Изобретение относится к обработке металлов давлением, в частности к способам получения полых изделий из заготовок в виде сеток, и может быть использовано в различных отраслях машиностроения, преимущественно для получения деталей типа фильтров.
Известен способ получения полых изделий с выпуклым дном из заготовки в виде полосы, характеризующийся тем, что изделие получают путем вытяжк-и и последующей вырубки, осуществляемых путем совмещенной щтамповки 1.
Однако использование этого способа для получения деталей из заготовки в виде сетки с четырехугольными ячейками приводит к нерациональному расходованию материала и связи с тем, что такие материалы имеют ярко выраженную анизотропную структуру, в результате чего получение деталей вытяжкой сопровождается вытягиванием ячеек в направлении их диагоналей. Это свойство ячеистых заготовок при взаимно ориентированном расположении продольных кромок заготовки и диагоналей ячеек сетки может обеспечить сокращение расхода материала, не предусмотренное в известном способе.
Наиболее близким к изобретению по совокупности существенных признаков и достигаемому эффекту является способ получения полых изделий из заготовки в виде сетки с четырехугольными ячейками путем деформирования и последующей вырхбки 2.
Недостатком известного способа также является неэкономное расходование материала, обусловленное тем, что контур изделия образуют после вырубки, осуществляемой после деформирования заготовки, продольные кромки которой расположены параллельно и перпендикулярно элементам, образующим ячейки.
Целью изобретения является сокращение |расхода материала.
Эта цель достигается тем, что при способе получения полых изделий из заготовки в виде сетки с четырехугольными ячейками путем деформирования и последующей вырубки перед деформирование.м сетки от нее отрезают полоску с продольными кромками, перпендикулярными одной из диагоналей ячеек, а деформирование осуществляют путем вытяжки, которую производят на одном переходе с вырубкой.
Кроме того, для получения полых деталей с поперечным сечением в виде круга вырубку производят по контуру в виде квадрата со скругленными вершинами.
На чертеже показана полоса из сетки, из которой получены изделия с поперечным сечением в виде круга.
Полоса i получена путем отрезки ее из 0 сетки с четырехугольными ячейками. Продольные кромки 2 полосы расположены перпендикулярно одной из диагоналей ячеек сетки. Для получения полых изделий полосу 1 подают на шта.мп сов.мещенного дей5 ствия (не показан) и там на одной рабочей позиции сначала производят вытяжку, а затем вырубку изделия.
Для получения изделий с поперечным сечеикем в виде круга производят вытяжку полуфабриката, также имеющего поперечное сечение в виде круга, а вырубают по контуру 3, имеющему форму квадрата со скругленными вершинами. За счёт деформирования ячеек сетки в направлениях их диагоналей в процессе вытяжки поперечные сечения изделий прини.мают форму круИспользование изобретения позволит обеспечить экономию материала.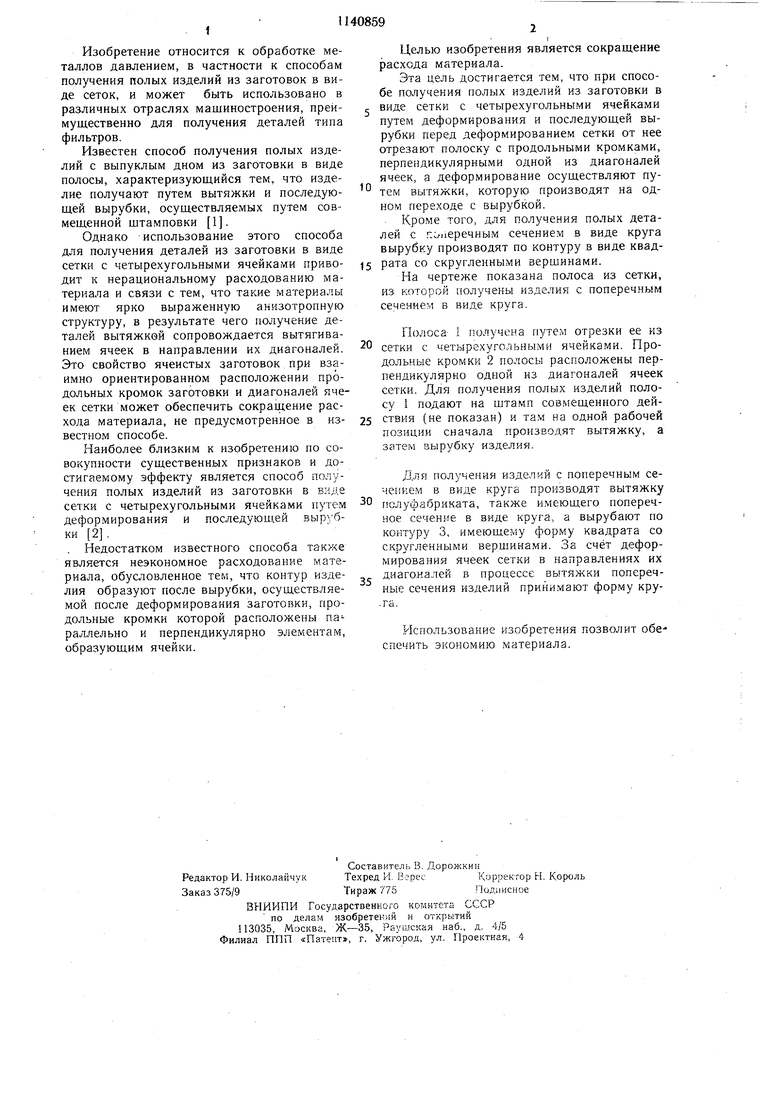
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полых изделий из заготовки в виде сетки | 1989 |
|
SU1657318A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| Способ изготовления полых изделий | 1986 |
|
SU1416235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОЧНОГО ЭЛЕМЕНТА И РЕШЕТОЧНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2115179C1 |
| Способ изготовления листовой заготовки под вытяжку | 1988 |
|
SU1588463A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| СПОСОБ ОЦЕНКИ ПРЕДЕЛЬНОЙ ДЕФОРМАЦИИ ПРИ ЛОКАЛЬНОЙ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2324918C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
1. СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЗАГОТОВКИ В ВИДЕ СЕТКИ с четырехугольными я .ейками путем деформирования и послеЛуюш.ей вырубки, отличающийся тем, что, с целью сокращения расхода материала, перед дефор мированием сетки от нее отрезают полосу с продольными кромками, перпендикулярными одной из диагоналей ячеек, а деформирование осуш,ествляют путем вытяжки, которую производят на одном переходе с вырубкой. 2. Способ по п. 1, отличающийся тем, что, с целью получения полых деталей с поперечным сечением в виде круга, вырубку производят по контуру в виде квадрата со скругленными вершинами. 00 СП :&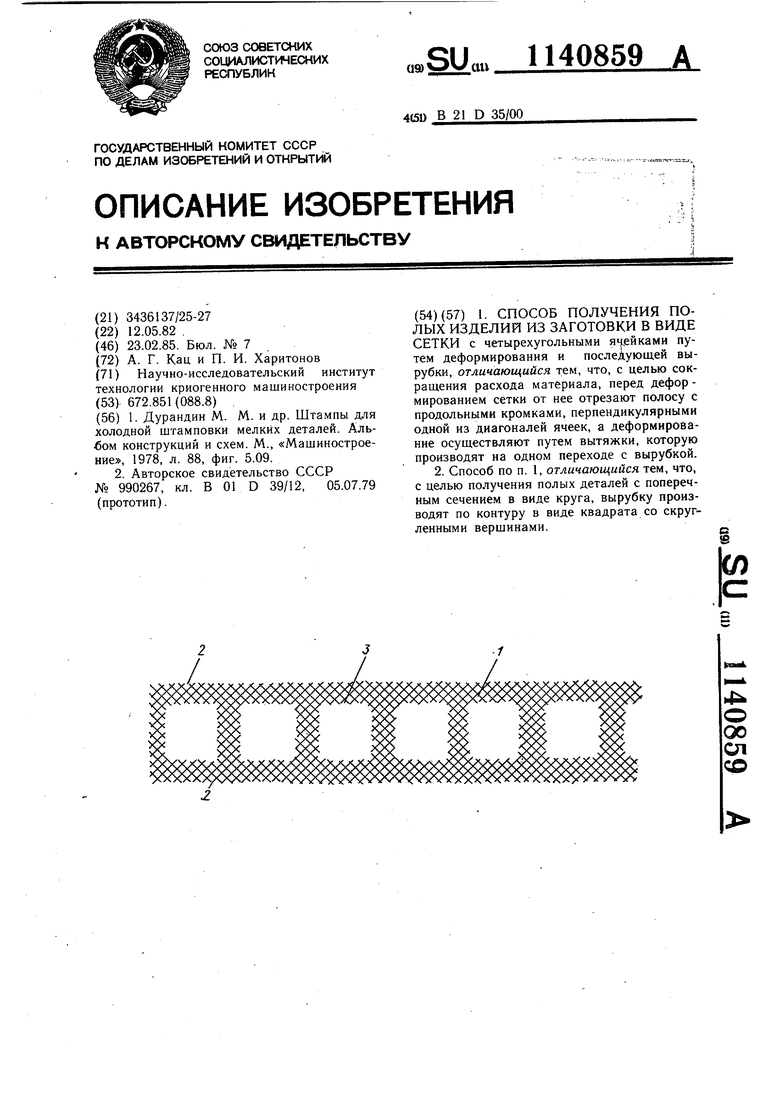
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом конструкций и схем | |||
| М., «Машиностроение, 1978, л | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления фильтрующего элемента | 1979 |
|
SU990267A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
