовая штамповка. Под ред. А.Д. Матвеева. - М.: Машиностроение. 1985-1987. - 544 с. С. 186, рис. 15 и С. 31).
σсд=0,7σв=0,7⋅750=525 МПа;
ϕ - угол наклона лепесткового кольцевого участка сферы диска к торцевой поверхности вырубного ножа, равного по построению ϕ=12°.

5. Определяют усилие среза межлепестовых выемок по их внешнему контуру:

где Pcв - усилие среза межлепестковых выемок по их внешнему контуру, МН;
tcв - толщина среза межлепестковых выемок по их внешнему контуру, мм.
tcв=t-hp=6-0,6=5,4 мм.
Pcв=9⋅65⋅5,4⋅525=1,7 МН.
6. Определяют величину растягивающих напряжений металла в кольцевой поверхности отделения заготовки от полосы:

где σρ - величина растягивающих напряжений металла в кольцевой поверхности отделения заготовки от полосы, МПа;
SKП - площадь кольцевой поверхности отделения заготовки от полосы, мм2;

где  - длина кольцевой поверхности отделения заготовки от полосы, мм;
- длина кольцевой поверхности отделения заготовки от полосы, мм;
tкп - толщина кольцевой поверхности отделения заготовки от полосы, мм;

tкп=(t-hp)(1-σдоп)=(6-0,6)(1-0,9)=4,9 мм;
Sкп=1173,4⋅4,9=5750 мм2;
σρ=3,05/(5750 мм2⋅10-6)=530 МПа, что соответствует соотношению (1).
7. Определяют усилие среза внешних кромок лепестков диска по поверхности отделения заготовки от полосы:

где Рсл - усилие среза внешних кромок лепестков диска по поверхности отделения заготовки от полосы:
Рсл=1173,4⋅4,9⋅525=3,02 МН.
8. Определяют усилие пресса:

где Рmax - максимальное усилие пресса, требуемое для получения диска, МН.
Ρmax=1,90+0,95+3,05=5,90 МН.
Выбирают гидравлический пресс модели ДБ2438 усилием 6,30 МН.
Полученные образцы дисков бороны имели геометрически правильную форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дисков бороны | 2018 |
|
RU2687524C1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ КОРОТКИХ ТОЛСТОСТЕННЫХ ТРУБ В ШТАМПЕ | 2005 |
|
RU2312727C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2589963C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 2011 |
|
RU2481915C1 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
Изобретение относится к способу изготовления дисков бороны. Укладывают полосу на матрицу над сферической поверхностью жестко закрепленного в полости матрицы формовочного пуансона. Прижимом вдавливают в полосу клиновое кольцевое ребро контактной поверхности прижима, совмещая внутреннюю поверхность ребра с образующими цилиндрической полости прижима и кольцевой поверхностью отделения заготовки от полосы. Прижимают полосу к матрице и формуют сферу диска. При этом величины растягивающих напряжений в кольцевой поверхности отделения заготовки от полосы находятся в интервале значений пределов текучести и прочности металла заготовки. Осуществляют вырубку межлепестковых выемок диска по их внутреннему контуру и срез кромок выемок по кольцевой поверхности отделения заготовки от полосы. Производят срез кромок лепестков диска по кольцевой поверхности отделения заготовки от полосы с отделением полученного диска от полосы. В результате уменьшаются энергозатраты и повышается эффективность изготовления дисков бороны. 5 ил., 1 пр.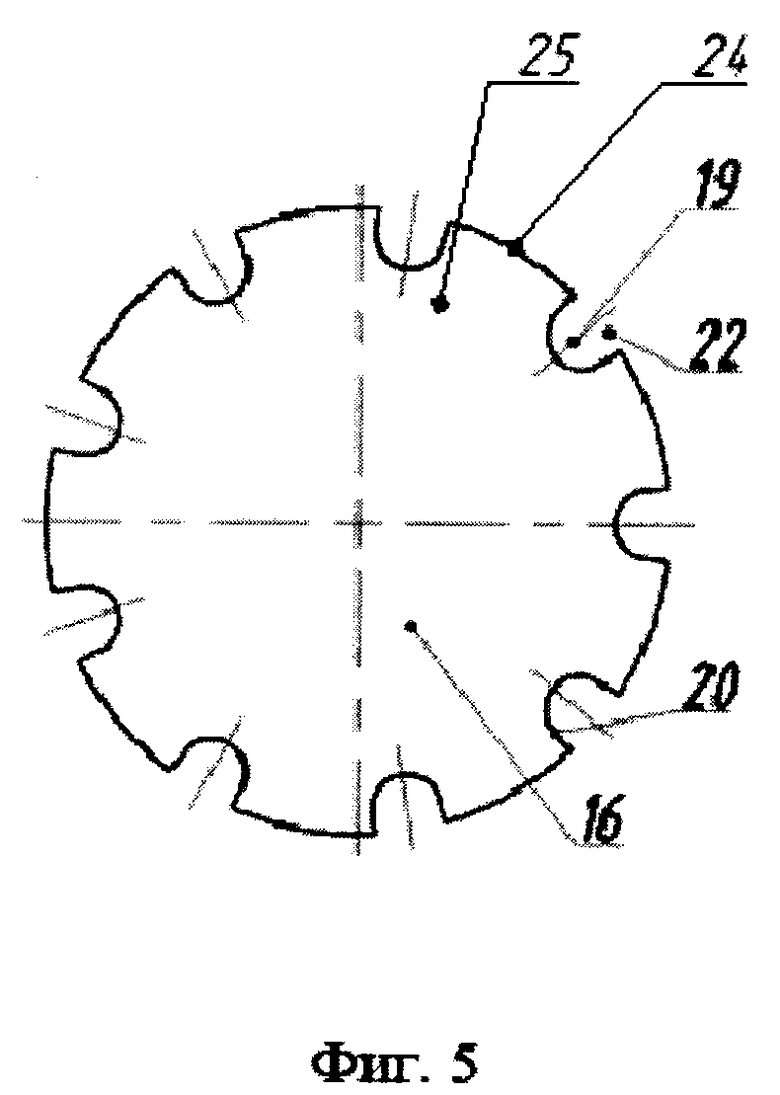
Способ изготовления дисков бороны, включающий подачу полосы, отделение заготовки от полосы, формовку сферы, получение лепестков диска и термообработку, отличающийся тем, что полосу подают на матрицу и укладывают над сферической поверхностью жестко закрепленного в полости матрицы формовочного пуансона, затем усилием прижима при одновременном перемещении его с матрицей в сторону последней за счет сжатия размещенного под матрицей упругого элемента вдавливают в полосу клиновое кольцевое ребро контактной поверхности прижима, при этом совмещают внутреннюю поверхность кольцевого ребра с образующими цилиндрической полости прижима и кольцевой поверхностью отделения заготовки от полосы, затем прижимают полосу к матрице и на сферической поверхности формовочного пунсона формуют сферу диска с достижением величины растягивающих напряжений в кольцевой поверхности отделения заготовки от полосы в пределах соотношения:
σв>σр>σт,
где σв - предел прочности металла заготовки диска, МПа;
σр - величина растягивающих напряжений в кольцевой поверхности отделения заготовки диска от полосы, МПа;
σт - предел текучести металла заготовки, МПа;
затем последовательно выполняют вырубку межлепестковых выемок диска по их внутреннему контуру и срез кромок выемок по кольцевой поверхности отделения заготовки от полосы, и затем осуществляют срез кромок лепестков диска по кольцевой поверхности отделения заготовки от полосы с отделением полученного диска от полосы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ БОРОНЫ | 1991 |
|
RU2025181C1 |
| Способ изготовления дисков бороны | 2018 |
|
RU2687524C1 |
| Способ изготовления дискового почвообрабатывающего рабочего органа | 2018 |
|
RU2700475C1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ПОВРЕЖДЕНИЙ СПИННОГО МОЗГА ПРИ ПОЗВОНОЧНО-СПИННОМОЗГОВОЙ ТРАВМЕ | 2005 |
|
RU2291722C1 |

